Изобрегение относится к черной металлургии и может быть использовано при термической обработке изделий из черных и цветных металлов и сплаве® в проходных нагревательных печах.
По основному авт. св. № 463726 известна система определения задания регуляторам температурного режима зон проходной нагревательной печи.
Система содержит датчики температуры и регуляторы температуры по количеству отапливаемых зон н снабжена последовательно соединенными датчиком загрузки заготовок в печь, блоком хранения параметров загружаемых заготовок, блоком определения местоположения заготовок в печи, блоком вычитания, первая грукпа входов которого соединена с выходами блока определения местополвжения заготовок в печи, и блоком хранения заданий регулятором температурного режима зон печи, входы которого подключены к выходам блока вычитания, первая группа выходов которого соединена со второй группой входов блока вычитания, а вторая группа его выходов - с входами регуляторов температуры соответствующих зон.
Недостатком известной системы является то, что уставки регуляторов находящиеся в блоке хранения заданий регуляторам температурного режима зон печи не адаптируются к изменению условий работы печи. Последнее приводит к уменьшению производительности комплекса печи-стан по вине печей из-за недогрева заготовок, снижению требуемой точности нагрева заготовки.
Целью изобретения является создание системы, обеспечивающей заданную производительность комплекса печи-стан и повышение точности нагрева заготовок.
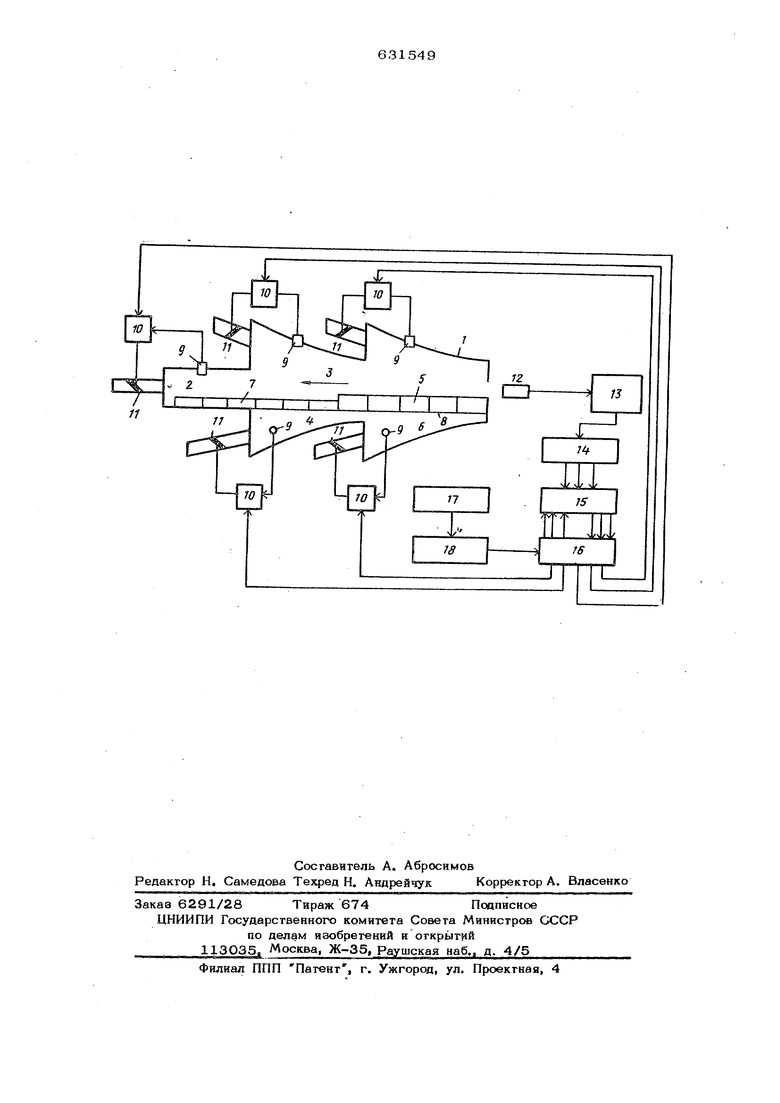
Поставленная цель достигается тем, что известная система снабжена последовательно соединенными датчиком температуры металла на стане и блоком коррекции задания регуляторам температурного режима зон печи, выход которого соединен с вхсаом блока хранения задаНИИ регуляторам температурного режима зон печи. На чертеже представлена блок-схема системы определения задания регуляторам температурного режима зон проходной нагревательной печи. Система содерн иг методическую печь 1 включающую томильную зону 2, вторую верхнюю сварочную зону 3, вторую нижнюю сварочную зону 4, первую верхнюю сварочную зону 5 и первую нижнюю сварочную зону 6, заготовки 7 и 8, датчики 9 температур, регуляторы 10, регулирующие органы 11, датчик 12 загрузки заготовок , блок 13 хранения параметров загружаемых заготовок, блок 14 определения местоположения заготовки в печи, блок 15 вычитания, блок 16 хранения заданий регуляторам температурно го режима зон печи, датчик 17 темйерйтуры металла на стане, блок 18 формирования коррекции задания регуляторам температурного режима зон печи. Система работает следующим образом Нагреваемые в печи партии заготовок 7 и 8 продвигаются в процессе нагрева. Температуру заготовок в каждой зоне печи измеряют датчиками 9 температур и поддерживают ее на заданном уровне регуляторами 1О, воздействующими на расход топлива при помощи регулирующих органов 11, Места устансШки датчиков 9 температур являются контрольным сечениями печи. Загрузка заготовок в печь фиксируется датчиком 12 загрузки .заготовок. Сигнал о загрузке заготовки в печь поступает в блок 13 хранения параметров загружаемых заготовок, откуда эти параметры передаются-в блок 1 определения местоположения заготовок в печи,из которого в блок 15 вычитания поступают сигналы, характеризующие свойства заготовок, находящиеся в соответствующей зоне печи 1, В блоке 16 хранения .задания регуляторам температу ного режима зон печи хранятся задания регуляторам зон печи, соответствующие достижению температур в контрольных ечениях зон, полученных из номинальных раекторий нагрева для различных параетров нагреваемых заготовок 7 и 8. аждый из сигналов блока 14 определеия местоположений заготовок в печи оследовательно вычитается из сигналов лока 16 хранения заданий регуляторам температурного режима зон печи и при овпадении одного из сигналов блока 14 сигналом блока 16 в последнем формируется уставка регулятором 10, Качество нагрева заготовок в печи определяется по температуре металла на стане, измеряемой датчиком 17, сигнал которого поступает в блок 18, где по фактической температуре металла на стане формируется сигнал коррекции задания регуляторам температурного режима зон печи, который поступает в блок 16, Преимущества предлагаемой системы заключаются в возможности обеспечения заданной производительности комплекса Печи-стан за счет адаптивного определения заданий регуляторам температурного режима зон проходной нагревательной печи, исключающего возможность недогрева по вине печи, и возможность повышения качества нагрева заготовок, обусловленная сигналом обратной связи о температуре заготовки на стане. Формула изобретения Система определения задания регуляторам температурного режима зон проходной нагревательной печи по авт. св. № 463726, отличающаяся тем, что, с целью обеспечения заданной производительности комплекса печи-стан и повышения точности нагрева заготовок, она дополнительно снабжена последовательно соединенными датчиком температуры металла на стане и блоком коррекции задания регуляторам температурного режима зон печи, выход которого соединен с входом блока хранения заданий регуляторам температурного режима зон печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система определения задания регуляторам температурного режима зон проходной нагревательной печи | 1979 |
|
SU885305A1 |
| Система определения задания регулятора температурного режима зон проходной нагревательной печи | 1972 |
|
SU463726A1 |
| Способ управления нагревом заготовок в многозонной нагревательной печи | 1980 |
|
SU964015A1 |
| Система управления нагревом заготовок в кольцевой нагревательной печи | 1987 |
|
SU1479812A1 |
| Способ управления нагревом заготовок в кольцевой нагревательной печи | 1987 |
|
SU1537701A1 |
| Система управления многозонной проходной нагревательной печью | 1973 |
|
SU441548A1 |
| Способ автоматического регулирования температуры в методической печи и система для его осуществления | 1985 |
|
SU1383075A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Система слежения за перемещением заготовок в кольцевой печи | 1986 |
|
SU1315498A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |