диальными колками 8. Оголовки 7 соединены с механизмами 11 шагового осевого поворота с программным устройством, соединенным с датчиком 13 числа оборотов балки 5. Балка снабжена винтовым механизмом 14 сближения оголовков. Над колками 8 закреплены профильные направляющие для вертикальной порядной укладки витков проволоки на колки. 2 з.п. ф-лы. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления арматурных проволочных каркасов на оголовках формы | 1987 |
|
SU1414946A2 |
| Установка для изготовления струнопакетов | 1985 |
|
SU1310502A1 |
| Установка для изготовления струнопакетов | 1985 |
|
SU1350300A1 |
| Намоточное устройство,преимущественно к установке для изготовления струнопакетов | 1980 |
|
SU958628A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1951 |
|
SU99480A1 |
| Арматурный каркас | 1990 |
|
SU1735531A1 |
| Устройство для навивания арматурной проволоки | 1954 |
|
SU100022A1 |
| Устройство для торможения и натяжения проволоки при изготовлении струнопакета | 1983 |
|
SU1087235A1 |

Изобретение относится к строительству. Изобретение применяется в промышленности сборного железобетона при изготовлении арматурных проволочных каркасов на оголовках формы в производстве центрифугированных железобетонных изделий. Цель изобретения - повьшение производительности и качества изготовления арматурных каркасов. Намотку проволоки на колки осуществляют шаговым поворотом оголовков с колками относительно гори- зонтальной оси и одновременно вращением обоих оголовков в горизонтальной плоскости вокруг расположенной между ними вертикальной оси. Устройство содержит бухтодержатель 1 с подающим 2 и тормозным 3 механизмами и поворотную балку 5 с расположенными по ее концам оголовками 7 с ра- i (Л U
1
Изобретение может быть использовано в промышленности сборного железобетона, в частности для изготовления арматурных проволочных каркасов на оголовках формы в производстве центрифугированных железобетонных изделий типа опор контактной сети и т.п.
Цель изобретения - повышение производительности и качества изготовления арматурных каркасов.
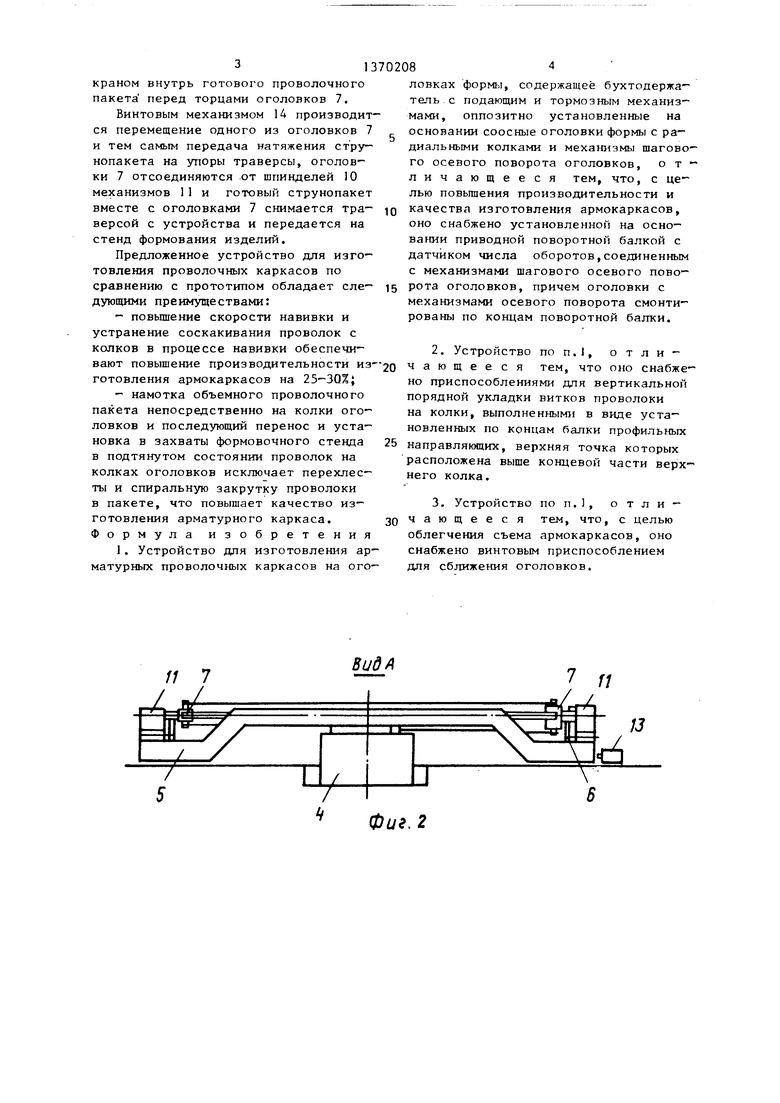
На фиг.1 схематически изображено устройство для изготовления арматурных проволочных каркасов, общий вид; на фиг.2 - вид А на фиг.I;на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - раз- ites В-В на фиг.З; на фиг.З - разрез Г-Г на фиг.З.
Устройство содержит бухтодержа- тель 1 с подающим 2 и тормозным 3 механизмами и установленную на основании 4 поворотную балку 5 с расположенными по ее концам ложементами 6, на которых размещены вершинный и комлевый оголовки 7 формы с радиальными колками 8. Оголовки 7 посредством захватов 9 соединены со шпинделями 10 механизмов 11 шагового осевого поворота оголовков, причем каждый из механизмов 11 снабжен индивидуальным электроприводом 12 с программным устройством, соединенным с датчиком 13 числа оборотов балки 5. Балка 5 снабжена винтовым механизмом 14 сближения оголовков. По концам балки 5 над колками 8 закреплены профильные направляющие 15 для вертикальной порядной укладки витков проволоки на колки.
Изготовление арматурных проволочных каркасов согласно предложенному способу осуществляется следуюпщм образом.
Бухта проволоки устанавливается на бухтодержатель 1. Вершинный и ком
0
5
0
5
40
левый оголовки 7 формы устанавливаются на ложементы 6 поворотной балки 5 и захватами 9 соединяются со шпинделями 10 механизмов 11 шагового осевого поворота оголовков.
Конец проволоки пропускается через ролики подающего 2 и тормозного 3 механизмов с образованием компенсаторной петли в специальных направляющих (не показаны) и закрепляется на верхнем колке 8 одного из оголовков 7,
Включается привод вращения балки 5 н привод подающего механизма 2, при этом проволока наматывается с некоторым натяжением, предопределенным усилием тормозного механизма 3, на верхние колки 8 оголовков, образуя прядь струнопакета. При достижении заданного количества проволок в пряди по команде датчика 13 числа оборотов программное устройство включает поочередно электродвигатели 12 механизмов 11 шагового поворота ого- ловкой 7, которые поворачивают поочередно оголовки 7 в нерабочей зоне на величину расстояния между соседними колками 8, например, на 1/8 оборота. После установки следующего колка в вертикальное положение продолжается навивка следующей пряди на очередную пару колков 8.
В процессе укладки каждого витка профильные направляющие 15 приподнимают проволоку над колком и опускают ее сверху вниз на основание колка или на предыдущий виток проволоки, что обеспечивает порядную укладку витков.
По окончании намотки струнопакета привод вращения балки 5 выключают. Производится обрубка и фиксация конца проволоки на оголовке Вилочные упоры подъемной траверсы заводятся
ловках формы, содержащее бухтодержа тель с подающим и тормозным механизмами, оппозитно установленные на основании соосные оголовки формы с ра диальными колками и механизмы шагового осевого поворота оголовков, отличающееся тем, что, с целью повышения производительности и качества изготовления армокаркасов, оно снабжено установленной на основании приводной поворотной балкой с датчиком числа оборотов,соединенным с механизмами шагового осевого поворота оголовков, причем оголовки с механизмами осевого поворота смонтированы по концам поворотной балки.
10
краном внутрь готового проволочного пакета перед торцами оголовков 7.
Винтовым механизмом 14 производится перемещение одного из оголовков 7 и тем самым передача натяжения стру- нопакета на упоры траверсы, оголовки 7 отсоединяются от шпинделей 10 механизмов 11 и готовый струнопакет вместе с оголовками 7 снимается траверсой с устройства и передается на стенд формования изделий.
Предложенное устройство для изготовления проволочных каркасов по сравнению с прототипом обладает следующими преимуществами:
- повьшение скорости навивки и устранение соскакивания проволок с колков в процессе навивки обеспечивают повышение производительности из-2о чающееся тем, что оно снабже15
- намотка объемного проволочного пакета непосредственно на колки оголовков и последующий перенос и установка в захваты формовочного стенда в подтянутом состоянии проволок на колках оголовков исключает перехлесты и спиральную закрутку проволоки в пакете, что повышает качество изготовления арматурного каркаса. Формула изобретения
02084
ловках формы, содержащее бухтодержа тель с подающим и тормозным механизмами, оппозитно установленные на основании соосные оголовки формы с ра диальными колками и механизмы шагового осевого поворота оголовков, отличающееся тем, что, с целью повышения производительности и качества изготовления армокаркасов, оно снабжено установленной на основании приводной поворотной балкой с датчиком числа оборотов,соединенным с механизмами шагового осевого поворота оголовков, причем оголовки с механизмами осевого поворота смонтированы по концам поворотной балки.
10
2о чающееся тем, что оно снабже15
ющееся тем, что оно снабже
Фиг. 2
8
В
В
15
Фиг. 4
В-6 Г
Фие.З
Г-Г
Фиг.5
| Косолапое И.И | |||
| и Кроль А.Г | |||
| Изготовление стоек железобетонных опор линий электропередачи | |||
| Л | |||
| : Энергия, 1968, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Там же, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
