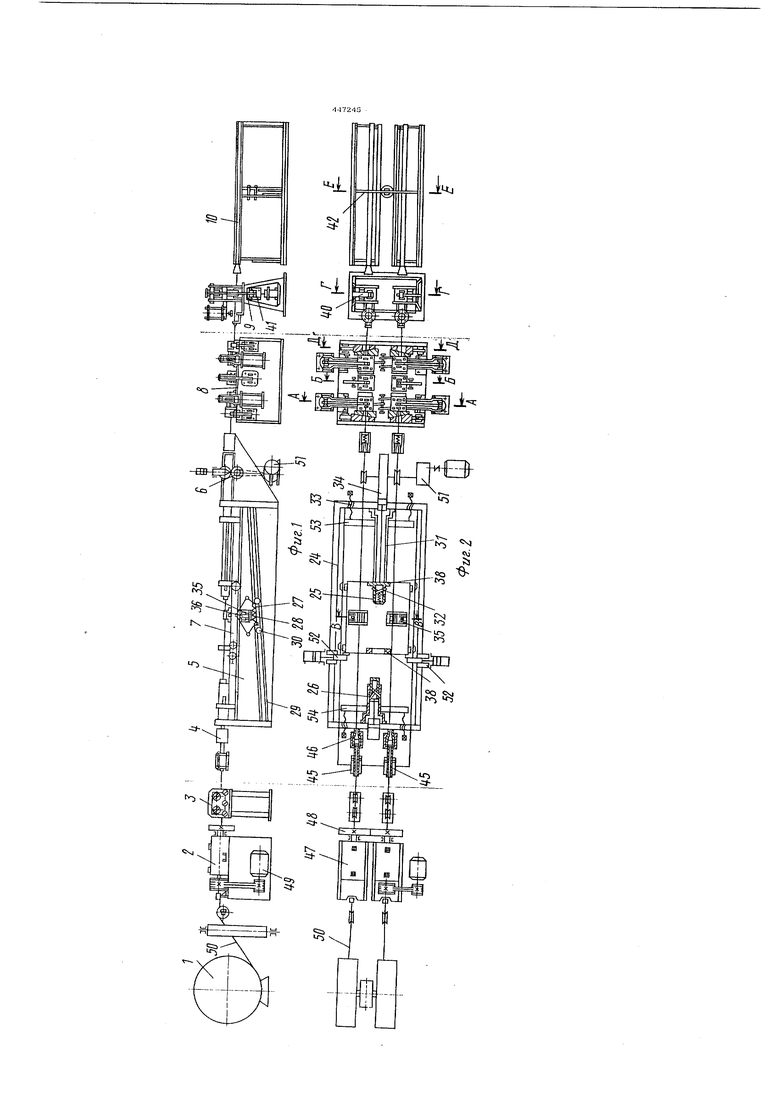
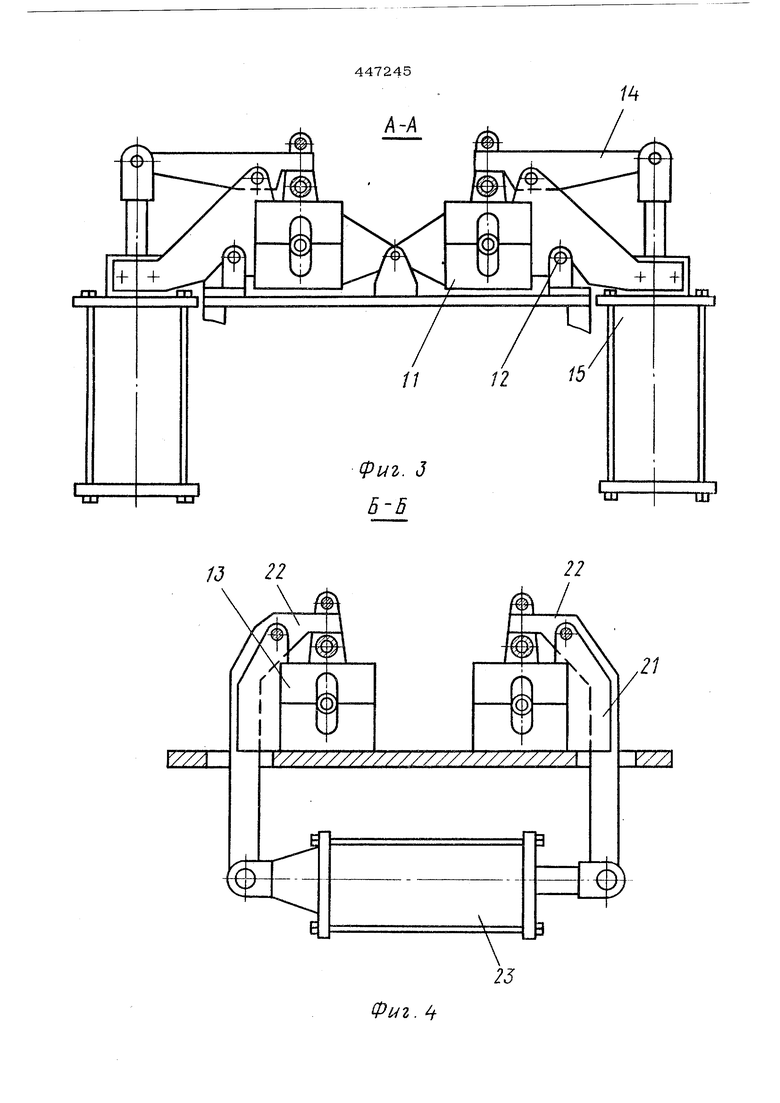
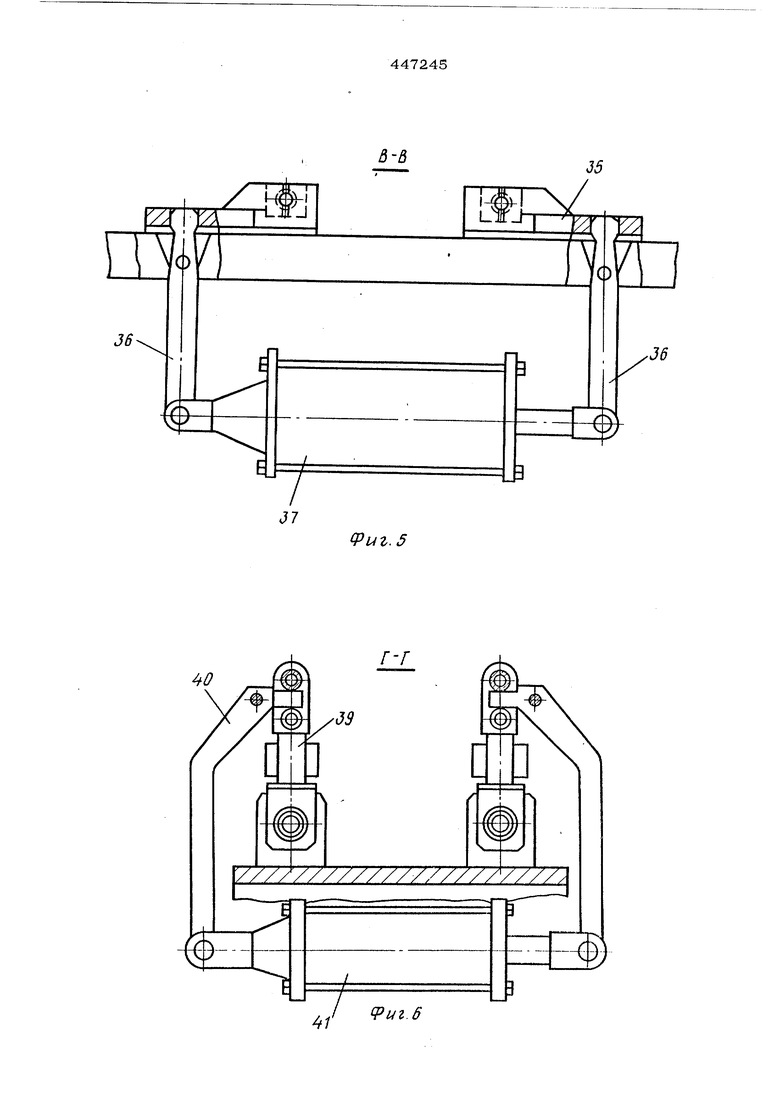
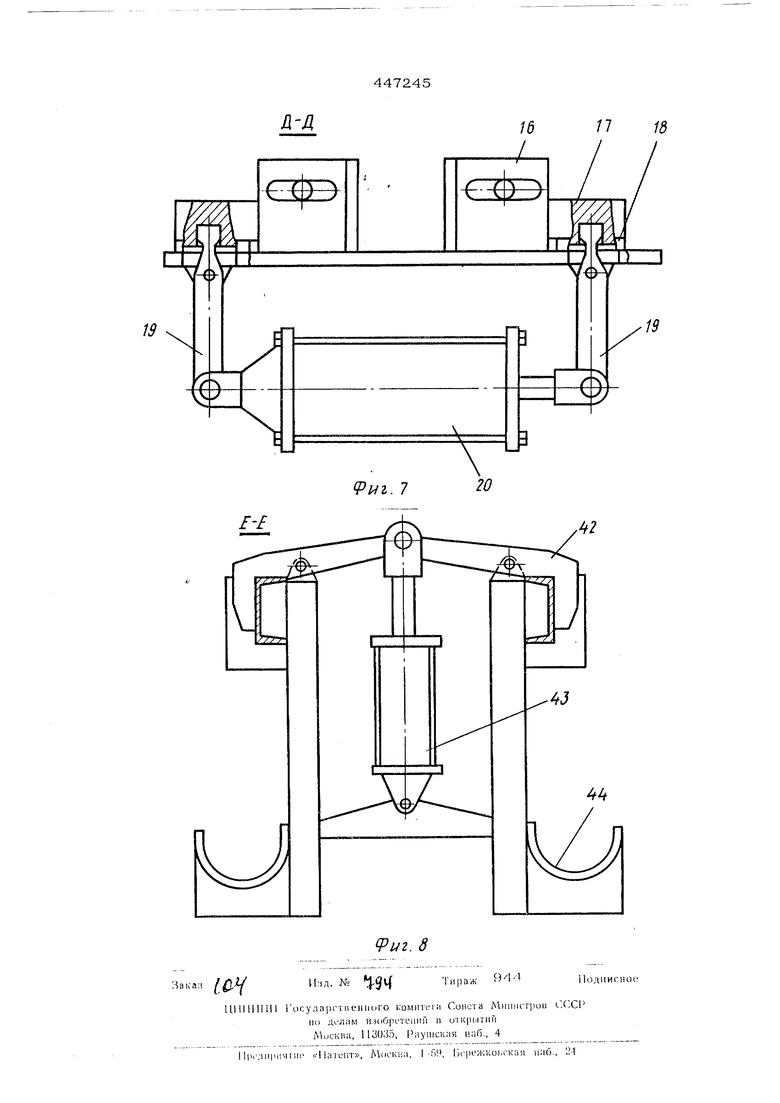
(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТРЕЗКОВ ПРОВОЛОКИ МЕРНОЙ ДЛИНЫ С ВЫСАЖЕННЫМИ КОНЦЕВЫМИ И ПРОМЕЖУТОЧНЫМИ ГОЛОВКАМИ состоящий из клиньев 17, помещенных в на правляющие 18, и двух рычагов 19, соединенных пневмоцилиндром 20, Средний неподвижный прижим 13 проволок имеет привод 21 сведения его губок, состоящий из двух рычагов 22, соединенны пневмоцилиндром 23. Мерное устройство 5 выполнено из рамы 24, переднего захвата 25, заднего захвата 26, каретки 7 и устройства 27 самовоз- врата каретки в крайнее заднее положение. Последнее состоит, например, из тележки 28, помещенной в наклонных направл5пощих 2р, рамы 24, мерного устройства и нирных подпружиненных звеньев ЗО, соединенных с тележкой и кареткой. Передний 25 и задний 26 захваты вьшолнены кажды из неподвижного упора 31 в виде полого цилиндра, прикрепленного к раме мерного устройства, и подпружиненных поворотных планок 32, соединенных щарнирно со щто- ком 33 пневмоцилиндра 34. Каретка 7 имеет привод 35 зажима про волок на каретке, состоящий из двух рычагов 36, соединенных пневмоцилиндром 37, н двух скоб 38 для захвата каретки передним 25 и задним 26 захватами. Станок 9 для резки проволок имеет привод 39,состоящий из двух рычагов 40 соединенных пневмоцилиндром 41. Макопител 10 проволок выполнен из сбрасывателя 42, привода 43 сбрасывателя и сборника 44, натяжное устройство 4 - из привода 45 и шарикового захвата 46 проволок, а правильный станок 2 - из двух барабанов 47, соединенных шастернями 48, и привода 49.Предлагаемая линия работает следующим образом. Одновременно две проволоки 50 с бухтодержателя 1 через правильный станок 2 и тормозные ролики 3 подают ся роликовым механизмом 6 с приводом 51 в станок 8 для высадки головок. Вклю чают средний неподвижный прижим 13 проволоки и две пары высадочных подвижных зажимов 11 на зажатие проволок в станке 8, а затем , клиповый привод 16 и производят одновременную высадку на каждой проволоке двух головок (концевую и промежуточную), не включая прижимов 13 и 11 проволоки в высадочном станке 8. Подают каретку 7 передним захватом 25 в положение до выдвижных упоров 52 (на расстояние между концевой и промежуточной головкой плюс расстояния между конneiibiMH головками), включают привод 35 -чажима прс)волок на каретке, отключают прижимы 13 и 11 на высадочном станке 8. тем проволоку вместе с присоединеной к ней кареткой 7 захватом 25 подают о переднего , упора 53, снова включают рижимы проволоки на высадочном станке 8 и производят повторную высадку на кажой проволоке двух головок клиновым приодом 16. Во время высадки головок привод зажима проволок на каретке отключен. е отпуская прижимов 13 и 11 проволоки, а высадочном станке 8 производят натяжу проволок 50 натяжными устройствами 4, убирают вьщвижные упоры 52 и передим захватом 25 отводят каретку 7, котоая под действием тележки 28, установенной на наклонных направляющих 29, ткатывается назад до заднего упора 54, де каретку 7 захватывают -. задним заватом 26 и плотно прижимают к упору 54. После этого проволоку 50 зажимают на каретке 7 приводом 35 зажима. Таким образом, зафиксирован мерный участок проволоки от упора для подачи в высадочный станок 8. Отвод каретки в заднее крайнее положение может быть осуществлен канатной лебедкой вместо тележки 28. После фиксации мерного отрезка проволоки отводят прижимы 13 и 11 проволок на высадочном станке 8 и проволоку 50 вместе с присоединенной к ней кареткой 7 подают роликовым механизмом 6 подачи проволоки вперед до необходимого места отрезки проволок на . отрезном стайке 9. Отрезанные заготовки проволок сбрасывают в накопитель 10. Обрезка проволок производится на участке методу концевыми головками. . После отрезки проволок продолжают подачу проволок роликовым механизмом подачи 6 вперед до соприкосновения каретки 7 с передним упором 53, где каретку захватывают передним захватом 25 и плотно поджимают к упору 53. После этого снова включают прижимы 13 и 11 на высадочном станке 8, отключают привод зажима 35 проволок на каретке и производят высадку головок при помощи клинового привода 16. Затем цикл заготовки проволоки мерной длины с высадкой концевь(х и промежуточных головок повторяется. Управление всеми приводами в автоматическом режиме работы лшшк произво- чят посредством конечных выключателей, которые подают команды на отю(ючение или па включение отделы11)1Х мохлнизмов после выполнения определенных оперсдций по описанному циклу рабогы.
Предмет изобретения
Автоматическая линия для изготовления отрезков проволоки мерной длины с высаженными концевыми и промежуточными головками, содержащая установленные по технологическому циклу бухтодержатель, правильный барабан, тормозные ролики, натяжное устройство, мерное устройство, станок для резки, механизм подачи мерной заготовки, станок для высадки головок и накопитель, отличающаяся тем, что, с целью повышения производи- тельнос1И и улучщения качества изготовляемых изделий, приводы станка для резки мерного устройства и станка для высадки
головок выполнены каждый в виде двух параллельно установленных двуплечих рычагов, одно из плеч каждого из которых шарнирно закреплено на станине соответствующего станка и соединено с его рабочим механизмом, а другие соединены между собой посредством силового цилиндра, при этом мерное устройство выполнено в виде двух симметрично и соосно расположенных на основании упоров полых цилиндров, а также концентрично установленных с каждым из упоров силовых цилиндров, на штоке которых закреплены подпружиненные поворотные планки, взаимодействующие с расположенной между упорами подвижной вдоль основания кареткой.
i,
.Ltj
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ АВТОМАТ | 1991 |
|
RU2016690C1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| АВТОМАТ ДЛЯ ВЫСАДКИ ГВОЗДЕЙ | 1973 |
|
SU366659A1 |
| Установка для укладки арматуры в форму | 1986 |
|
SU1384696A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
/J
Фиг. 4 22
0
3-3
J5
сриг.5
Г-Г