(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки бочкообразных зубчатых колес | 1980 |
|
SU1006113A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Станок для обработки копированием зубчатых колес | 1980 |
|
SU996115A1 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Суппорт зубофрезерного станка | 1981 |
|
SU1026981A1 |
| Прямозубое цилиндрическое колесо | 1982 |
|
SU1076664A1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
1
Изобретение относится к станкостроению Известна сборная червячная фреза у которой, с целью совмещения черновой и чистовой операций, в корпусе установлены ролики, чердующиеся через один с режущими зубьями 1.
Недостаком известной конструкции является невозможность получения бочкообразного зуба невысокое качество обрабатываемой поверхности, низкая производительность зубообработки.
Цель настоящего изобретения - повыщение производительности зубообработки и качества обрабатываемой поверхности, а также возможйость -получения бочкообразного зуба.
Поставленная цель достигается тем,-что инструмент выполнен в виде диска,на внутренней поверхности которого в одной плоскости расположены режущие элементы и накатные ролики, причем каждый из них выполнен с профилем, соответствующим профилю зуба обрабатываемого колеса, а ролики подпружинены.
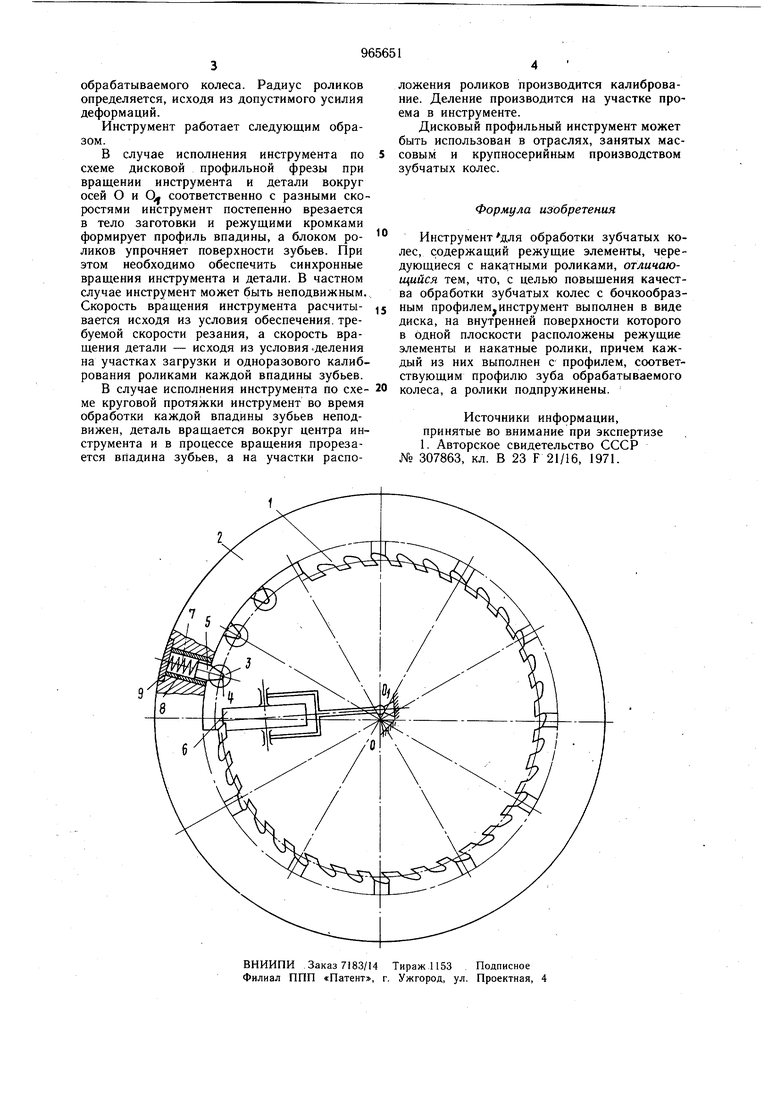
На чертеже показана конструкция инструмента.
Дисковый профильный инструмент содержит несколько режущих блоков 1 с режущими кромками, расположенными по внутреннему периметру дискового корпуса 2. Накатные ролики 3 установлены на осях 4 закрепленных на каретках 5. Усилие прижатия роликов 3 к обрабатываемой поверхности зубчатого колеса 6 обеспечивается пружинами 7, находящимися во втулках 8 и закрытых крыщками 9, закрепленными на корпусе 2.
10
Оси вращения инструмента и детали обозначены соответственно О и O;j.
Инструмент может быть выполнен по схеме дисковой профильной фрезы, т. е. иметь одинаковую высоту режущих кромок или же. по схеме круговой протяжки, т. е.
15 иметь различную высоту режущих кромок.
Число калибрующих блоков 1 с накатными роликами 3 может быть один или более. Это число определяется модулем обрабатываемого колеса, твердостью материала, гео20метрией режущих кромок, инструментальным материалом и режимами обработки. Радиус периметра, по которому располагаются режущие кромки, определяется требуемой величиной бочкообразности зубьев
