(54) ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ
ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
1
Изобретение относится к электрофизической и электрохимической размерной обработке и может быть использовано для получения различных фасонных полостей.
Известен электрод-инструмент для электрохимической обработки, в котором в качестве задатчика межэлектродного зазора использована диэлектрическая игла, закрепленная на рабочем торце электрода инструмента 1.
Основным недостатком известного электрода-инструмента, является наличие застойных зон, образование в месте контакта диэлектрической иглы и детали в процессе обработки холмообразного выступа, увеличивающего межэлектродный зазор, что снижает производительность процесса и ухудшает качество обработанной поверхности.
Для устранения недостатка приходится накладывать на один из электродов вращательное или колебательное движение, что усложняет всю конструкцию устройства для обработки.
Целью изобретения является повыщение производительности процесса обработки и повышение качества обработанной поверхности без применения специального оборудования.
Поставленная цель достигается тем, что в электроде-инструменте для электрохимической обработки,содержащем закрепленную 5 на его рабочем торце диэлектрическую иглу для обеспечения межэлектродного зазора, на рабочем торце вокруг диэлектрической иглы выполнена цилиндрическая полость в центре которой размещена выступающая ,Q часть иглы, причем диаметр углубления равен 4-6 диаметрам иглы, а глубина ее в 6-8 раз превышает величину выступающей над рабочим торцем части диэлектрической иглы.
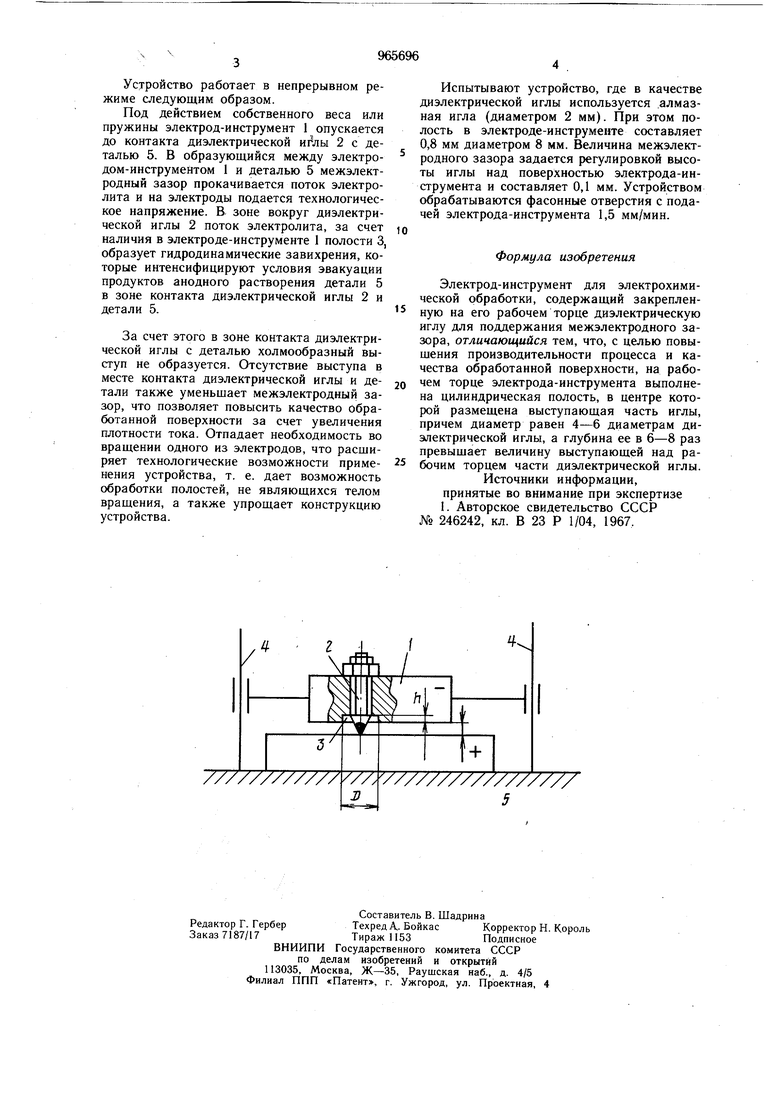
На чертеже изображен электрод-инстру15 мент 1, который несет закрепленную на рабочем торце диэлектрическую иглу 2, расположенную в полости 3.
Электрод-инструмент 1 установлен в направляющих перемещения 4 и в процессе ра2Q боты постоянно контактирует с деталью 5.
D - диаметр равен 4-6 диаметрам иглы 2.
h - глубина полости равна 6-8 размеров выступающей части иглы 2 или 6-8 межэлектродных зазоров (ДМЗ). Устройство работает в непрерывном режиме следующим образом. Под действием собственного веса или пружины электрод-инструмент 1 опускается до контакта диэлектрической 2 с деталью 5. В образующийся между электродом-инструментом 1 и деталью 5 межэлектродный зазор прокачивается поток электролита и на электроды подается технологическое напряжение. В зоне вокруг диэлектрической иглы 2 поток электролита, за счет наличия в электроде-инструменте 1 полости 3, образует гидродинамические завихрения, которые интенсифицируют условия эвакуации продуктов анодного растворения детали 5 в зоне контакта диэлектрической иглы 2 и детали 5. За счет этого в зоне контакта диэлектрической иглы с деталью холмообразный выступ не образуется. Отсутствие выступа в месте контакта диэлектрической иглы и детали также уменьшает межэлектродный зазор, что позволяет повысить качество обработанной поверхности за счет увеличения плотности тока. Отпадает необходимость во вращении одного из электродов, что расширяет технологические возможности применения устройства, т. е. дает возможность обработки полостей, не являющихся телом вращения, а также упрощает конструкцию устройства. Испытывают устройство, где в качестве диэлектрической иглы используется .алмазная игла (диаметром 2 мм). При этом полость в электроде-инструменте составляет 0,8 мм диаметром 8 мм. Величина межэлектродного зазора задается регулировкой высоты иглы над поверхностью электрода-инструмента и составляет 0,1 мм. Устройством обрабатываются фасонные отверстия с подачей электрода-инструмента 1,5 мм/мин. Формула изобретения Электрод-инструмент для электрохимической обработки, содержащий закрепленную на его рабочем торце диэлектрическую иглу для поддержания межэлектродного зазора, отличающийся тем, что, с целью повышения производительности процесса и качества обработанной поверхности, на рабочем торце электрода-инструмента выполнена цилиндрическая полость, в центре которой размещена выступающая часть иглы, причем диаметр равен 4-6 диаметрам диэлектрической иглы, а глубина ее в 6-8 раз превышает величину выступающей над рабочим торцем части диэлектрической иглы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 246242, кл. В 23 Р 1/04, 1967.
