(54) КЛЕММА (ЕЕ ВАРИАНТЫ)
| название | год | авторы | номер документа |
|---|---|---|---|
| Державка для крепления ротационного резца | 1982 |
|
SU1112656A1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| Способ обработки резанием | 1983 |
|
SU1186402A1 |
| Способ ротационного точения комбинированным инструментом | 1990 |
|
SU1804947A1 |
| Ротационный резец | 1980 |
|
SU1100048A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
1
Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для соединения валов машин и механизмов в условиях повышенных нагрузок и вибраций.
Известна клемма для крепления гильзы ротационного резца, выполненная в виде стяжного хомутика с продольной прорезью, по обе стороны которой расположень выступы с отверстиями под крепеж-,g ные элементы }
Недостатком известной конструкции является то, что она не обеспечивает надежного Kpeiiпения ротационного резца при черновой обработке прерывистых по- |верхностей, когда режущая кромка резца испытывает ударные нагрузки. Корпус ротационного резца начинает вибрировать в клемме, что уменьшает стойкость резца в 1,5-2 раза. Причиной этому 5тпяется 20 то, Что охватываюшая и охватываемая поверхности конструктируют одна с другой лигиь по двум дугам окружности, относительно плоскости симметрии которых ротационный резец может вибрировать Прь повышенных нагрузках.
Цель изобретения - повьпиение.надежности крюпления резца путем уменьшения вибраций при работе последнего.
Указанная цепь достигается тем, что в клемме, выполненной в виде стяжного хомутика с продольной прорезью, по обе стороны которой расположены выступы с отверстиями под крепежные элементы, продопьная прорезь выполнена по наклонной :1ли винтовой линии относительно оси.
В клемме/выполненной в виде стяжно- го хомутика с продольной прорезью, по обе стороны которой располох.ены выступы с отверстиями под крепежные элементы, выступы выполнены в виде двух пар . погтувыступов, разделенных поперечным пазом и повернутых оДин относительно другого в плоскости, перпендикулярной продольной оси. .
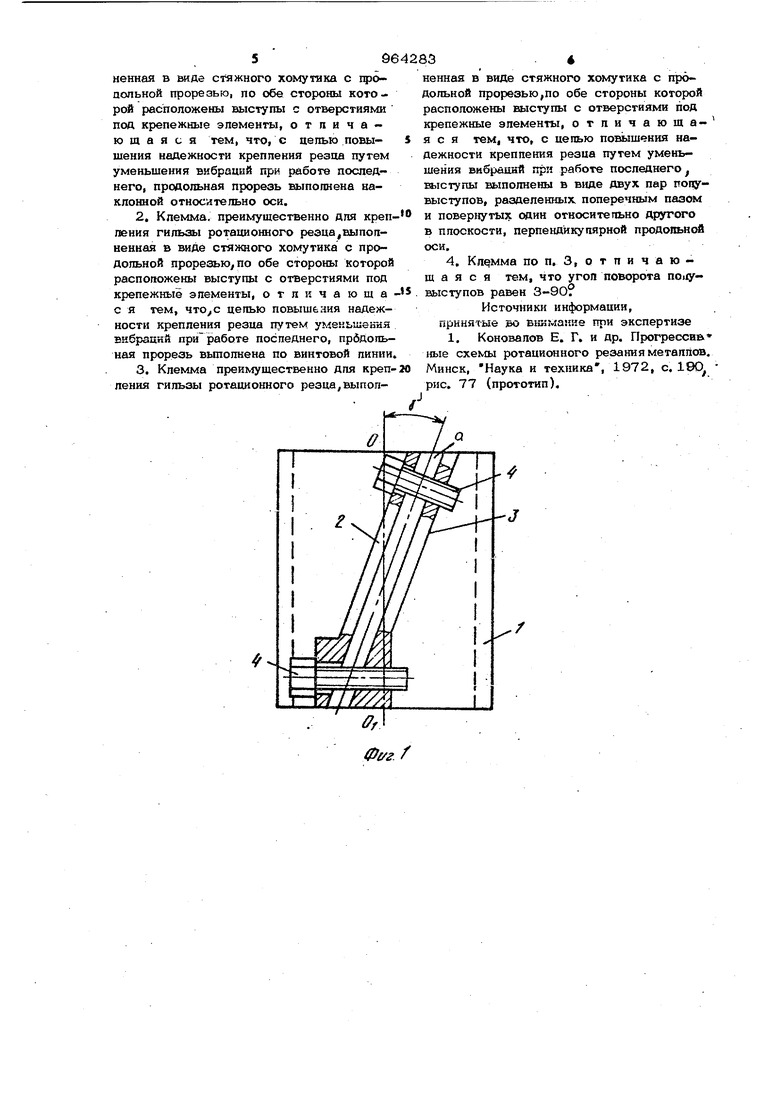
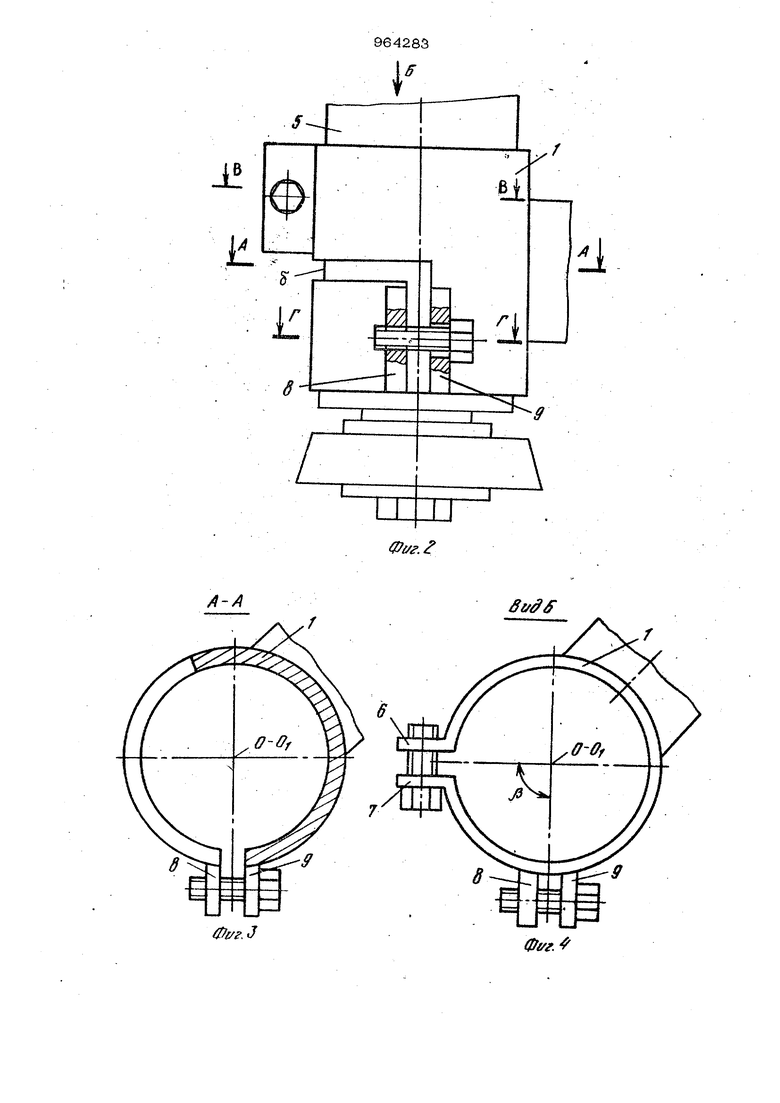
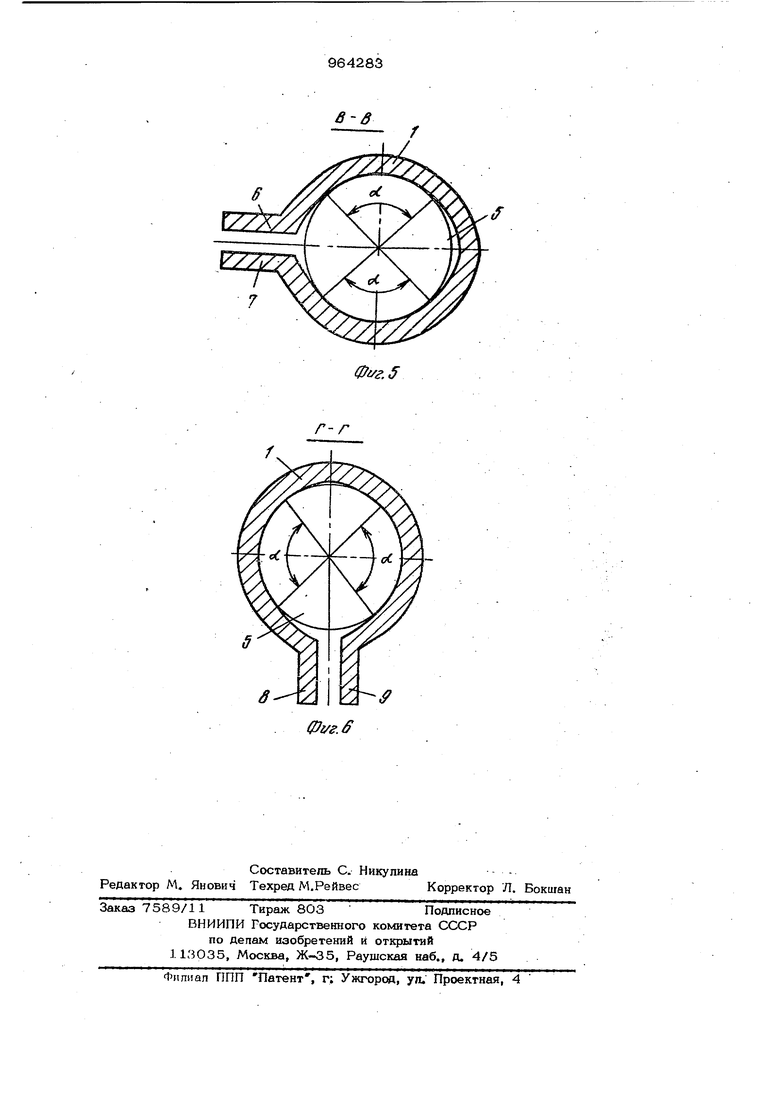
При этом угол поворота полувыступов равен . 396 На фиг. 1 изображена кпемма с накпо ной прорезью, общий вид; на фиг. 2 - то же, с повернутыми полувыступами на фиг. 3 - разрез А-А на фиг„ 2; на фиг. 4 вид по стренке Б на фиг, 2} на фиг. 5 сечение В-В на фиг, 2{ на фиг. 6 - разрез Г-Г на фиг. 2. Клемма 1 выполнена в виде стяжного хомутика с продольной прорезью о и выступами 2 и 3. В выступах выполнены отверстия под крепежные эпементы 4. Для обеспечения максимапъного угла охвата комутиком охватываемой детапи, например гильзы 5 ротационного резца, прорезь а выполнена по наклонной или винтовой линии. В другом варианте исполнения выступы выполнены в. виде -двух пар по1тувысгу пов 6, 7 и. 8, 9, разделениык поперечным пазом 6 и повернутых один относитегпз но другого в плоскости, перпендикулярной .продольной оси, на угол 3-90°. Охватывагошая и охва1Ъ1ваем ш поверхности контактируют в этом случае по дугам окружностей, у которых нет общей плоскости симметрии, относит-ельно кото рой гильза роташшнного резца может виб рировать при повышенных нагрузках. Кро ме того, на всей длине охватываемой поверхности гильзы ротационного резца всегда найдется точка сор-местного кон такта гильзы с внутренней цнпиндрической поверхностью хомутика, пежащоя в направлении линии действия силы резания, что предотвращает возникновение вибраций и повышает прочность соединения. Возможно и большее количество пар полувыступов, выполненных в киемме. Величина угла поворота пол выступов установлена экспериментально. Так при чистовой poTounoiiHoS обработке материалов, характеризующейся не- больщими усилиями резання ( кг), угол между полувыступами рекомендуется выбирать в пределах 3-20 . При этом меньшие значения угла соответст вовать меньшим усилиям резания, большие значения угла - большим усилиям. Для получистовой обработки метаппов И сплевов, характеризующейся усилиями резания, порядка ЗО-8О кг, угоп должен находиться в пределах . При черновой обработке материалов, когда усилия резания достигают 8О 200 кг, угог рекомендуется выбирать в пределах При обработке материапов с усилиями резания больше 200 кг, а также при обработке прерывистых поверхностей, и во всех других случалх обработки, когда резец испыт шает ударные нагрузки, угоп между выступами рекомендуется выбирать в пределах 70-90. При сжатии полувыступов 6, 7 и 8,9 крепежными элементами гипьза ротационного резца охватывается внутренней цилиндрической поверхностью клеммы по четырем дугам окружности с центральным углом oi.; Соединение обеспечивает максимальный угол охвата оправкой пох рхности гильзы ротационного резца, равный 4 об,. При сжатии выступов 2 и 3 крапежными элементами 4 наружная поверхность гильзы ротационного рсоца охватывается внутренней цилиндрической поверхностью хомутика по наклонной линии. Это увеличивает суммарный угол охвата клеммой поверхности гильзы ротационного резца и повышает надежность крепле- ния за счет отсутствия плоскости симметрии, относительно которой гильза ротационного резца может вибрировать в соединении при повышенных нагрузках на ротационный резец. /Мешзшая величина угла наклона сквозного продольного паза оправки выбирается для получистовой и чистовой обработки, большая величина - для черновой обработки. Обрабатываемая деталь - ст. 403t, Гпубина резания t 2 мм. Подача S 0,6 - в Скорость резания V 400й;jfДиaмeтp об- рабатываемой детали D с2ОО мм. Ориентировочные усилия резания Р 8О кг. Угол р гюворота полугубок (фиг. 2) равен 4 о . Обрабатываемая деталь - ротор электрод вига.тепя. Глубина розания t 0,3О,5 мм. Подача 5 « 0,5. детаD 80 NiM. Скорость резания V 400j. Усилие резания при обработке Рв1О-15 кг. Угоп Г наклона продопьиой оси О-О равен 4 . Предлагаемая кпемма поаволяет повы сить надежность креппення резца за счет увеличега1Я угла его охвата и умокьше шя вибраций при работе последнего. Формула из обретения 1, KneNSwa преикгушественно для крепления гильзы роташюкнотчэ pe3ttat выпопненная в виде стяжного хомутика с щэоаольной прорезью, по обе стороны которой расположены выступы с отверстиями под крепежные элементы, о т п и ч а ю ш а я с я тем, что, с цепью повышения надежности крепления резца путем уменьшения вибраций при работе последнего, продольная прорезь выполнена наклонной относительно оси. initUfl UTHtA rt IXTJIOHV v.n.« 2. Клемма, преимущественно для креп пения гильзы ротационного резца,выполненная в виде стяжного хомутика с продольной прорезью, по обе стороны которой расположены выступы с отверстиями под крепежные элементы, о т л к ч а ю щ а с я тем, целью повышения надежности крепления резца путем уменьшения вибраций приработе последнего, прбдопьная прорезь вьшолнена по винтовой линии 3. Клемма преимущественно для креп ления гильзы ротационного резца, выпоп -.fa ненная в виде стяжного хомутика с продольной прорезью,по обе стороны которой расположены выступы с отверстиями под крепежные элементы, отличающаяся тем, что, с цепью повышения надежности крепления резца путем уменьшения вибраций при работе последнего Еыступы выполнены в виде двух пар полувыступов, разделенных поперечным пазом г и повернутых один относительно другого в плоскости, перпендикулярной продольной . МЖ.М. nVvvf r rvcTvstx tt ПТЧЛПв ЛЖвМГ 4. Клемма по п. 3, о т л и ч а ю ш а я с я тем, что угол поворота no iyвыступов равен 3-90. Источники информации, принятые во при экспертизе 1. Коновалов Е. Г. и др. Прогрессивные схекоа ротационного реза ни я металлов. Минск, Наука и техника , 1972, с. 190 рис. 77 (прототип).
i/f.J
Se/
фуг.
Фе/г.
