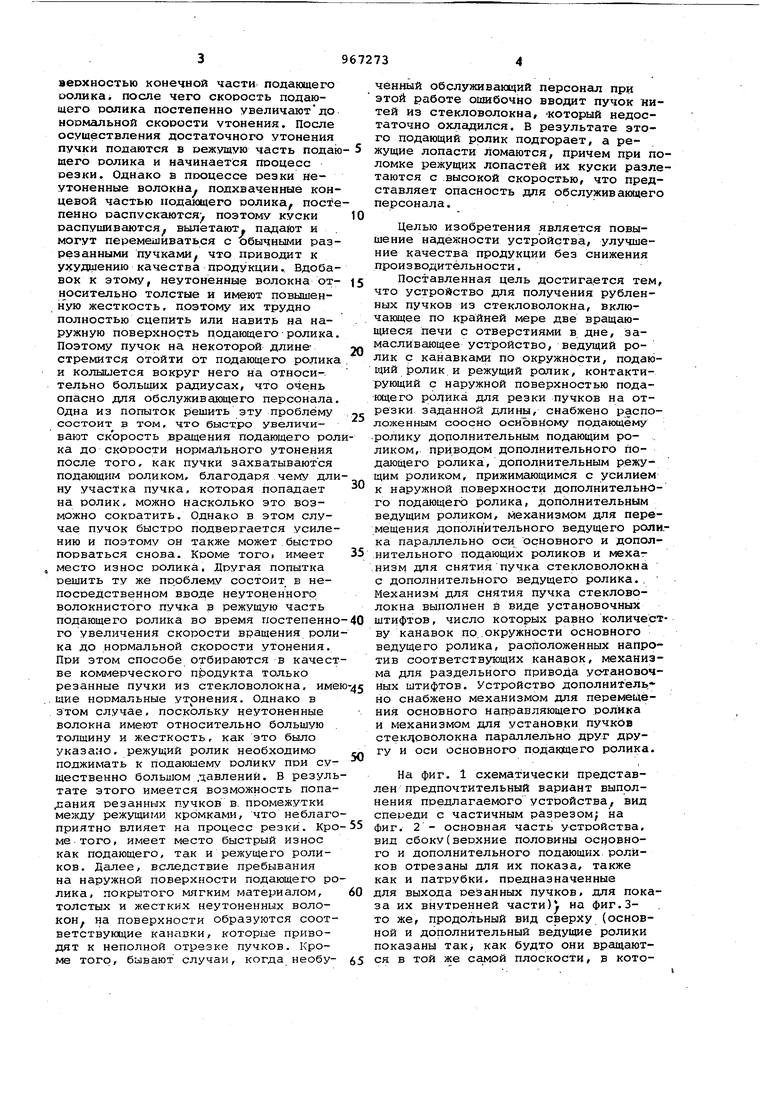
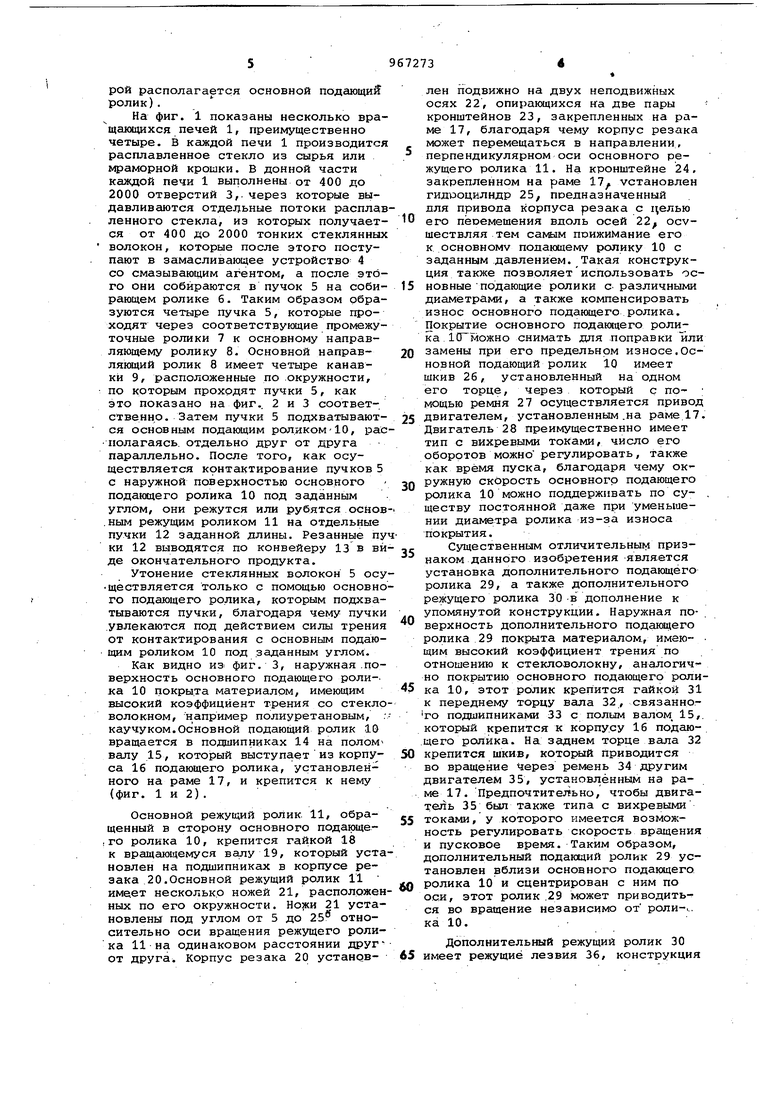
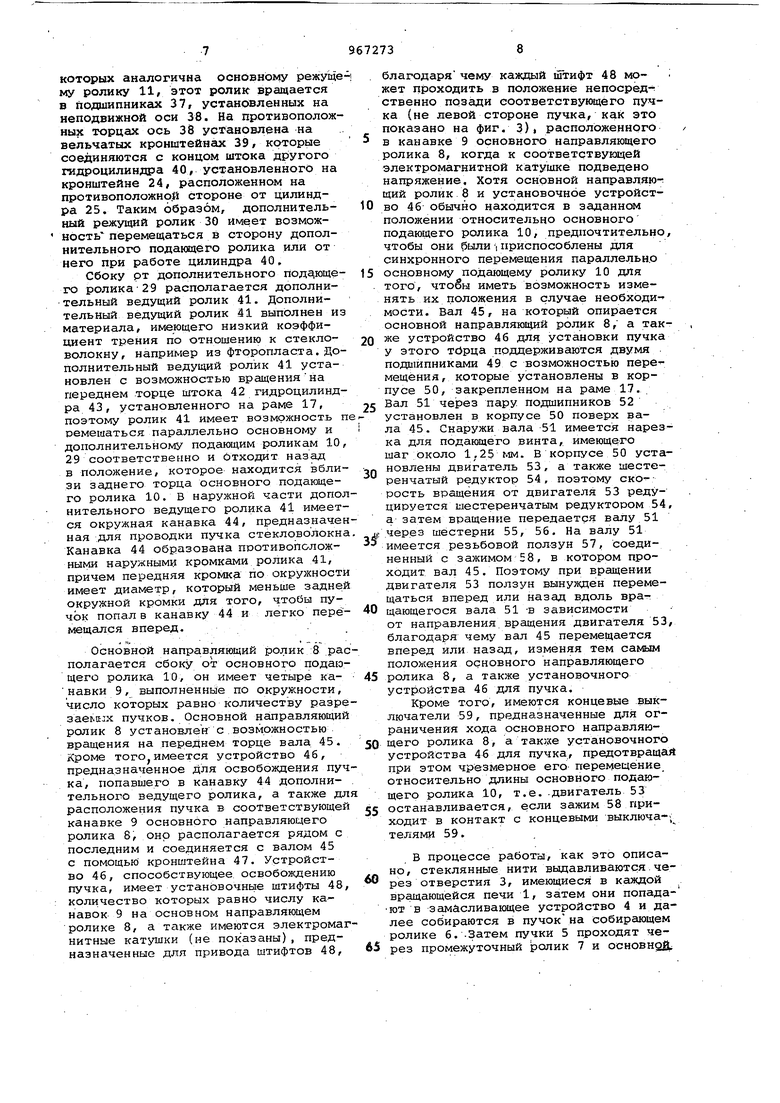
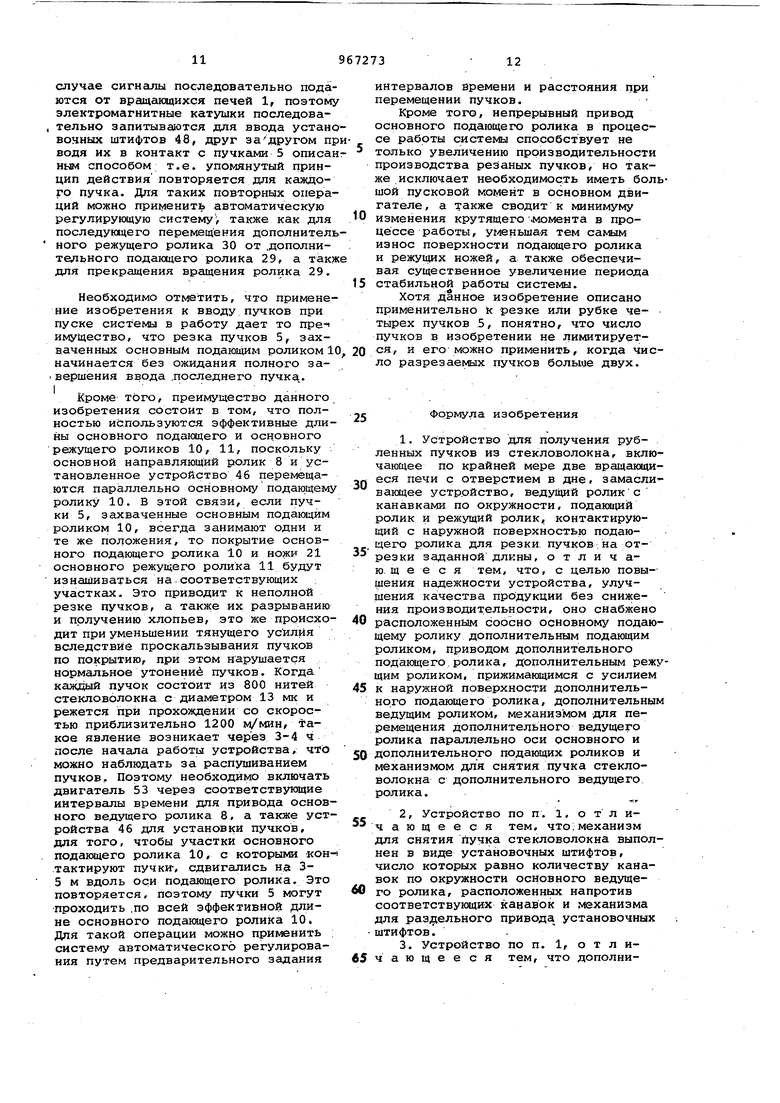
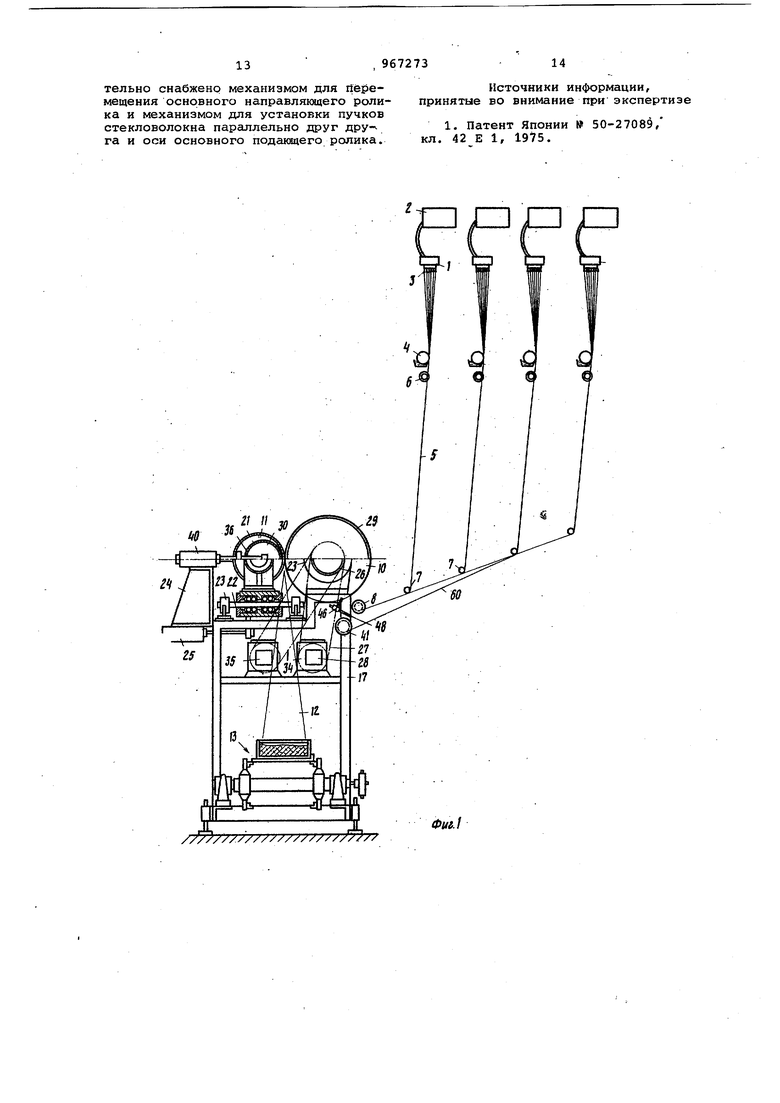
веохиостью конечной части подающего роликаi после чего скорость подающего ролика постепенно увеличаютдо нормальной СКОРОСТИ утонения. После осуществления достаточного утонения пучки подаются в режущую часть подаю щего ролика и начинается процесс резки. Однако в процессе резки неутоненные волокна подхваченные кон цевой частью подающего ролика, посте пенно распускаются поэтому КУСКИ распушиваются вылетают, падают и могут перемешиваться с обычными раз резанными пучками что приводит к ухудщению качества продукции.. Вдоба вок к этому, неутоненные волокна относительно толстые и имеют повышенную жесткость. поэтому их трудно полностью сцепить или навить на наружную поверхность подающего-ролика Поэтому пучок на некоторой длине стремится отойти от подающего ролика и колыиется вокруг него на относительно болыцих радиусах, что очень опасно для обслуживающего персонала Одна из попыток решить эту проблему состоит в том, что быстро увеличивают скорость .вращения подающего рол ка до скорости нормального утонения после того, как пучки захватываются подающим роликом, благодаря чему дли ну участка пучка, которая попадает на ролик, можно насколько это возможно сократить. Однако в этом случае пучок быстро подвергается усилению и поэтому он также может быстро порваться снова. Кроме того, имеет , место износ ролика. Другая попытка решить ту же проблему состоит в непосредственном вводе неутоненногр волокнистого пучка в режущую часть подающего ролика во время постепенно го увеличения скорости вращения роли ка до нормальной скорости утонения. ПРИ этом способе отбираются в качест ве коммерческого продукта только резанные пучки из стекловолокна, име ..щие нормальные утонения. Однако в этом случае, поскольку неутоненные волокна имеют относительно большую толщину и жесткость, как это было указано, режущий ролик необходимо поджимать к подающему РОЛИКУ при существенно большом давлений. В резуль тате этого имеется возможность попаД1ания резанных пучков в. промежутки между режущими кромками, что неблаго приятно влияет на процесс резки. Кро ме того, имеет место быстрый износ как подающего, так и режущего роликов. Далее, вследствие пребывания на наружной поверхности подающего ро лика, покрытого мягким материалом, толстых и жестких неутоненных волокон, на поверхности образуются соответствующие канавки, которые приводят к неполной отрезке пучков. Кроме того, бывают случаи, когда необученный обслуживающий персонал при этой работе ошибочно вводит пучок нитей из стекловолокна, «оторый недостаточно охладился, в результате этого подающий ролик подгорает, а режущие лопасти ломаются, причем при поломке режущих лопастей их куски разлетаются с .высокой скоростью, что представляет опасность для обслуживающего персонала. Целью изобретения является повышение надежности устройства, улучшение качества продукции без снижения производительности. Поставленная цель достигается тем, что устройство для получения рубленных пучков из стекловолокна, включающее по крайией мере две вращающиеся печи с отверстиями в дне, замасливающее устройство, ведущий ролик с канавками по окружности, подающий ролик,и режущий ролик, контактирующий с наружной поверхностью подающего ролика для резки пучков на отрезки заданной длины, снабжено расположенным соосно оснЪвйому подающему ролику дополнительным подающим ро- . ликом, приводом дополнительного подающего ролика, дополнительным режущим роликом, прижимающимся с усилием к наружной поверхности дополнительного подающего ролика, дрпблнительным ведущим роликом, механизмом для перемещения дополнительного ведущего роли.ка параллельно оси основного и дополнительного подающих роликов и мехаг низм для снятия пучка стекловолокна с дополнительного ведущего ролика.. Механизм для снятия пучка стекловолокна вы.полнен в виде установочных штифтов, число которых равно количеству канавок по..окружности основного ведущего ролика, расположенных напротив соответствующих канавок, механизма для раздельного привода уотановочных штифтов. Устройство дополнитель но снабжено механизмом для перемещения основного направляющего ролика и механизмом для установки пучкЬв стекд оволокна параллельно друг другу и оси основного подающего ролика. На фиг. 1 схематически представлен предпочтительный вариант выполнения предлагаемого устройства, вид спереди с частичным разрезом; на фиг. 2 - основная часть устройства, вид сбоку(верхние половины основного и дополнительного подающих роликов отрезаны для их показа, также как и патрубки, предназначенные для выхода резанных пучков, для показа их внутренней части)J на фиг.Зто же, продольный вид сверху (основной и дополнительный ведущие ролики показаны так, как будто они вращаются в той же самой плоскости, в которой располагается основной подающий ролик). На фиг. 1 показаны несколько вра щающихся печей 1, преимущественно четыре, В каждой печи 1 производитс расплавленное стекло из сырья или мраморной крошки. В донной части каждой печи 1 выполнены от 400 до 2000 отверстий 3,. через которые выдавливаются отдельные потоки распла ленного стекла, из которых получает ся от 400 до 2000 тонких стеклянны волокон, которые после этого поступают в замасливающее устройство- 4 со смазывающим агентом, а после это го они собираются в пучок 5 на соби рающем ролике 6. Таким образом обра зуются четыре пучка 5, которые проходят через соответствующие промежу точные ролики 7 к основному направляющему ролику 8. Основной направляющий ролик 8 имеет четыре канавки 9, расположенные по .окружности, по которым проходят пучки 5, как это показано на фиг.. 2 и 3 соответственно. Затем пучки 5 подхватываются основным подающим роликом-10, рас полагаясь, отдельно друг от друга параллельно. После того, как осуществляется крнтактирование пучков 5 с наружной поверхностью основного поданяцего ролика 10 под заданным углом, они режутся или рубятся основ .ныг/j режущим роликом 11 на отдельные пучки 12 заданной длины. Резанные пу ки 12 выводятся по конвейеру 13 в ви де окончательного продукта. Утонение стеклянных волокон 5 осу ществляется только с помощью основно го подающего ролика, которым подхватываются пучки, благодаря чему пучки .увлекаются под действием силы трения от контактирования с основным подающим роликом 10 под заданным углом. Как видно иэ фиг. 3, наружная .поверхность основного подающего роли-. ка 10 покры.та материалом, имеющим высокий коэффициент трения со стекло волокном, например полиуретановым, каучуком.Основной подающий ролик 10 вращается в подшипниках 14 на полом валу 15, который выступает из корпуса 16 подающего ролика, установленного на раме 17, и крепится к нему (фиг. 1 и 2). Основной режущий роЛик 11, обращенный в сторону основного подающе,го ролика 10, крепится гайкой 18 к вращающемуся валу 19, который уста новлен на подшипниках в корпусе резака 20.Основной режущий ролик 11 имеет несколько ножей 21, расположен ных по его окружности. Ножи 21 установлены под углом от 5 до 25 относительно оси вращения режущего ролика 11 на одинаковом расстоянии друг от друга. Корпус резака 20 устанрвлен подвижно на двух неподвижных осях 22, опирающихся на две пары кронштейнов 23, закрепленных на раме 17, благодаря чему корпус резака может перемещаться в направлении, перпендикулярном оси основного режущего ролика 11. На кронштейне 24. закрепленном на раме 17 vcтaнoвлeн гидроцилндр 25, предназначенный для привода корпуса резака с целью его пеоемещения вдоль осей 22 осуществляя тем поижимание его к ОСНОВНОМУ подающему ролику 10 с заданным давлением. Такая конструкция также позволяетиспользовать основные подающие ролики с- различными диаметрами, а также компенсировать износ основного подающего ролика. Покрытие основного подакщего ролика 10 можно снимать для поправки или замены при его предельном износе,Основ ной подающий ролик 10 имеет шкив 26, установленный на одном его торце, через который с по- ; мощью ремня 27 осуществляется привод двигателем, установленным .на раме 17. Двигатель 28 преимущественно имеет тип с вихревыми токами, число его оборотов можно регулировать, также как время пуска, благодаря чему окружную скорость основного подающего ролика 10 можно поддерживать по су- , ществу постоянной даже при уменьшении диаметра ролика из-за износа покрытия. Существенным отличительным признаком данного изобретения является установка дополнительного подающего ролика 29, а также дополнительного режущего ролика 30-в дополнение к упомянутой конструкции. Наружная поверхность дополнительного подающего ролика 29 покрыта материалом., имею- щим высокий коэффициент трения по отношению к стекловолокну, аналогич но покрытию основного подающего ролика 10, этот ролик крепится гайкой 31 к переднему торцу вала 32, связанного подшипниками 33 с полым валом, 15,. который крепится к корпусу 16 подающего ролика. На заднем торце вала 32 крепится шкив, который приводится во вращение через ремень 34 другим двигателем 35, установленным на раме 17. Предпочтительно, чтобы двигатель 35 был также типа с вихревыми токами, у которого имеется возможность регулировать скорость вращения и пусковое время. Таким образом, дополнительный подающий ролик 29 установлен вблизи основного подающего ролика 10 и сцентрирован с ним по О.С.И, этот ролик .29 может приводиться во вращение независимо от роли-,., ка 10. Дополнительный режущий ролик 30 имеет режущие лезвия 36, конструкция которых аналогична основному режуще му ролику 11, этот ролик вращается в подшипниках 37, установленных на неподвижной оси 38. На противополож ных торцах ось 38 установлена на вельчатых кронштейнах 39, которые соединяются с концом штока другого гидроцилиндра 40, установленного на кронштейне 24, расположенном на противоположной стороне от цилиндра 25. Таким образом, дополнительный режущий ролик 30 имеет возможность перемещаться в сторону дополнительного подающего ролика или от него при работе цилиндра 40, Сбоку рт дополнительного пода,юще го ролика-29 располагается дополнительный ведущий ролик 41. Дополнительный ведущий ролик 41 выполнен и материала, имеющего низкий коэффициент трения по отношению к стекловолокну, например из фторопласта. До полнительный ведущий ролик 41 установлен с возможностью вращенияна переднем торце штока 42 гидроцилинд ра 43 , установленного на раме 17, поэтому ролик 41 имеет возможность ремешаться параллельно основному и дополнительному подакидим роликам 10 29 соответственно и Отходит назад в положение, которое находится вбли зи заднего торца основного подающего ролика 10. В наружной части допо нительного ведущего ролика 41 имеет ся окружная канавка 44, предназначе ная для проводки пучка стекловолокн Канавка 44 образована противоЬоложными наружными кромками ролика 41, причем передняя кроМка по окружност имеет диаметр, который меньше задне окружной кромки для того, чтобы пучок попала канавку 44 и легко пере мещался вперед. Основной направляющий ролик 8 ра полагается сбоку от основного подаю щего ролика 10, он имеет четыре канавки 9, выполненньае по окружности, число которых равно количеству разре aaeMEJX пучков. Основной направляющий ролик 8 установлен с возможностью вращения на переднем торце вала 45. Кроме тогоJимеется устройство 46, предназначенное для освобождения пуч ка, попавшего в канавКу 44 дополнительного ведущего ролика, а также дл расположения пучка в соответствующей канавке 9 основного направляющего ролика 8, оно располагается рядом с последним и соединяется с валом 45 с помощью кронштейна 47. Устройство 46, способствующее освобождению пучка, имеет установочные штифты 48 количество которых равно числу канавок 9 на основном направляющем ролике 8, а также имеются электромаг нитные катушки (не показаны), предназначенные для привода штифтов 48, благодаря чему каждый штифт 48 мо- жет проходить в положение непосредственно позади соответствующего пучка (не левой стороне пучка, как это показано на фиг. 3)« расположенного в канавке 9 основного направляющего ролика 8, когда к соответствующей электромагнитной катушке подведено напряжение. Хотя основной направляю-г щий ролик 8 и установочное устройство 46 обычно находится в заданном положении относительно основного подающего ролика 10, предпочтительно, чтобы они были 1 приспособлены для синхронного перемещения параллельно основному подающему ролику 10 дЛя того, чтоёы иметь возможность изменять их положения в случае необходимости. Вал 45, на который опирается основной направляющий ролик 8, а также устройство 46 для установки пучка у этого тйрца поддерживаются двумя подцшпниками 49 с возможностью перемещения, которые установлены в корпусе 50, закрепленном на раме 17. Вал 51 через пару подшипников 52 установлен в корпусе 50 поверх вала 45. Снаружи вала 51 имеется нарезка для подающего винта, имеющего шаг около 1,25мм. В корпусе 50 установлены двигатель 53, а также шестеренчатый редуктор 54, поэтому скорость вращения от двигателя 53 редуцируется шестеренчатым редуктором 54, а затем вращение передается валу 51 через шестерни 55, 56. На валу 51 имеется резьбовой ползун 57, соединенный с зажимом 58, в котором проходит вал 45. Поэтому при вращении двигателя 53 ползун вынужден перемещаться вперед или назад вдоль вращающегося вала 51 -в зависимости от направления,вращения двигателя 53, благодаря чему вал 45 перемещается вперед или назад, изменяя тем самым положения основного направляющего ролика 8, а также установочного устройства 46 для пучка. Кроме того, имеются концевые выключатели 59, предназначенные для ограничения хода основного направляющего ролика 8, а также установочного устройства 46 для пучка, предотвращай при этом чрезмерное его перемещение относительно длины основного подающего ролика 10, т.е. -двигатель 53 останавливается, если зажим 58 приходит в контакт с концевыми выключа-телями 59. В процессе работы, как это описано, стеклянные нити выдавливаются.через отверстия 3, имеющиеся в каждой вращающейся печи 1, затем они попадают в замасливающее устройство 4 и далее собираются в пучок на собирающем ролике 6.-Затем пучки 5 проходят через промежуточный ролик 7 и ocHOBHQfiL направляющий ролик 8 к основному по дающему ролику 10, поэтому они попа дают на основной подающий ролик 10 параллельно друг другу. Пучки, попа шие на основной подающий ролик 10, режутся или рубятся на куски 12 ос-новным режущим роликом 11. В случае разрыва одного из пучков 5 приводится во вращение дополнительный подающий ролик 29 с относительно низкой скоростью; ПрИ ЭТОМ цилиндр 40 приводится в движение, перемещая дополнительный режущий ролик 30 к дополнительному подающему, ролику 29, благодаря чему дополнительный ре хущий ролик 30 контакти рует с дополнительным подающим роли ком 29 и вращается совместно с нИм. Конец разорванного пучка 60, находя щегося в неутоненнрм виде, поскольк он не подвергался воздействию тянущей силы основного по дающего ролика 10, пропускают по промежуточному ролику 7, .дополнительному ведуще му ролику 41 и направляют в дополни тельный подающий ролик 29, поэтому пучок 60 захватывается роликом 29 в направлении а, показанном на фиг. Разорванный пучок 60, захваченный дополнительным подающим роликом 29 в направлении а, подвергается вытягиванию, поскольку дополнительный подающий ролик 29 продолжает вращат ся, ПОЭТОМУ пучок 60 автоматически смещается в направлениях в и с.пока занных на фиг. 3. Поскольку дополни тельный подающий ролик 29 вращается с низкой скоростью, то операция захватывания должна выполняться безопасно, и -можно исключить внезапное приложение большого напряжения к пучку 60, которое-может вызвать повторный обрыв пучка. После того, как пучок 60 полностью подхвачен дополнительным подающим роликом 29, скорость вращения ролика 29 постепенно увеличивают до той величины , когда приводная сила приложенная к пучку 60, обеспечит его нормальное утонение. В процессе проведения этой операции пучок 60, подхваченный дополнительным подающим роликом 29, непрерывно режется или рубится дополнительным режуцим роликом 30. Проблемы, которые имеют мес то, если скорость вращения подающего ролика увеличива;от без рубки пуч ка 60, можно преодолеть. Рубленные пучки, производимые дополнительным режущим роликом 3 О, попадают в подземную шахту 61 по каналу .62 отдельно от нормальных нарубленных пучков которые уносятся конвейером 1.3. i . Когда скорость вращения дополнительного подающего ролика 29 достиг ет нормальной скорости утонения, то цилиндр 43 отводит назад допол)нител ный ведущий ролик 41, поэтому пучок 60 может перемещаться от первого положения, когда он находится рядом с дополнительным подающим роликом 29 и сбоку от него, во второе положение, когда он находится рядом и сбоку, от основного подающего ролика 10. Когда пучок 60 достигает второго положения и центрируется с соответствующей канавкОй 9 основного направляющего ролика 8,- то пучок 60 контактирует с штифтом 48 соответствующей канавки, поскольку штифт 48 уже находится в выступающем положении при подаче напряжения на соответствующую электромагнитную катушку. При дальнейшем отходе дополнительного ведущего ролика 41 пучок 60, который теперь сдерживается штифтом 48, отходит или освобождается от дополнительного ведущего ролика 41 и входит в соответствующую направляющую канавку 9 основного направляющего ролика В под действием своего собственного натяжения, поэтому пучок можно подготовить для резки на нормальные куски пучка 12. Отход пучка 60 от дополнительного ведущего ролика 41 выполняется без каких-либо затруднений, поскольку пучок, отошедший от ролика, прокатывается по передней окружной кромке, имеющей, как это было описано, меньший диаметр. Когда пучок 5 попадает в соответствующую канавку 9 основного направляющего ролика 8, то прекращается подача напряжения на соответствующую- электромагнитную катушку, поэтому установочный штифт 48 втягивается в свое первоначальное положение, при этом дополнительный режущий ролик 30 о.тодвигается от дополнительного подающего ролика 29, вращение которого прекращается, а дополнительный ведущий ролик 41 возвращается в свое первоначальное положение, он находится в готовнос ти для выполнения следующей операции.. Сигнал на запитку электромагнитной катушки для вытягивания установочного штифта 48 поступает от соответствующей вращающейся печи 1, пучок которой порвался. - -Следует отметить, чТо в процессе введения разорванного пучка 60 нормальные или целые пучки 5 продолжают захватываться основным подающим роликом 10 и разрезаться основным режущим, роликом 11, поэтому имеет место очень незначительное снижение выхода резанных пучков 12. Хотя принцип действия описан применительно к вводу разорванного пучка, очевидно, что изобретение можно также применить для ввода пучков при начале работы cиcтe /lы .для производства рубленных пучков. В этом случае сигналы поеледовательно пода ются от вращающихся печей 1, поэтом электромагнитные катушки последовательно запитываются для ввода устан вонных штифтов 48, друг задругом п водя нх в контакт с пучками 5 описа ным способом т.е. упомянутый принцип действия повторяется для каждого пучка. Для таких повторных опера ций можно применить автоматическую регулирующую систему; также как для последующего перемещения дополнител ного режущего ролика 30 от .дополнительного подающего ролика 29, а так для прекращения вращения ролика 29. Необходимо отметить, что примене ние изобретения к вводу пучков при пуске системы в работу дает то преимущество, что резка пучков 5, захваченных основным подающим роликом 1 начинается без ожидания полного за. вершения ввода .последнего пучка.. Кроме того, преимущество данного изобретения состоит в том, что полностью используются эффективные дли ны основного подающего и основного режущего роликов 10, 11, поскольку основной направляющий ролик 8 и установленное устройство 46 перемещаются параллельно основному подающему ролику 10. В этой связи, если пучки 5, захваченные основным подающим роликом 10, всегда занимают одни и те же положения, то покрытие основного подающего ролика 10 и ножи 21 основного режущего ролика 11 будут изна111иваться на. соответствующих участках. Это приводит к неполной резке пучков, а также их разрыванию и получению хлопьев, это же происхо дит при уменьшении тянущего усилия вследствие проскальзывания пучков по покрытию, при этом нарушается нормальное утонение пучков. Когда каждый пучок состоит из 800 нитей стекловолокна с диаметром 13 мк и режется при прохождении со скоростью приблизительно 1200 н/мин, такое явление возникает через 3-4 ч после начала работы устройства, что можно наблюдать за распушиванием пучков. Поэтому необходимо включать двигатель 53 через соответствующие интервалы времени для привода основ ного ведущего ролика 8, а также уст ройства 46 для установки пучков, для того, чтобы участки основного подакядего ролика 10, с которыми KOH .тактируют пучки-, сдвигались н.а 35 м вдоль оси подающего ролика. Это повторяется, поэтому пучки 5 могут проходить .по всей эффективной длине основного подающего ролика 10. Для такой операции можно применить систему автоматического регулирования путем предварительного задания интервалов времени и расстояния при перемещении пучков. Кроме того, непрерывный привод основного подающего ролика в процессе работы системы способствует не только увеличению производительности производства резаных пучков, но также исключает необходимость иметь большой пусковой момент в основном двигателе , а также сводит к минимуму изменения крутящего -момента в процессе работы, уг еньшая тем сал«лм износ поверхности подающего ролика и режущих ножей, а также обеспечивая существенное увеличение периода стабильной работы системы. Хотя данное изобретение описано применительно к резке или рубке четырех пучков 5, понятно, что число пучков в изобретении не лимитируется, и его можно применить, когда число разрезаемых пучков больше двух. Формула изобретения 1.Устройство для получения рубленных пучков из стекловолокна, включающее по крайней мере две вращающиеся печи с отверстием в дне замасливакщее устройство, ведущий ролик с канавками по окружности, подакяций ролик и режущий ролик, контактирующий с наружной поверхностью подающего ролика для резки пучков.на отрезки заданной длины, о т л и ч аю. щ е е с я тем, что, с целью повышения надежности устройства, улучшения качества продукции без снижения производительности, оно снабжено расположенным соосно основному подающему ролику дополнительным подающим роликом, приводом дополнительного подающего.ролика, дополнительным режущим роликом, прижимающимся с усилием к наружной поверхности дополнительного подающего ролика, дополнительным ведущим роликом, механизмом для перемещения дополнительного ведущего ролика параллельно оси основного и дополнительного подающих роликов и механизмом для снятия пучка стекловолокна с дополнительного ведущего, ролика. 2.Устройство по п. 1. о т л ичающееся тем, что;механизм для снятия пучка стекловолокна выполнен в виде установочных штифтов, число которых равно количеству канавок по окружности основного ведущего ролика, расположенньк напротив соответствукнцих канавок и механизма для раздельного привода установочных штифтов. 3.Устройство по п. 1, о т л ичающееся тем, что дополнительно снабжено механизмом для перемещения основного направляющего ролика и механизмом для установки пучков стекловолокна параллельно друг друга и оси основного подаквдего ролика.
Источники информации, принятые во внимание приэкспертизе
1. Патент Японии № 50-27089/ кл. 42 Е 1, 1975.


S4 S3
Фиг.З
