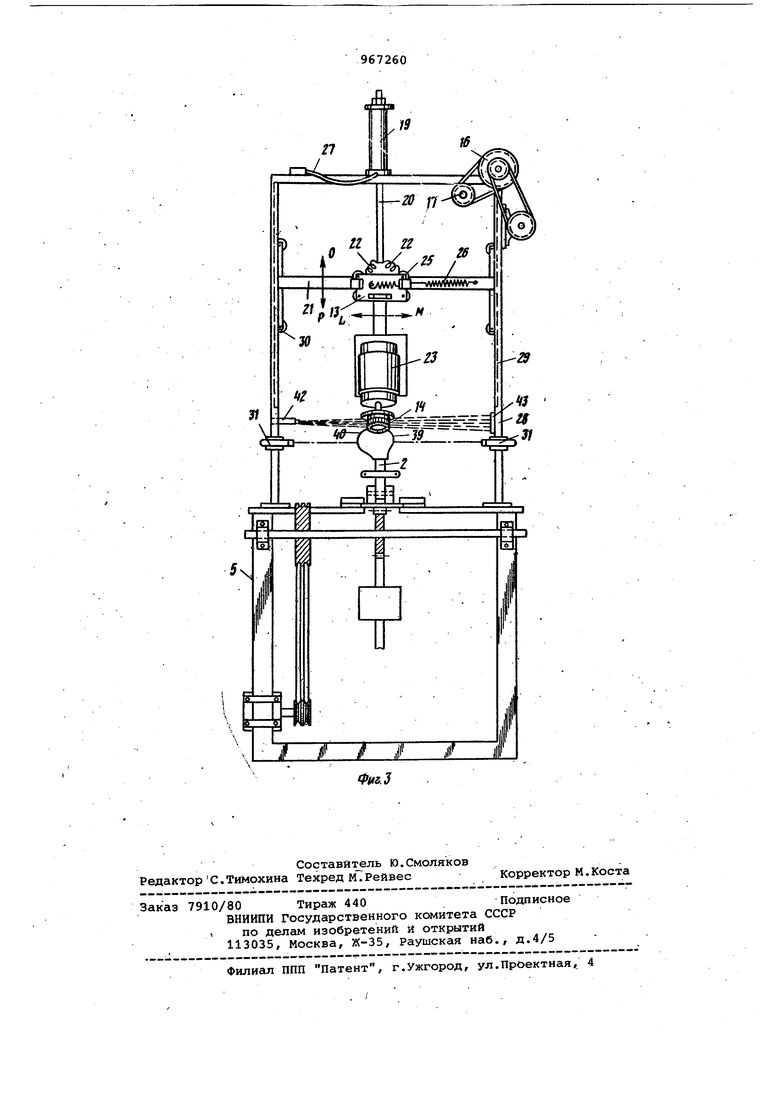
Изобретение относится к обувной промышленности, а именно к устройствам для изготовления обуви, Известно устройство для изготовления обуви, содержащее бесконечнозамкнутый конвейер, несущий обувные колодки для заготовок, установленные следом вверх на штангах, последовательно расположенные над ними рабочие инструменты для обработки следа обуви с механизмами их перемещения и . шаблоны по форме и размеру следа обу ви, закрепленные на станине l. Однако известное устройство малопроизводительно и имеет ограниченные технологические возможности. Целью изобретения является расширение технологических возможностей и повышение производительности. Поставленная цель достигается тем, что устройство для изготовления обуви, содержащее бесконечно-замкнутый конвейер, несущий обувные колодки для заготовок, установленные еледом вверх на штангах, последовательно асположенные над ними рабочие инструменты для обработки следа обу|ви с механизмами их перемещения и |шаблоны по форме и размеру следа,.обу ви, закрепленные на станине, содержит также привод возвратно-поступательного перемещения шаблонов в горизонтальной плоскости и две вертикгшьные тяги управления, один конец каждой из которых прижат к соответствующему шаблону посредством пружины, а рабочий, инструмент закреплен на ее втором другом конце, причем колодки размещены попарно чередукядимися носочной и пяточной частями одна к другой. Привод имеет двигатель, ременную передачу, ведущий шкив которой установлен на валу двигателя, ходовой винт, закрепленный на ведущем шкиве, и ползун, установленный на ходовом винте. Каждый механизм перемещения соответствующего рабочего инструмента имеет силовой цилиндр с вертикальным поршнем, несущую планку, закрепленную на свободном конце поршня посредством пружины, подвески с роликами, установленными на несущей планке, пружину, закрепленную одним концом на несущей планке, а другим - на свободном конце подвеса, при этом подвес соединен с подпружиненным концом соответствующей тяги управления. Устройство имеет световой сигнали затор, закрепленный на высоте следа колодки. Устройство имеет средства переключения положения рабочего ннструмента, каждое из которых содержит переключающую планку, закрепленную на штанге колодки, рабочий контакт, закрепленный на станине, и скользящий контакт, закрепленный иа уровне переключающей планки. На фиг.1 схематически изображено предлагаемое устройство, вид спереди на фиг. 2 - то же,вид сверху, на фиг.З. - то же, вид сбоку. . , Уст|ройство для изготовления обув содерзкит бесконечно-зеи«1кнутый кЬнве ер, несущий обувные колодки 1 для заготовок. Колодки 1 установлены на штангах 2 следом вверх попарно чере дующимися носочной и пяточной частями одна к другой. Над колодками 1 расположены последовательно рабочие инструменты 3 и 4 для обработки следа обуви. На станине 5 закреплены щаблонь. б по форме и размеру сле да обуви. Шаблоны перемещаются возвратно-поступательно в осевом направлении Х-Х. Две вертикальные тяги управления 7 и 8 своими концами 9 и 10 расположены в плоскости А-А и подпружинены к краю 11 шаблона б, другие концы их соедЕинены с подвесками 12 и 13 средств для обработки подошвы 14 и 15. Шаблон имеет привод, включающий двигатель (не показан) , ременную передачу 16, ведущий шкив которой установлен на валу дви гателя, ходовой винт 17, закрепленный на ведущем шкиве, и ползун 18, установленный на ходовом винте 17. В зависимости от направления вращения ходового винта 17 в направлении вращения по часовой стрелке или про тив таковой стрелки ползун 18 перемадается в направлении стрелок Z-Y. Рабочиеинструменты 3 и 4 имеют механизмы их перемещения, каждый из которых имеет силовой цилиндр 19 с вертикальным поршнем 20 несущую планку 21, закрепленную на свободном конце поршня 20 посредством пру жины 22. Подвески 12 и 13 ,имеют двигатели 23 и 24 и снабжены роликами 25, установленшлми нд несущей планке 21. Ролики 25 перемещаются в направлении стрелок L-M. На несущей планке 21 закреплена одним концом пружина 26, а другим кондом она закреплена на свободном конце подвески 13. Воздух из цилиндра удаляется через трубки 27. В боковом лонжероне 28 станины 5 выполнены выемки 29, в которые входя,т скользящие ролики 30 с обеих сторон несущей планкя 21, поэтому подвеска 13 может перемещаться по высоте в .направлении стрелки О-Р. В лонжеронах 28 на высоте слева от колодки 1 размещен световой сигнализатор 31. Каждый рабочий инструмент 3 и 4 имеет средство переключения его положения, содержащее закрепленные на штанге 2 чередующиеся переключающие -планки 32 и 33, смещенные относительно друг друга по высоте. Переключающая планка 32 взаимодействует со скользящим контактом 34, а планка 33 - со скользящим контактом 35. Переключающая планка и скользящий контакт взаимодействуют таким образом, что при вводе колодки 1 с ботинком в рабочее лоложение через контактный ролик 36 рабочий контакт 37, например, соединяется с массой и тем самым замыкает цепь тока, а рабочий контакт 38 скользящего контакта 34 остается без изменения в своем положении. Цепь тока остается замкнутой до тех пор, рока контактный ролик 36 не отойдет от переключакицей планки 33. Затем рабочий контакт 38 при взаимодействии с переключающей планкой 32 замыкает другую цепь тока и т.д Световой сигнализатор 31 открывает и закрывает клапан для заполнения и освобождения поршня 20 в пневматй ческом цилиндре 19. В исходном положении концы 9 и 10тяг 7 и 8 находятся в плоскости А-А в носовой или пяточной части ботинок друг против друга, прижимая усилием пружины 26 край 11 шаблона 6. Аналогично установлены средства для обработки подошвы 14 и 15 на затяжной кромке в зоне носка ботинка. Средство для обработки подошвы 14 ботинка I расположено в . направлении стрелки В, если смотреть в направлении движения конвейера,т.е. на правой стороне, затяжной кромки 39 а для обработки ботинка I в направлении стрелки, С, т.е. на левой стороне 40. Насадка средств для обработки по|;сшв 14 и 15 осуществляется как только прерывается световой луч светового сигнализатора 31 средством для обработ| и подошвы, подводимым к установленному на ко лодке ботинку. Воздух из цилиндра 19 выпускается через регулирующий давление на опору магнитный кла,па.н и поряиень 20 с несущей планкой 21 и подвеской 13 и средства ми для обработки подошвы 14 и 15 в направлении стрелки Р на заготовку. Рабочий контакт 36 замыкаетпервую цепь перемены, полярности для приводного двигателя ходового винта 17, который, начиная вращаться перемещает ползун 18 в направлении стрелки У посредством ременной передачи 16. Концы 9 и 10 тяг управлений 7 и 8, прижимаемые усилием пружины к краю 11шаблона 6 скользят по нему и nepe-i дают возникающие поперечные движения
через тяги управления на подвески 12 и 13, которые могут перемещаться на соответствующих несущих планках 2.1 в двух направлениях L и М в соответствии с контурами шаблона. Колеблются средства для обработки подсмив 14 и 15 и передают эти движения по контуру на подсаиву ботинка, в данном случае на затяжную кромку 39 или.40, которая вследствие синхронной скорости шаблона с ПОДСЖ1ВОЙ подвергаетсяшершеванию. После прохождения колодок с ботинком снова деблокируется световой сигнализатор 31, инструмент вентилируется благодаря заполнению цилиндра 19 поршнем 20, пружины 22 которого обеспечивают мягкую насадку на подошве. Одновременно скользящий контакт 40 отходит от планки 33 и рабочий контакт. 36 прерывает цепь тока. В резульхате этого двигатель ходового винта 17 останавливается, а конвейер продолжает вращаться. Конвейер подводит пяточную часть к месту обработки и описанный процесс повторяется. В этом случае переключающая планка 32 воздействует на скользящий контакт 34, замыкающий рабочий контакт 38. В результате этого происходит перемена полярности: двигателя ходового винта 17, который, вращаясь против часовой стрелки, перемещает ползун 18 Набегающий выключатель 41, выпол-;ненный в виде кнопочного выключателя, который приводит в действие отключаввдее приспособление, предотвращает выход ползуна 18 с шаблоном .за пределы, возмо;{сные из-за неисправностей в электрической схеме. Образуюцаясяв процессе шераевания пыль удаляется с помощью п ррдувочного приспособ1ления 42, направляющего пыль в отсасывающее приспособление 43
Установка заголовок и возможнсэсть механического движения основных частей относительно друг друга и относительно обрабатываемых заготовок в сочетании .с целесообразным расположением элементов позволяют произво1дить одновременную обработку, избегая хо. лостого хода. .
Формула изобретения
1. Устройство для изготовления обуви, содержащее бесконечно--замкнутый конвейер, несущий обувные колодки для заготовок, установленные следом вверх на штангах, последовательно расположенные над ними рабочие инструменты для обработки следа обуви с механизмами их перемещения и шаблоны по форме и размеру следа обуви, закрепленные на станине, отличающееся тем, что, с целью расширения технологических возможностей и повыиения производительности,, оно содержит привод возвратно-посту0пательного перемещения шаблонов в горизонтальной плоскости и две вертикальные тяги управления, один конец каждой из которых прижат к соответствующему шаблону посредством пружины, а рабочий инструмент закреплен ;
5
.на ее другом свободном конце, причем колодки расположены попарно чередую .щимися носочной и пяточной частями
одна к другой.
20 2.. Устройство по п. 1, о т л и ч аю щ е е с я тем/ что привод шаблона :имеет двигатель, ременную передачу, ведущий шкив которой установлен на валу двигателя, ходовой винт, закрепленный на ведущем шкиве, и ползун, г- . установленный на ходовом винте.
3. Устройство-ПО п.1| о т л и ч ающ е е с я тем, что каждый механизм Перемещения соответствующего рабочего инструмента имеет силовой цилиндр с вертикальным поршнем, несущую планку, закреплённую на свободном конце , порцня посредством пружины, прдвески iJc роликами, установленными на несущей планке, пружину, зсПсрепленную одним концом на несущей планке, а другим - На свободном конце подвеса, при этом подвес соединен с подпружи-. ненным концом соответствующей тяги 40 управления. /
.4. Устройство по П.1, о т л и ч а ft щ е е с я тем, что оно имеет световой сигнёшизатор, закрепленный на клсоте следа колодки.
45 5. Устройство по п.1 о т л и ч аю щ е е с я тем, что оно имеет средства переключения положения рабочего инструмента, каждое из кото1ялх содержи закрепленную на штанге колод50 кй переключающую планку, рабочий контакт, закрепленный на станине, и скользящий контакт, закрепленный на . уровне переключающей планки. Источники информации, 55 принятые во внимание при экспертизе
, 1. Авторское свидетельство СССР В 286698, кл. А 43 D 37/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правильного наложения рантовой подошвы на ботинок | 1940 |
|
SU61390A1 |
| Устройство для внутреннего формования на колодке заготовки обуви | 1990 |
|
SU1743559A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СТЕНД ДЛЯ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ КАБЛУЧНОЙ ЧАСТИ ОБУВИ | 2009 |
|
RU2403552C1 |
| Обувь с противоскользящим устройством А.Н.Новогрудского | 1988 |
|
SU1658994A1 |
| Устройство для приклеивания подошв или формования следа обуви | 1988 |
|
SU1639605A1 |
| Устройство для производства отделочных работ при пошивке обуви | 1939 |
|
SU68546A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Измерительная обувная колодка | 2018 |
|
RU2686201C1 |
| Устройство для зажима колодки с обувью при приклеивании подошвы или формовании следа обуви | 1981 |
|
SU1076072A1 |