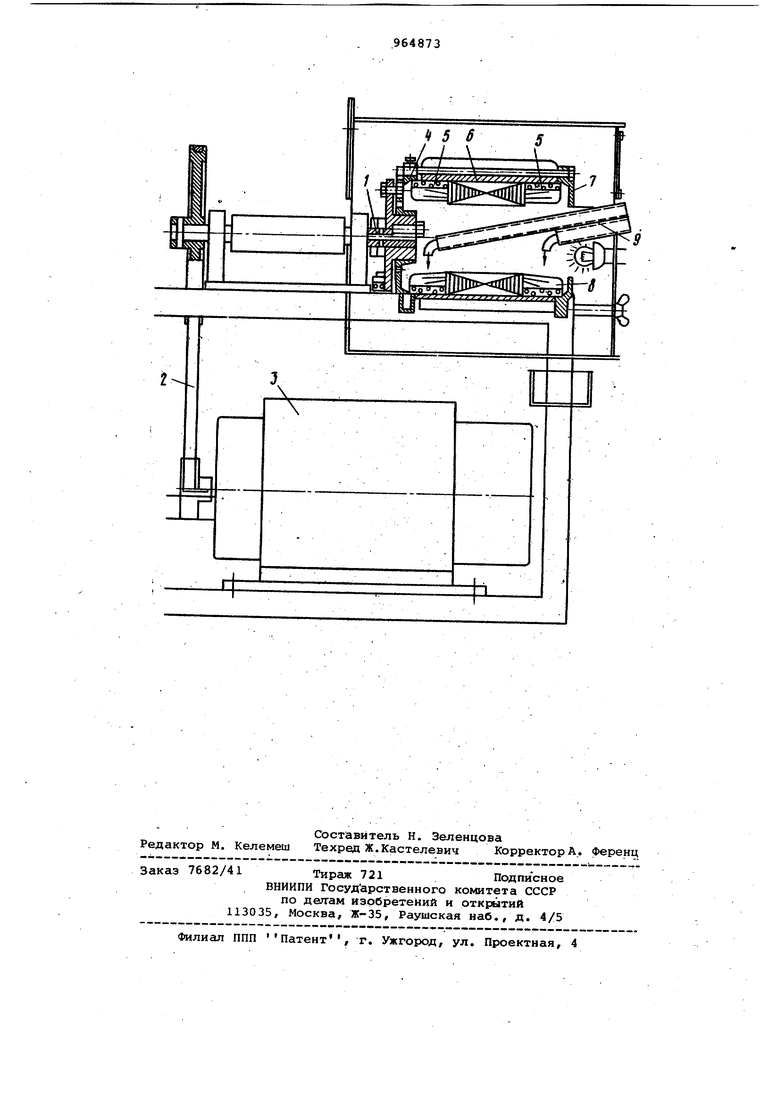
Изобретение относится к электрома ишностроению, в частности к технологии капсулирования обмоток электричес ких мжиин.. . Известен способ капсулирования обмоток электродвигателя, заключающийся в ведении в расточку статора цилиндрической оправки, заполнении ТёП лопроводным составом пространства в зоие лобовых частей между корпусом электродвигателя и оправкой и отверждении состава 1. Известный способ характеризуется небольшой производительностью и недостаточныки теплофизическики характе ристикакш капсулирующей массы. Наиболее близким к изобретению по технической сущности является способ капсулирования обмоток статора, при котором на лобовые части обмотки укрепляют изоляционные прокладки, прост ранство между ними и корпусом заполня ют металлическими гранулами, при этом попеременно поворачивая статор на 180, после чего производят подачу теплопроводного состава (2. Недостатком данного способа является его трудоемкость при массовом производстве капсулировакных электродвигателей. Цель изобретения - упрощение технологии изготовления. Ноставленная цель достигается тем, что согласно способу капсулнровани я лобовых частей обмоток статора, при котором в Пространстве между, наружной поверхйостью лобовой части и корпусом образуют пропитанный теплопроводным составом слой из электронзол циОнной понлсищки и металлических, гранул, указанный слой получают нанеёением смеданных с теплопроводным составом металлических гранул на элёктроизолгщионную подложку, формированием из полученного материала цилиндра с расположеннём подложки, внутри последнего, последукадим его размещением в указанном пространстве и заполнением пропиточным составом. Для осуществлення способа крупные гранулы смешивают при нормальной тeм пературе с теплопроводным коьтаундом, после чего упомянутый компаунд раскладывают на электроизоляционную подложку , например из стеклоткани слоями с толщиной,равной среднему расстоянию от наружной поверхности лобовой части до внутренней поверхности корпуса в радиальном направлении, далее полученные листы разрезают на полосы с шириной, равной односторонней длин лобовой части обмотки и длиной, равной длине окружности, образованной наружным дисилетром лобовых частей об мотки, затем полосы сворачивают в. цилиндры с расположением электроизоляционной подложки внутри цилиндра и размещают их одновременно с двух сто рон в камерах лобовых соединений между обмоткой и корпусом, после чего статор устанавливают в горизонтальное положение, уплотняют по торцам корпуса, включают в обмотки электрический ток, нагревают их до 70-80°С и, вращая статор с частотой 100-150 об/мин, подают на открытые участки лобовых частей обмотки тепло проводньй пропиточный состав до заполнения всех пустот между проводами и в камерах лобовых соединений. На чертеже изображено устройство, поясняющее предлагаемый способ. На валу 1, приводимом во вращение с помощью клиноременной передачи 2 двигателем 3, расположен несущий уплотнительный фланец 4, на который после укладки цилиндров 5 из теплопроводного компаунда, состоящего, например, из, вес.ч: смола эпоксидная, отвердитель - изометилгидротетрафталиевый ангидЕ«д 8, пластификатор Д5, мелкодисперсный наполнитель (тальк, маршалит или окись алюминия) 100-150. Между лобовыми частями и корпусом устанавливается и закрепляется статор 6 с уплотнительной крышкой - спутником 7. Обмотки 8 подключ ют к источнику электропитания через теплосъемные кольца (на чертеже не показаны) и нагреззаот обмотку до 70-80°С, контролируя при этом температуру термопарой. Затем на внутреннюю поверхность лобовых частей 8 подают по специальному трубопроводу 9 теплопроводный пропиточный состав, представляющий .собой например, следу ющую композицию, вес.ч.: полиэфир 78 80, смола кремнийоргёшическая 15-17, сиккатив 3-7, отвердитель 3-7 и. мелкодисперсного наполнителя (например, тальк, маршалит или окись алюминия). При этом композиция удерживается в полостях лобовых соединений центробежными силами при вращении статора с частотой 100-150 об/мин. После заполнения камер лобовых соединений обмоток пропиточной композицией увеличивают температуру до требуемой для данного класса нагревостойкости, окончательно термоотверждают теплопроводящую композицию. Предлагаемый способ капсулирования обмоток позволяет уменьшить трудоемкость данного процесса по сравнению с существующими. Формула Изобретения Способ капсулирования лобовых частей обмоток статора, при котором в пространстве между наружной поверхностью лобовой части и корпусом статора образуют пропитанный теплопроводным составом слой из электроизоляционной подложки и металлических гранул, .отличающий ся тем, что, с целью упрсяцения технологии из-готовления,. указанный слой получают нанесением смешанных с теплопроводным составом металлических гранул на электроизоляционную подложку, формированием из полученного материала цилиндра с расположением подложки внутри последнего, последующим размещением его 3 указанном пространстве и заполнением пропиточным составом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 236608, кл. Н 02 К 15/08, 1974. 2.Авторское свидетельство СССР по заявке 2774553/24-07, кл. Н 02 К 15/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАПСУЛИРОВАНИЯ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЕЙ | 2015 |
|
RU2597893C1 |
| Заливочный и герметизирующий компаунд | 1980 |
|
SU943256A1 |
| Способ капсулирования обмоток электро-дВигАТЕля | 1979 |
|
SU847450A1 |
| Способ капсулирования обмоток электродвигателей | 1986 |
|
SU1399859A1 |
| Статор асинхронного электродвигателя | 1981 |
|
SU1020923A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Статор асинхронного электродвигателя | 1985 |
|
SU1336166A1 |
| Способ капсулирования обмотки статора взрывозащищенного электродвигателя и оснастка для его осуществления | 1991 |
|
SU1819367A3 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |