Изобретение относится к металлооб работке, в частности к производству зубчатых колес Iи может быть использо вано в станкостроении, редукторостро ении, транспортном машиностроении и т. д. , . Известен способ обработки бочкооб разных зубчатых колес дисковым профильным инструментом в условиях единичного деления, когда геометрическую ось инструмента устанавливают перпендикулярно оси обрабатываемого зубчатого колеса Недостаток данного способа в низKofi производительности. Цель изобретения - повышение проп изводительности обработка. Указанная цель доо-тигается тем, что по способу.обработки бочкообраз ных зубчатых колес дисковым профиль ным инструментом в условиях единичного деления, когда ось инструмента устанавливают перпендикулярно оси обрабатываемого зубчатого колеса, последнему сообщают планетарное вра щение вокруг оси, параллельной оси инструмента и отстоящей от нее на расстоянии , где Ь - высота зуба ; обрабатываемого колеса, U - необходимый настроечный ра . мер, при этом радиус делит льной окружности профильного инстру мента расчитывают из...,СС1Отношения „ b sineli-4cf - grfleind ° где b - ширина зубчатого венца обраб тываемого зубчатого колеса; oL - профильЕ1ый угол инструмент а - расстояние между геометрической осью инструмента и осью вращения обрабатываемого зубча того колеса. На фиг. 1 изображена общая схема способаf на фиг. 2 - сечение по вер тикальной оси. Обрабатываемое зубчатое колесо 1 имеет ось планетарного вращения 0 и ось1-| периодического деления. Профильный диско вый инструмент 2 с радиусом делительной окружности имеет ось вращения 0. Способ осуществляется следующим образом. Обрабатываемое зубчатое колесо 1 устанавливают в начальном угловом положении, соответствующем обработке первой впадины. Затем заготовке зубчатого колеса 1 придают планетарное движение с переносным вращением вокруг оси 0 , параллельной геометрической оси О дискового профильного инструмента и отстоящей от нее на расстоянии Q . Необходимость ввода настроечного зазора объясняется тем, что заготовка перед обработкой должна проходить с зазором от рё)хущеП кромки дискового инструмента (фиг. 1. Настроечный размер находится в пределах 1-2 мм. При многопозиционной обработке одновременно обрабатываются определенные участкц зубьев нескольких зубчатых колес Сфиг. 1 - А, S, В и г7 за счет постепенного нарастания глубины обработки, а окончательное формообразование каждого зуба происходит только в момент проЯолсдения через линию , проведенную по центрам инструмента О и планетарного вращения Ц . Способ обеспечивает получение не только бочкообразных, но и тороидальных зубьев, Способ может осуществляться и при неподвижном инструменте. Однако вращение инструмента позволяет уменьшить износ кромки. После .осуществления одного оборота вокруг оси 0 на участке выхода из зацепления зубьев с инструментом производится деление,и цикл повторяют до полной обработки всех зубьев. Способ, позволяя обрабатывать одновременно несколько зубчатых ко-лес, имеет миниг1альные потери времени на холостые хода инструмента. Это способствует повышению производительности труда в 3-4 раза по сравнению с известныгл.,
Фиг. г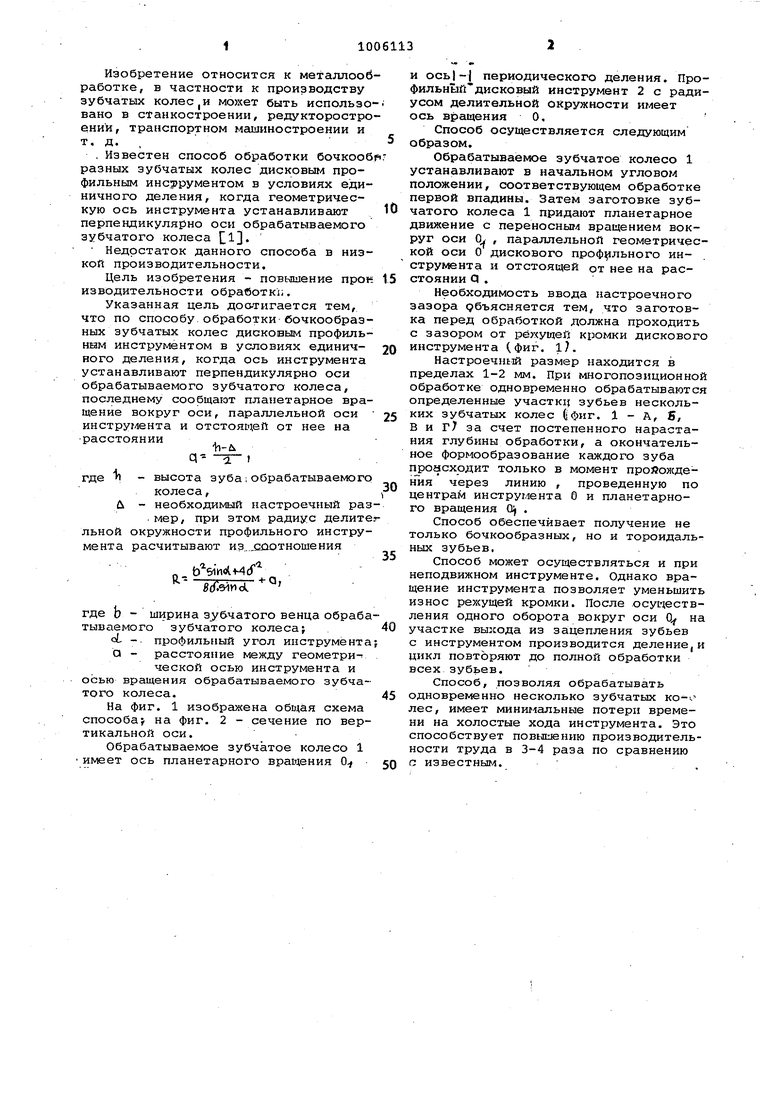
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ С БОЧКООБРАЗНОЙ ФОРМОЙ ЗУБА | 1991 |
|
RU2019370C1 |
| Станок для обработки зубчатых колес | 1976 |
|
SU650740A1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1076221A1 |
| Способ обработки зубчатых колес | 1976 |
|
SU685451A1 |
| Суппорт зубофрезерного станка | 1981 |
|
SU1026981A1 |
| Прямозубое цилиндрическое колесо | 1982 |
|
SU1076664A1 |
| Инструмент для обработки зубчатых колес | 1980 |
|
SU965651A1 |
| Способ обработки пространственных зубчатых колес | 1982 |
|
SU1168360A1 |
| Способ шлифования зубчатыхКОлЕС | 1979 |
|
SU810407A1 |
| Станок для обработки копированием зубчатых колес | 1980 |
|
SU996115A1 |
СПОСОБ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЧАТЫХ КОЛЕС дисковым профильным инструментом в условиях единичного деления, когда ось инструмента устанавливают перпендикулярно оси обрабатываемого зубчатого колеса, отличающийся тем, что, с целью повышения производительности обработ-, ки, обрабатываемому зубчатому колесу сообщают планетарное вращение вокруг оси, параллельной оси инструмента и отстоящей от нее на расстоянии .«..l-A 4т - высота зуба обрабатываемого где зубчатого колеса 3) - необходимый настроечный разглер, при этом радиус делител льной окружнсЛти прО(льного инструмента рассчитывают из соотногчения п- К. .- г ., BdVsincL -ширина зубчатого венца обра, где батываемого зубчатого колеса-,, cL -профильный угол инструмента (f - величина бочкообраэности; § -расстояние между осью инстр а (Л румента и осью вращения обрабатываеглого зубчатого колеса. О) со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки зубчатых колес | 1976 |
|
SU685451A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
