Группа изобретений относится к деревообрабатывающей промышленности по производству лущеного шпона и технологической щепы и, в частности, к устройствам, предназначенным для подготовки фанерного сырья. Изобретение предполагает поштучную обработку чураков без перехвата их во вращающихся захватах в процессе получения из них цилиндров максимального объема и передачи их на гидротермическую обработку с последующей передачей на лущильный станок.
1.1. Известна установка для получения из чурака цилиндра максимального объема, которая содержит основание с продольными направляющими, на которых установлена первая подвижная каретка, перемещающаяся вдоль оси бревна, механизмы вращения бревна, крепления бревна в центрах шпинделя и задней бабки, вторую каретку с фрезой. При этом механизм вращения бревна, механизм крепления бревна в центрах шпинделя и задней бабки жестко установлены на основании. Вторая каретка установлена сверху на двух верхних-поперечных первой каретки, объединяя сверху продольные направляющие основания. Вторая каретка расположена над бревном на двух верхних поперечинах, объединяющих сверху продольные направляющие основания, и перемещается в горизонтальной плоскости перпендикулярно вертикальной плоскости, проходящей вдоль оси бревна. Таким образом, первая подвижная каретка обеспечивает продольное перемещение фрезы, а вторая подвижная каретка обеспечивает перемещение фрезы поперек бревна. Сверху на двух верхних поперечинах установлена плита, снизу которой между двух поперечных направляющих подвешен полый цилиндрический вал. Свободный конец полого цилиндрического вала сопряжен со стаканом, снизу которого подвешена плита для установки фрезы и привода ее вращения. При этом ось вращения фрезы расположена перпендикулярно вертикальной плоскости, проходящей вдоль оси бревна. Внутри полого цилиндрического вала проходит винт, одним концом неподвижно закрепленный на плите стакана, а другим соединен с плитой полого цилиндрического вала посредством шкива-гайки и имеет поворотную рукоятку. Полый цилиндрический вал и стакан обеспечивают вертикальное перемещение оси вращения фрезы, сохраняя ее расположение в горизонтальной плоскости, а специальное приспособление обеспечивает поворот оси вращения фрезы в горизонтальной плоскости. См. описание к патенту RU №2307025 от 17.07.2006. Опубл. бюл. №27 от 27.09.2007. Возможно, что применение этого устройства целесообразно для оцилиндровки бревен, идущих на изготовление деталей сруба, но для оцилиндровки при изготовлении шпона это устройство представляется громоздким и трудоемким в обслуживании. В устройстве отсутствует механизм подачи бревна к механизму вращения и установки его в этом механизме. Подать такое бревно и установить его в механизме вращения этого устройства невозможно при помощи традиционных приспособлений и механизмов, применяемых в оцилиндровке при лущении шпона. Оцилиндровка и подача бревна при лущении шпона осуществляется при параллельном перемещении оси вращения бревна к механизму вращения и установки без перемещения оси бревна вдоль оси вращения станка. Из фигуры 1 указанного описания такое перемещение бревна для его установки и вращения невозможно из-за стоек каретки 3, которые установлены с двух сторон вдоль бревна. Поэтому необходимо производить перемещение бревна вдоль оси вращения со стороны бабки или шпинделя. Такой механизм в данном устройстве отсутствует и его надо разрабатывать. Отсутствует в данном устройстве и механизм, позволяющий определить центры вращения бревна и установить бревно в соответствии с определенными центрами. Надо отметить, что такого типа механизмы есть и используются на установках для получения шпона, где оцилиндровка мерных бревен производится лущильным станком перед непосредственным процессом лущения, т.е. оцилиндровка и лущение отличаются скоростью вращения бревна, скоростью подачи лущильного ножа и наличием ленты шпона.
1.2. Известна установка для получения из чурака цилиндра максимального объема, которая состоит из механизма приема и подачи чурака с системой измерений, включающей предварительные измерители, механизма захвата и координации чурака в пространстве с измерительным узлом и механизма обработки в виде лущильного станка, в котором нож лущильного станка может быть заменен фрезой. При этом механизм приема и подачи чурака с системой измерения и механизм захвата, координации и переноса бревна в пространстве размещены внутри каркаса. Нижняя рама каркаса размещена в одной горизонтальной плоскости с лущильным станком, на станину которого с одной стороны опирается верхняя часть каркаса, на которой на горизонтальной раме, сверху каркаса установлен механизм захвата, координации и переноса чурака. Сверху внутреннего каркаса, над механизмом приема чурака, расположен механизм измерительного узла первого этапа центровки системы измерения. Механизм захвата, координации и переноса чурака подвешен на валу сверху каркаса над системой измерений и над механизмом обработки чурака. Механизм обработки чурака выполнен в виде лущильного станка, основание станины которого расположено в одной горизонтальной плоскости с каркасом и каркас которого сверху совмещен с верхней частью станины. Лущильный станок имеет рабочие шпиндели вращения с двигателем вращения и суппорт для ножа. Вместо ножа предлагается устанавливать ножи в виде фрезы. См. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999, бюл 1999, 52. Хотя эта установка предназначена для оцилиндровки при изготовлении шпона, а не для оцилиндровки бревен, идущих на изготовление деталей сруба, она имеет недостатки. Так, например, процесс получения цилиндра включает четыре группы оборудования: 1) механизм приема чурака, механизм подачи чурака; 2) оборудование системы измерения, включающего центровочные шпиндели чурака; 3) механизм переноса чурака от центровочных шпинделей к рабочим шпинделям механизма обработки, во время которого производится координация определенных системой измерения центров осей с осями обработки и совмещение их с установкой в рабочие шпиндели лущильного станка; 4) механизм обработки в виде лущильного станка с возможностью замены лущильного ножа на ножи в виде фрезы. Перехват чурака и использование трех механизмов захвата не только усложняет установку, но и приводит к длительности процесса обработки чурака для получения цилиндра. Замена лущильного ножа на ножи в виде фрезы приводит к дополнительным временным издержкам производства шпона, что приводит к увеличению по времени производственного цикла получения конечного продукта и повышает его себестоимость, ведет к дополнительным энергетическим затратам. Использование лущильного ножа и фрезы, изготовленной с режущей кромкой по всей длине лущения, в процессе обработки мерного бревна неоправданно. Обрабатываемый слой бревна может включать элементы, которые приводят к потере режущих свойств применяемого инструмента или выходу его из строя. Это приводит к остановке процесса для замены или заточки применяемого режущего инструмента. Оцилиндровка мерных бревен производится лущильным станком и следом этот нож производит лущение, а наличие фрезы на месте ножа лущильного станка (см. фиг.22) или вместо ножа лущильного станка требует серьезной переработки этого лущильного станка, которая не представлена в рассматриваемом патенте.
1.3. Известна, принятая за прототип, установка для получения из чурака цилиндра максимального объема, которая состоит из механизма приема, подачи с двумя предварительными измерителями системы измерения, механизма захвата и координации с измерительным узлом системы измерения и механизма обработки с фрезой и элементами подсоединения ее к приводу, элементами крепления привода. Установка включает механизм сброса чурака на устройство ската. При этом предварительные измерители механизма приема, подачи имеют вид Л-образных штанг поднятия и опускания наконечников с угловым датчиком поворота, пневмоцилиндра подъема Л-образных штанг, причем механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах. См. описание к патенту RU №2368493 от 31.01.2008. Опубл. бюл. №27 от 27.09.2009. Эта установка предназначена для оцилиндровки при изготовлении шпона, а не для оцилиндровки бревен, идущих на изготовление деталей сруба, и имеет полное представление о фрезе и месте ее установки без связи с лущильным станком. Устранен перехват чурака и оптимизирован механизм измерительного узла. Однако ей присущи и недостатки. Так, например, она не адаптирована к новому технологическому процессу изготовления шпона, при котором оцилиндровка чурака производится перед гидротермической его обработкой, когда вначале из чурака получают цилиндр максимального объема, который затем поступает на гидротермическую обработку, проходит ее и затем направляется для получения шпона на лущильный станок. Такой подход меняет место расположения установки и ее архитектуру, в связи с этим механизмы и узлы требуют нового проектирования ее конструкции и значительного ее упрощения.
2.1. Известен механизм приема, подачи и удаления. Механизм приема и подачи состоит из двух V-образных призм, установленных с возможностью перемещения вертикально вверх при помощи объединенных электрических приводов подъема чурака, и расположен снизу внутри первого каркаса, состоящего из вертикальных стоек, горизонтальных поперечин и перекладин. См. описание к европейскому патенту ЕР 0897782 А2 от 21.08.1997. Опубл. 24.02.1999, бюл 1999/08. Подъем чурака производится до высоты действия датчиков центровки и на расстоянии L1 от центральной осевой линии центрирующего шпинделя, которыми чурак захватывается и в которых чурак проворачивается для определения центров оси на противоположных торцах чурака. Затем чурак фиксируется в конечном положении измерения клешневым захватом за торцы по периферии торца, а центрирующие шпиндели убираются, освобождая чурак от своего зажима. Клешневые захваты подхватывают чурак и с помощью позиционной рамы перемещают его непосредственно на рабочие шпиндели лущильного станка. При перемещении чурака клешневыми захватами на оцилиндровку каждый торец чурака выставляется в соответствии с программой компьютера таким образом, чтобы расчетная ось оцилиндровки и лущения чурака была параллельна осевой центральной линии рабочих шпинделей. А при установке чурака в рабочие шпиндели эти оси должны совпадать. При достижении этих условий чурак зажимается рабочими шпинделями, а клешневые захваты отходят от торцов чурака и возвращаются за следующим чураком. Производится оцилиндровка с получением шпона и карандаш падает вниз при возвращении рабочих шпинделей в исходное положение. См. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999. Бюл 1999/52. Описанный механизм приема, подачи и сброса имеет три разных механизма. Механизм приема, когда чурак с транспортера попадает на V-образные призмы с приводами их подъема с установленным чураком. Затем механизма подачи чурака уже клешневыми захватами на рабочие шпиндели и затем механизм удаления в виде сброса, который является традиционным для лущильных станков. Совершаются две установки чурака сначала в центрирующие шпиндели, а затем в рабочие шпиндели. Между этими двумя установками осуществляется перехват чурака и его транспортировка клешневыми захватами. Удаление осуществляется традиционной установкой рабочих шпинделей в исходное положение. Стружка от окорки с оцилиндровкой падает под лущильный станок. А это дополнительный вес, перемещаемый до бассейна, загрузки бассейна, выгрузки из бассейна и доставка на лущильный станок, и затем уборка лущильного станка от этой стружки. Дополнительный объем загрузки бассейна, да еще с наиболее загрязненной составной частью чурака. Наличие двух шпинделей с механизмами их перемещения и вращения, а также подъем чурака за счет двух приводов подъема и системой ориентации чурака до подачи чурака на оцилиндровку негативно сказывается на потреблении энергетических ресурсов, металлоемкости и надежности. Все это тяжелой ношей в итоге ложится на себестоимость изготовления шпона.
2.2. Известен механизм удаления полученного цилиндра из зоны обработки, который состоит из двух параллельно расположенных боковин U-образной формы, соединенных между собой перекладинами. При этом один конец боковин U-образной формы осевым шарнирным соединением связан с перекладиной между подставками, а на втором конце имеются выступы наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение двумя пневмоцилиндрами удаления. Механизм удаления обработанного бревна расположен на каркасе вместе с механизмом обработки и фрезой. Два пневмоцилиндра удаления установлены на одном уровне с уровнем расположения установки получения цилиндра. См. описание к патенту RU №2368493 от 31.01.2008. Стр.10, 11. Фиг.10. Опубл. Бюл. №27 от 27.09.2009. В данном механизме стружка от окорки с оцилиндровкой падает под механизм обработки с фрезой и стружка не попадает в бассейн и тем более не доставляется к лущильному станку. Однако само изготовление, установка и работа такого механизма удаления требует дополнительных материальных и энергетических затрат, что в конечном счете повышает себестоимость изготовления шпона. Наличие дополнительных механизмов влияет на надежность работы установки. Отрицательно влияет на компактность установки. При этом рассматриваемый механизм не может обеспечить прием чурака и подачу его на оцилиндровку.
2.3. Известен, принятый за прототип, механизм приема и подачи, который расположен сверху каркаса, и состоит из двух крюков V-образных призм, установленных на балке, и подвешен на двух параллелограммах. Каждый параллелограмм состоит из параллельно расположенной вспомогательной тяги параллелограмма и основной тяги, шарнирно соединенной с пневмоцилиндрами их перемещения. При этом пневмоцилиндры перемещения расположены на отдельной раме, установленной со стороны подачи чурака. Механизм приема и подачи расположен на отдельном каркасе, который состоит из прямоугольной рамы, расположенной снизу, двух внешних и двух внутренних вертикальных стоек, усиленных сверху двумя перекладинами и двумя поперечинами в средней части. См. описание к патенту RU №2368493 от 31.01.2008. Стр.10. Фиг.3. Опубл. Бюл. №27 от 27.09.2009. Рассматриваемый механизм может обеспечить прием чурака и подачу его на оцилиндровку, но не может обеспечить функцию удаления полученного цилиндра из зоны обработки. Расположение механизма на отдельном каркасе увеличивает габариты устройства и создает большую зону, опасную при обслуживании устройства из-за работы двух пневмоцилиндров перемещения крюков V-обратных призм, и отрицательно влияет на компактность установки, что приводит к дополнительным материальным и энергетическим затратам.
3.1. Известен механизм захвата и координации, который состоит из двух разнесенных вдоль оси вала лап в виде клешневых захватов с держателями, подвешенных снизу к передвижной раме, расположенной на стойках. Клешневые захваты оснащены двумя гидроцилиндрами, осуществляющими захват чурака за торцы и двумя приводами, осуществляющими самостоятельное перемещение каждой лапы вверх или вниз. Держатели сверху снабжены винтовой парой с приводом и осью перемещения их по радиусу с приводами перемещения, осуществляющими перемещение держателей с зажатым чураком и их отклонение с зажатым чураком на определенный угол. См. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Фиг.1, 2 и 12. Опубл. 29.12.1999. Бюл 1999, 52. Хотя представленный механизм осуществляет захват и координацию, но он не в состоянии поворачивать чурак вокруг расчетной оси многократно для получения цилиндра. Поэтому этот механизм для возможности получения цилиндра устанавливает чурак в рабочие шпиндели лущильного станка, с помощью которого и осуществляется вращение чурака вокруг расчетной оси. Конструкция такого механизма захвата и координации является металлоемкой, громоздкой и требует прецизионного, точного изготовления. Подобная конструкция отрицательно влияет на компактность установки и негативно сказывается на потреблении энергетических ресурсов, металлоемкости и надежности, что приводит к дополнительным материальным и энергетическим затратам и повышает себестоимость изготовления шпона.
3.2. Известен, принятый за прототип, механизм захвата и координации, который состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого чурака, гидроцилиндра сжатия лап и косой тяги между ними. При этом ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов. См. описание к патенту RU №2368493 от 31.01.2008. Опубл. Бюл. №27 от 27.09.2009. Представленный механизм, по сравнению с аналогом, имеет более компактную конструкцию и он значительно проще и менее металлоемок, а значит и более экономичен в изготовлении и эксплуатации. Уменьшено количество приводов, участвующих в захвате и координации чурака. При этом представленный механизм позволяет вращать чурак вокруг расчетной оси многократно до получения цилиндра. Однако захват чурака может осуществляться с расположением осевых линий шипов захватов под углом к оси вращения, что снижает качество захвата. Возможность смещения захватов вдоль оси вращения захватов относительно середины режущей части фрезы вместе с установкой привода на одной из лап создает дисбаланс и приводит к постоянной перенастройке программного обеспечения, т.е. усложняет программу. Программа будет проще, если будет учитываться меньше факторов, влияющих на процесс, а значит, и надежней. Легче управлять симметричной системой.
4.1. Известна система измерения, включающая предварительные измерители по определению центров захвата и измерительный узел, определяющий внешние параметры чурака, относительно этих центров захвата. Предварительные измерители включают две V-образные призмы с механизмами их подъема и датчик определения вертикальной плоскости, проходящей через ось вращения двух центровочных шпинделей, определяющих центр захвата по вертикали правого и левого торцов чурака. Кроме этого, предварительные измерители включают и два датчика, определяющие центр захвата по горизонтали правого и левого торцов чурака. Измерительный узел включает два центровочных шпинделя, изготовленных по типу шпинделей лущильного станка с датчиком фиксации угла поворота, и три датчика, расположеных сбоку от установленного чурака в горизонтальной плоскости, проходящей через ось вращения двух центровочных шпинделей. Последние три датчика с датчиком фиксации угла поворота определяют внешние параметры чурака, относительно этих центров захвата. См. описание к европейскому патенту ЕР 0897782 А2 от 21.08.1997. Фиг.1, 2. Опубл. 24.02.1999. Бюл 1999/08. Наличие двух механизмов вертикального подъема с приводами для двух V-образных призм и датчика определения вертикальной плоскости, а также двух датчиков, определяющих центр захвата по горизонтали правого и левого торцов чурака, усложняет процесс предварительного измерения. Не облегчает конструкцию системы измерения и участие в ней двух центровочных шпинделей, изготовленных по типу шпинделей лущильного станка с датчиком фиксации угла поворота.
4.2. Известна система измерения, включающая предварительные измерители по определению центров захвата и измерительный узел, определяющий внешние параметры чурака, относительно этих центров захвата. Предварительные измерители включают две V-образные призмы с механизмами их подъема и датчик определения вертикальной плоскости, проходящей через ось вращения двух центровочных шпинделей, определяющих центр захвата по вертикали правого и левого торцов чурака. Измерительный узел включает два центровочных шпинделя, изготовленных по типу шпинделей лущильного станка с датчиком фиксации угла поворота, и три датчика расположены сбоку от установленного чурака в горизонтальной плоскости, проходящей через ось вращения двух центровочных шпинделей. Последние три датчика с датчиком фиксации угла поворота определяют внешние параметры чурака, относительно этих центров захвата. См. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999, абзац 0031, 0032, 0033. Опубл. 29.12.1999. Бюл 1999, 52. Хотя из данной системы исключены два датчика, определяющие центр захвата по горизонтали правого и левого торцов чурака, тем не менее, основные недостатки предыдущего аналога присущи и этому аналогу.
4.3. Известна, принятая за прототип, система измерения, включающая предварительные измерители, датчик определения параметров центра захватов и измеритель параметров вращающегося чурака. Предварительные измерители включает две V-образные призмы, которые с помощью двух пневмоцилидров механизма приема и подачи перемещают чурак в зону предварительного измерения и устанавливают две V-образные призмы с чураком под наконечниками Л-образных штанг угловых датчиков поворота. Для поворота Л-образных штанг установлены другие два пневмоцилиндра, которые поднимают и опускают наконечники Л-образных штанг в вертикальной плоскости, проходящей в месте (линию) соединения наклонных перекладин V-образных призм. Измеритель параметров вращающегося чурака расположен сверху в зоне перемещения вверх по радиусу лап механизма захвата и координации с зажатым чураком таким образом, чтобы предварительно определенные центры по торцам и осевой линии соединяющей их совпадали с осью вращения захватов. Измеритель параметров вращающегося чурака состоит из n измерительных рычагов с n чувствительными элементами, расположенными вдоль оси обработки бревна на верхней консольной балке на верхней поперечине каркаса, а натяжители в виде пружин с упорами установлены на верхних консольных балках, установленных сверху на концах внутренних стоек каркаса. Каждый измерительный рычаг одним концом прижимается к упору с небольшим определенным усилием при помощи пружин, а вторым концом соединен осевым шарнирным узлом с неподвижной верхней консольной балкой таким образом, чтобы оси шарнирных узлов, выполненные в виде ступенчатого вала, были параллельны оси вращения фрезы. Измерительный рычаг выполнен в виде профиля П-образного сечения, на свободном конце имеет накладку с отверстием для монтажа пружины, а снизу на кронштейне в виде двух пластин установлен вращающийся на валике чувствительный элемент, выполненный в виде диска, заостренного по наружному диаметру. Шарнирный узел выполнен в виде корпуса, установленного на консольной балке, внутри которого расположен ступенчатый вал. При этом на ступенчатый вал с одной стороны установлен измерительный рычаг с возможностью их совместного вращения вокруг оси ступенчатого вала во втулке. С другой стороны ступенчатого вала установлен датчик углового поворота с муфтой для регистрации изменения угла поворота. См. описание к патенту RU №2368493 от 31.01.2008. см. фиг.2, 3, 6, 7, 8. Опубл. Бюл. №27 от 27.09.2009. Отсутствие двух центровочных шпинделей, изготовленных по типу шпинделей лущильного станка с датчиком фиксации угла поворота, делает практическую реализацию системы измерения менее металлоемкой и более энергетически привлекательной. Хотя исключено наличие двух механизмов вертикального подъема с приводами для двух V-образных призм, но процесс перемещения двух V-образных призм в зону предварительного измерения удлиняет процесс измерения на время преодоления этого пути. Размещение системы измерения на двух разных каркасах усложняет процесс сборки и вносит дополнительные операции по согласованию взаимодействующих механизмов.
5.1. Известен механизм обработки, который выполнен в виде лущильного станка, основание станины которого расположено в одной горизонтальной плоскости с каркасом и каркас которого сверху совмещен с верхней частью станины. Лущильный станок имеет рабочие шпиндели вращения с двигателем вращения и суппорт для ножа. Вместо ножа предлагается устанавливать ножи в виде фрезы. См. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999. Бюл 1999, 52. Лущильные станки для осуществления оцилиндровки в процессе изготовления шпона известны с 1819 года. Оцилиндровка в процессе лущения является начальной фазой непрерывного процесса получения шпона и характерным признаком ее окончания является получение непрерывной ленты шпона. Естественно, что в процессе лущения и оцилиндровки чурак, зажатый шпинделями лущильного станка, не меняет ось вращения, и она совпадает с осью вращения шпинделей лущильного станка. Лущильный нож, точнее его режущая кромка, также не меняет своего параллельного положения относительно оси вращения шпинделей лущильного станка. Меняется только расстояние между осью вращения шпинделей лущильного станка и режущей кромкой режущего инструмента. А все процессы, связанные с определением центра вращения чурака и координации центра чурака с целью получения максимального количества шпона производятся до перехода чурака и установки его в механизме обработки. Механизмы, осуществляющие процессы, связанные с определением центра вращения чурака и координации центра чурака после поступления чурака и установки его в обрабатывающие центры механизма обработки, не влияют на сам процесс обработки, а возвращаются в исходное положение для осуществления своих функций со следующим чураком. Поэтому происходит перехват чурака от механизма к механизму, что приводит к длительности процесса обработки мерного бревна для получения оцилиндрованного чурака. Рабочие шпиндели лущильного станка не наделены функциями менять в пространстве ось вращения чурака и выбирать при каждом повороте его на определенный угол такую ось, которая бы соответствовала цилиндру максимального объема, и осуществлять обработку чурака при таких условиях при многократном повороте чурака на 360° при постоянной установке оси в положение, соответствующее получению цилиндра максимального объема. Замена лущильного ножа на ножи в виде фрезы приводит к дополнительным временным издержкам производства шпона, что приводит к увеличению по времени производственного цикла получения конечного продукта и повышает его себестоимость, ведет к дополнительным энергетическим затратам. Использование лущильного ножа и фрезы, изготовленной с режущей кромкой по всей длине лущения, в процессе обработки мерного бревна неоправданно. Обрабатываемый слой бревна может включать элементы, которые приводят к потере режущих свойств применяемого инструмента или выходу его из строя. Это приводит к остановке процесса для замены или заточки применяемого режущего инструмента. Даже если установить фрезу взамен лущильного ножа, то в этом случае, кроме придачи фрезе вращения, ее надо перемещать в направлении чурака, для осуществления процесса оцилиндровки. Здесь имеется в виду, что режущая кромка фрезы расположена параллельно оси вращения чурака и по длине превышает длину чурака. Механизм обработки лущильного станка вращает чурак со скоростью до 1000 об/мин и повышение скорости его вращения приводит не только к повышению энергетических затрат, но к более надежному захвату чурака рабочими шпинделями лущильного станка. Чем больше скорость, тем труднее удержать чурак с учетом его дисбаланса. Это приводит к более быстрому износу механизма вращения чурака и может привести к вырову чурака из шпинделей лущильного станка. Если увеличить скорость вращения фрезы, то с учетом ее перемещения конструкция такого механизма будет не только сложной, но и громоздкой. Заявители рассматриваемого патента даже не решились его представить в конкретном виде.
5.2. Известен, принятый за прототип, механизм обработки чурака, который расположен на верхней поперечине третьего каркаса, включает механизм захвата и координации, фрезу и привод вращения фрезы. Механизм захвата и координации состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап, косой тяги между ними. Ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап. На свободных концах лап во втулках с подшипниками, образующих ось вращения захватов, расположены валы вращения с захватами. Вал вращения, установленный со стороны привода вращения, имеет удлиненный вал со шпонкой для стыковки его с редуктором привода вращения. Поэтому этот вал вращения является ведущим, а другой вал вращения является ведомым. Ось вращения захватов при обработке бревна постоянно меняется в пространстве, обеспечивая максимальный объем получаемого цилиндра по определенной программе, реализующей зависимость постоянно меняющегося центра цилиндра максимального объема при повороте бревна вокруг оси захватов с установкой ее соответствующему меняющемуся центру цилиндра максимального объема в данный момент обработки. Привод вращения чурака с редуктором установлен на поддерживающей балке, снизу прямой лапы.
Фреза расположена на третьем каркасе, установленной между первым и вторым и который выполнен в виде двух форменных подставок, состоящих из трех вертикальных стоек с укосами, расположенными на общем основание и которые объединены между собой двумя перекладинами, каждая в виде трубы прямоугольного профиля снизу и одной перекладиной сверху. При этом перекладина в виде трубы прямоугольного профиля соединена неразъемным соединением с вертикальными стойками, расположенными во внутрь установки, а перекладины соединены неразъемными соединениями с вертикальными стойками, расположенными наружу. Сверху, на трех вертикальных стойках расположены виброопоры, которые выполнены в виде трех круглых шайб. На шайбах по обе стороны фрезы расположена треугольная пластина с корпусом под подшипники качения. В подшипники качения установлены концы вала вращения фрезы, вращение которой осуществляется шкивом соединенного ременной передачей со шкивом привода вращения фрезы. Привод вращения фрезы установлен на основании пола и имеет регулировочное приспособление для осуществления натяга ремней между шкивами, расположенными на валу вращения фрезы и выходном вале привода. См. описание к патенту RU №2368493 от 31.01.2008. Фиг.3, 4, 5. Опубл. Бюл. №27 от 27.09.2009. Данное устройство исключает перехват чурака от механизма к механизму и сокращает длительность процесса обработки чурака для получения цилиндра максимального объема. Механизм захвата и координации наделен функциями менять в пространстве ось вращения чурака и выбирать при каждом повороте его на определенный угол такую ось, которая бы соответствовала цилиндру максимального объема, и осуществлять обработку чурака при таких условиях при многократном повороте чурака на 360° при постоянной установке оси в положение, соответствующее получению цилиндра максимального объема. Данный механизм исключает применение лущильного ножа, что снижает издержки механизма обработки. Использование наборной фрезы сокращает процесс заточки применяемого режущего инструмента. Фреза установлена стационарно, и ее не надо перемещать в направление чурака, для осуществления процесса оцилиндровки. Такая компоновка фрезы позволяет вращать ее со скоростью до 1200 об/мин и одновременно уменьшить скорость вращения чурака, что повышает надежность крепления чурака, в том числе и за счет резкого уменьшения дисбаланса, практического сведения его к нулю. Однако представленный механизм имеет свои недостатки. Привод вращения фрезы установлен на основании пола и имеет регулировочное приспособление для осуществления натяга ремней между шкивами, расположенными на валу вращения фрезы и выходном валу привода, поэтому натяг ремней создает дополнительную боковую нагрузку на установочные подшипники вала рабочего органа, которым является фреза и подшипники выступающего вала привода, что приводит их к дополнительному износу и более скорой их замене. Необходимо постоянно регулировать натяг ремней и изготавливать дополнительные устройства по его регулированию. Надо устанавливать корпус привода двигателя вращения рабочего органа на несмещаемом основании. Все это приводит к дополнительным энергетическим, материальным, производственным и т.д. потерям, препятствует использованию рабочего органа с максимальными скоростями вращения используемого привода. Инерционность монтажной схемы такой установки очевидна, а инерционность ведет к потере оперативного управления процессом обработки, снижению реверсивных свойств.
При этом представленный механизм позволяет вращать чурак вокруг расчетной оси многократно до получения цилиндра.
Однако захват чурака может осуществляться с расположением осевых линий шипов захватов под углом к оси вращения, что снижает качество захвата. Возможность смещения захватов вдоль оси вращения захватов относительно середины режущей части фрезы вместе с установкой привода на одной из лап создает дисбаланс и приводит к постоянной перенастройке программного обеспечения, т.е. усложняет программу.
6.0. Из рассматриваемых аналогов фрез механизма обработки были исключены фрезы, изготовленные с режущей кромкой по всей длине лущения, и монолитный вал, как, например, фреза, изготовленная по патенту №2228838 от 05.07.2001 и опубл. бюл. 14 от 20.05.2004. Причина исключения заключается в том, что установка для получения из чурака цилиндра максимального объема фактически производит окорку чурака, а поэтому обрабатываемый слой чурака может включать металлические элементы, которые приводят к потере режущих свойств фрезы и выходу ее из строя. Это приводит к остановке процесса и демонтажу фрезы для замены новой или заточки демонтированной фрезы. Это не только усложняет процесс обработки чурака, но и приводит к простою оборудования, что экономически неоправданно. Монолитный вал имеет большую инерционность, что влияет не только на управление, но и на дополнительное потребление энергии, повышенную металлоемкость самой фрезы и установочных элементов.
6.1. Известна, принятая за прототип, фреза, состоящая из полой оправки с кольцевым выступом на наружном диаметре, набора двурезцовых элементарных фрез, установленных на одной дуге окружности со смещением режущей кромки на определенный угол относительно режущей кромки смежной элементарной фрезы. Каждое смещение смежных элементарных фрез зафиксировано штифтом. Набор элементарных фрез через кольцо зажат гайкой, а крайние элементарные фрезы закреплены на оправке. Такого типа фрезы, как правило, через сквозное отверстие полой оправки устанавливаются на шпиндель фрезерного станка и крепятся к нему, образуя рабочий орган. Они имеют общее название концевые. См. описание к авторскому свидетельству SU №1507566 от 04.12.87. Опубл. Бюл. №34 от 15.09.89. Установку такой фрезы можно приспособить к резцедержателю механизма продольного перемещения оцилиндровочного станка типа, который будет производить оцилиндровку вращающегося чурака. Но это все потребует специальной разработки приспособлений к резцедержателю по установке такой фрезы с обеспечением ее вращения. Такие фрезы имеют небольшую длину набора элементарных фрез. При заточке ее происходит изменение геометрических размеров по диаметру в сторону его уменьшения, что приводит к перенастройке глубины подачи.
6.2. Известна фреза, включающая вал с упором и расположенными на валу режущими элементами в виде двурезцовых элементарных фрез, зафиксированных от взаимного перемещения относительно друг друга, т.е. между собой и относительно вала с фигурной гайкой их крепления на валу. Элементарные фрезы имеют режущие кромки с перекрытиями по торцам и расположены с угловым смещением. Корпус элементарной фрезы с двумя режущими кромками имеет неразъемные соединения или выполнены за одно целое. Корпус элементарной фрезы на сторонах, противоположных режущим кромкам, имеет две симметричные упорные поверхности в плоскостях, перпендикулярных диаметральной плоскости фрезы. В противоположных торцах корпуса элементарной фрезы выполнены симметричные пазы, стенки которых в проекции на торцевую плоскость элементарной фрезы образуют с упорными поверхностями угол α=360°/n. См. описание к патенту RU №2051028 от 06.08.93. Опубл. бюл. №36 от 27.12.95.
Такие фрезы имеют большую длину набора элементарных фрез и имеют концевые валы для установки ее в корпусы подшипников, позволяют производить замену испорченного участка, а не производить заточку всей фрезы. Но при заточке ее элементарных фрез происходит изменение геометрических размеров по диаметру в сторону его уменьшения, что приводит к перенастройке глубины подачи фрезы. Элементарные фрезы насаживаются на монолитный вал меньшего диаметра и меньше по весу, чем монолитные фрезы, но вес таких фрез еще сильно влияет на инерционность, на управление и связанные с этим экономические последствия.
7.0. Для передачи вращения от выходного вала привода валу рабочего органа используются разного рода устройства и приспособления. Например, шкивы с ременной передачей, звездочки с цепной передачей, шестерни, муфты.
Муфта, как правило, предназначена для непосредственной передачи вращающегося момента от вала привода к валу рабочего органа. Поэтому по сравнению с другими перечисленными устройствами и приспособлениями они не только просты, но и позволяют передавать большие скорости вращения с меньшими потерями. При этом их валы устанавливаются соосно, а привод крепится стационарно на отдельном основании таким образом, чтобы соблюсти соосность. В общем виде, такая передача производится по схеме основание - привод - муфта - вал рабочего органа.
7.1. Известна муфта подсоединения электродвигателя к валу рабочего органа, представляющая собой втулку определенной длины с расчетным наружным и внутренним диаметрами с установочными элементами, включающими винт, кольцо и две шпонки. Основные размеры этих муфт нормализированы и являются расчетными. См. «Краткий справочник машиностроителя»./ Под редакцией С.А.Чернавского. - М.: Машиностроение, 1966, стр.323. Эти муфты имеют простую конструкцию, но они неудобны в монтаже и демонтаже. Это связано со значительным осевым перемещением валов или муфты вдоль вала и нарушением неподвижных соединений муфты с валом. Эти муфты рассчитаны на ограниченную, расчетную определенную скорость и не в состоянии использовать ее для установки электрического привода на свободном конце консоли рабочего органа.
7.2. Известна муфта подсоединения электродвигателя к валу рабочего органа, представляющая собой втулку, разделенную на две половины плоскостью, проходящей по ее длине, образуя две полумуфты с установочными элементами. Втулка имеет расчетные размеры, которые нормализированы и являются расчетными. См. авторов О.А.Ряховский и С.С.Иванов. «Справочник по муфтам». - Л.: Политехника, 1991, стр.5, рис.1.16. Эти муфты удобны в монтаже и демонтаже, но необходима ее балансировка, и применяются они для малых скоростей. Рассмотренные муфты рассчитаны на ограниченную, расчетную определенную скорость и не в состоянии использовать ее для установки электрического привода на свободном конце консоли рабочего органа.
7.3. Известна муфта подсоединения электропривода к валу рабочего органа, представляющая собой две полумуфты, одна из которых со шпоночным пазом, два фиксирующих разъемных кольца, состоящих из полуколец, и съемный фланец с установочными элементами. Снаружи муфта закрыта полукожухами. Втулка имеет расчетные размеры, которые нормализированы и являются расчетными. См. описание к авторскому свидетельству SU №539176 от 08.05.75. Опубл. бюл. №46 от 17.12.76. Эти муфты не требуют балансировки и рассчитаны на ограниченную, расчетную определенную скорость и не могут быть использованы для установки электрического привода на свободном конце консоли рабочего органа.
7.4. Известна, принятая за прототип, муфта подсоединения привода к валу рабочего органа, представляющая собой втулку, с щелевым разрезом, делящим ее пополам в плоскости, проходящей через ось по ее длине, образуя две полумуфты с установочными элементами. Каждая полумуфта, по внутреннему диаметру имеет три проточки, делящие длину втулки на четыре равные части, и между этими проточками нарезана резьба по внутреннему диаметру. Средняя проточка делит полумуфты пополам на левую и правую части. Левая и правая части полумуфты разделены остальными двумя проточками на две равные половины, на которых нарезана разнонаправленная резьба - одна правая, а другая левая. Если от торца до первой проточки нарезана правая резьба, то от первой до второй проточки выполнена левая резьба. Аналогичная резьба имеется на другой половине полумуфт. Таким образом, в нашем случае с торцов до первой проточки нарезана правая резьба, а далее между вторыми - левая, и поэтому необязательно делать среднюю проточку. См. описание к патенту RU №2281422 от 22.03.2002. Опубл. бюл. №22 от 10.08.2006. Представленная муфта сложна в изготовлении. На конце вала привода и на конце вала рабочего органа надо сначала изготовить левые резьбы, а затем правые с проточкой между ними. Кроме того, резьбы при их изготовлении имеют допуск как для наружной, так и для внутренней резьбы, и при совмещении их во время окончательной установки оси муфты и осей стыковочных валов могут не совпадать. А значит, применение таких муфт при больших моментах могут иметь ограниченную скорость и ее нельзя использовать при больших скоростях без балансировки и для установки электрического привода на свободном конце консоли рабочего органа без установки привода на опорах.
8.0. Монтажная схема установки привода, как правило, включает два взаимосвязанных основополагающих действия. Первое - это размещение привода на основание в виде платформы или кронштейна или кронштейна с платформой. Второе - это соединение выходного вала привода с валом рабочего органа для передачи вращения от выходного вала привода валу рабочего органа. В общем виде, такая передача производится по схеме основание - привод - муфта - вал рабочего органа. Приводы в настоящее время выпускаются заодно с редукторами, поэтому в этом случае редуктор может выполнять роль муфты, и тогда передача производится по схеме основание - привод с редуктором - вал рабочего органа. Широкое применение начинают приобретать приводы, управляемые при помощи электроники или компьютеров, с помощью которых можно варьировать скоростью вращения вала привода, а стало быть, и скоростью вала рабочего органа, поэтому все чаще передача производится по схеме основание - привод - муфта - вал рабочего органа.
8.1. Известна монтажная схема установки привода, включающая основание, привод, шкив привода, ременную передачу, шкив вала рабочего органа, вал рабочего органа. При этом в качестве привода используется двигатель вращения - A200L4, позволяющий вращать вал рабочего органа - фрезы - со скоростью 1200 об/мин. Привод установлен на раме в виде основания, которая крепится к фундаменту пола, а крепление привода к раме осуществляется болтовым соединением с обеспечением определенного натяга ремней. См. описание к патенту RU №2368493 от 31.01.2008. Стр.11, 17, 18. Опубл. бюл. №27 от 27.09.2009. Привод вращения фрезы установлен на основании пола и имеет регулировочное приспособление для осуществления натяга ремней между шкивами, расположенными на валу вращения фрезы и выходном валу привода. Поэтому натяг ремней создает дополнительную боковую нагрузку на установочные подшипники вала рабочего органа, которым является фреза и подшипники выступающего вала привода, что приводит их к дополнительному износу и более скорой их замене. Необходимо постоянно регулировать натяг ремней и изготавливать дополнительные устройства по его регулированию. Надо устанавливать корпус привода двигателя вращения рабочего органа на не смещаемом основании. Все это приводит к дополнительным энергетическим, материальным, производственным и т.д. потерям. Препятствует использованию рабочего органа с максимальными скоростями вращения используемого привода. Инерционность монтажной схемы такой установки очевидна, а инерционность ведет к потере оперативного управления процессом обработки, снижению реверсивных свойств.
8.2. Известна, принятая за прототип, монтажная схема установки привода, включающая основание, привод, муфту, вал рабочего органа. При этом в качестве привода используется электродвигатель МЦ2С-63-180-130-Ц-У2, который установлен при помощи болтового соединения на швеллере, на котором установлены и опоры вала рабочего органа с муфтой МН 2096. См. описание к патенту RU №2403148 от 27.02.2009. Стр.14, фиг.1. Опубл. бюл. №31 от 10.11.2010. Рассматриваемая монтажная схема установки привода исключает натяг ремней и не создает из-за них дополнительную боковую нагрузку на установочные подшипники вала рабочего органа и подшипники выступающего вала привода. Но при установке корпуса привода двигателя вращения рабочего органа необходимо соблюдение соосности и при этом использовать муфту, компенсирующую несоблюдение соосности. Для установки привода на швеллере, выполняющем роль основания при помощи болтового соединения, необходимо обеспечить выход этого швеллера наружу за пределы силовых стоек станины и подготовить соответствующие посадочные места для установки привода. Это приводит к дополнительным энергетическим, материальным, производственным и т.д. потерям.
Задачей группы изобретений является адаптация установки к рациональному ее использованию в производственном процессе и по подготовке чурака к гидротермической обработке путем его предварительной оцилиндровки. Одновременно производится упрощение конструкций ее узлов и механизмов и тем самым достижение оптимальных экономических характеристик, адаптация к новому технологическому процессу для получения шпона.
Достигается рациональное использование оборудования и связи между ними в технологической цепочке поступления бревна, получения чурака, оцилиндровка чурака, гидротермическая обработка оцилиндрованного чурака и передача его на линию лущения шпона. При этом линия лущения шпона практически освобождается от производственных отходов и дальнейших действий по сбору и перемещению этих отходов на утилизацию. Эти отходы не участвуют в перемещении их в составе заготовок.
Технический результат группы изобретений заключается в значительном упрощении конструктивных элементов устройства и снижении энергетических затрат, а также снижении себестоимости изготовления и эксплуатации, сокращении времени обработки, оптимизации производственного цикла от поступления фанерного сырья до получения шпона включительно.
Это достигается тем, что установка для получения из чурака цилиндра максимального объема, состоящая из механизма приема, подачи, системы измерения с двумя предварительными измерителями и измерительным узлом, механизма захвата и координации, механизма обработки с фрезой и элементами подсоединения ее к приводу и с элементами монтажа привода, имеет все движущиеся механизмы и узлы, установленные внутри единой конструкции в виде фермы, а механизм приема и подачи снабжен элементом удаления, при этом лапы механизма захвата и координации выполнены симметричными с дополнительным приводом на второй лапе, с симметричным их расположением на валах вращения захватов при помощи установочного отверстия редуктора приводов и рычагов компенсации момента вращения, а механизм обработки с корпусами установки ведущего и ведомого валов фрезы расположен на поперечинах фермы с пластинами, между которыми установлены виброопоры, при этом ведущей вал фрезы через муфту соединен с выступающим валом привода, при установке которого используются рычаги компенсации момента вращения, установленные при помощи отверстий корпуса привода, а фреза механизма обработки выполнена наборной с двухходовой винтовой дискретной режущей частью.
Это достигается тем, что в механизме приема, подачи и удаления, состоящем из двух крюков V-образных призм, установленных на балке и подвешенных на двух параллелограммах, состоящих из параллельно расположенной вспомогательной тяги параллелограмма и основной тяги, шарнирно соединенной с пневмоцилиндрами их перемещения, одна сторона V-образных призм, обращенная к фрезе, имеет вытянутую часть, образуя сверху с этой стороной V-образную призму, перевернутую на 180°, при этом снизу вытянутая часть и прилегающая сторона V-образной призмы имеет контур в виде дуги, а основная тяга параллелограмма имеет выступ, направленный вовнутрь, который свободным концом шарнирным соединением соединен со штоками пневмоцилиндров, которые расположены на нижней перекладине отдельной рамы, установленной со стороны подачи чурака, при этом V-образные призмы со стороны поступления чурака устанавливаются в определенном фиксированном положении таким образом, чтобы место соединения наклонных перекладин располагалось по вертикали под предварительными измерителями системы измерения.
Это достигается тем, что в механизме захвата и координации, состоящем из лап с элементами их крепления, содержащем карданные узлы и с приводом вращения зажатого чурака и гидроцилиндра сжатия лап и косой тяги между ними, гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, каждая лапа состоит из двух прямолинейных отрезков, расположенных под углом и соединенных между собой неразъемным соединением, причем отрезки лапы с втулками на конце устанавливаются параллельно друг другу, а угол сочленения двух отрезков определяется смещением оси карданных узлов вовнутрь, относительно прижимной стороне фланцев захватов, при этом оси карданных узлов расположены в одной плоскости с плоскостью фланцев захватов, которая перпендикулярна оси вращения, при этом на каждый вал вращения через редуктор установлен привод вращения, а сам привод вращения снабжен рычагом, причем на отрезке, установленном под углом одной из лап, имеется выступ, направленный в сторону второй лапы, свободный конец которого шарнирно соединен с тягой и со второй лапой, при этом тяга и выступ расположены под углом друг к другу, и в продолжение осевых линий гидроцилиндра сжатия лап тяги и выступа образуют треугольник, где гидроцилиндр сжатия лап является основанием, а тяга с выступом - сторонами этого треугольника с вершиной в виде тупого угла.
Это достигается тем, что в системе измерения, включающей предварительные измерители, установленные со стороны поступления чурака, с датчиком определения параметров центра захвата и измеритель параметров вращающегося чурака, при этом предварительные измерители включают две V-образные призмы, а измеритель параметров вращающегося чурака состоит из n измерительных рычагов с n чувствительными элементами на конце, расположенными вдоль оси обработки бревна на верхней консольной балке, натяжители в виде пружин расположены на противоположной балке, при этом каждый измерительный рычаг расположен на верхней консольной балке таким образом, чтобы оси шарнирных узлов, выполненные в виде ступенчатого вала, были параллельны оси вращения фрезы, при этом на ступенчатый вал с одной стороны установлен измерительный рычаг с возможностью их совместного вращения вокруг оси ступенчатого вала во втулке, а другой стороны ступенчатого вала установлен датчик углового поворота с муфтой для регистрации изменения угла поворота, предварительные измерители установлены над V-образными призмами, находящимися в крайнем начальном положении, таким образом, чтобы оптический центр измерения приходился на место соединения наклонных стоек V-образных призм, а измерительный узел установлен на верхней консольной балке с помощью узла крепления, состоящего из двух параллельных стоек, разнесенных между собой по оси, параллельной оси вращения фрезы, а между параллельных стоек установлены по две виброопоры, выполненные в виде круглых шайб, при этом крайние датчики углового поворота измерительной линейки имеют измерительные рычаги без выступа, а вместо выступа на концах измерительных рычагов установлены тяги, которые вторым концом соединены с втулками ступенчатых лап.
Это достигается тем, что в механизме обработки, включающем перемещающиеся по определенной программе лапы с вращающимися захватами для установки между ними чурака и расположенную под захватами фрезу с приводом ее вращения и расположен внутри каркаса, при этом установочный узел фрезы включает виброопоры, которые выполнены в виде трех круглых шайб, на которых расположены треугольные пластины с корпусами для ведомого и ведущего валов и внутри которых расположены подшипники качения, фреза расположена на поперечинах с косынками между рамой механизма приема, подачи и удаления и наклонной П-образной рамой механизма захвата и координации, а установочный узел фрезы включает нижние пластины под виброопорами, которые соединены неразъемным соединением с косынками, образуя ребра жесткости, а конец ведущего вала фрезы соединен соосно через муфту с выходным валом привода.
Это достигается тем, что фреза включает вал с упором и расположенными на валу режущими элементами в виде двурезцовых элементарных фрез, зафиксированных от взаимного перемещения относительно друг друга и вала фрезы с двух сторон гайками, при этом двурезцовые элементарные фрезы расположены на полом валу, выполнены сборными и состоят из двух однорезцовых элементарных фрез со смещенными в проекции на торцевую плоскость элементарной фрезы на угол 180° режущими элементами, установленными при помощи установочных элементов на выступе корпуса однорезцовой элементарной фрезы, а между собой двурезцовые элементарные фрезы смещены на угол f3, при этом место перехода выступа на наружный диаметр корпуса выполнено с радиусом R, а вершина угла f1, образующая выступ, находится на прямой, проходящей через вершину угла f1 и центр отверстия корпуса, которая делит его пополам и отстоит от центра на высоту, обеспечивающую в сборе с режущим элементом соответствующую обрабатывающую поверхность, при этом плоскость площадки установки режущего элемента параллельна плоскости, проходящей через центр отверстия корпуса, а угол f2 вместе с углом f3 составляют угол, равный 90°, где
f1 - угол выступа в проекции на торцевую плоскость однорезцовой элементарной фрезы в градусах;
f3 - угол смещения двурезцовых элементарных фрез между собой в градусах;
f2 - угол, равный прямому углу за вычетом угла f3 в градусах.
Это достигается тем, что муфта подсоединения привода к валу рабочего органа представляет собой втулку с установочными элементами и проточкой, щелевым разрезом в плоскости, проходящей через ось симметрии, при этом втулка имеет снаружи ступенчатый цилиндр со сквозным ступенчатым отверстием, при этом проточка выполнена между ступенчатыми отверстиями, а щелевые разрезы выполнены во взаимно перпендикулярных плоскостях от торцов до компенсирующих отверстий, оси которых расположены в этих взаимно перпендикулярных плоскостях, и отстоят от торца на расстоянии 2D и менее соответствующего отверстия, а отверстия под установочные элементы имеют двусторонние установочные площадки, где D - диаметр одного из двух ступенчатых отверстий в мм.
Это достигается тем, что монтажная схема установки привода включает привод, муфту, вал рабочего органа, при этом она дополнительно включает рычаг, один конец которого установлен с использованием установочных отверстий корпуса привода и имеет возможность вращаться вместе с приводом, при этом второй конец рычага с узлом крепления имеет возможность описывать окружность вокруг оси вращения вала с отклонением его в ту или иную сторону от перпендикулярной к оси вращения вала плоскости расположения окружности и прикреплен через амортизатор к любой неподвижной поверхности на ней расположенной, а первый конец рычага закреплен с разных сторон плоскости, в которой находится ось вращения выходного вала, а сам привод установлен на валу рабочего органа с использованием муфты.
На фиг.1 представлен общий вид установки в аксонометрии.
На фиг.2 - вид на установку со стороны поступления чурака.
На фиг.3 - сечение А-А - вертикальное сечение фиг.2 в момент поступления чурака и снятия предварительных данных по определению параметров захвата чурака.
На фиг.4 представлен вид Б фиг.2 на механизм захвата и координации чурака в пространстве.
На фиг.5 представлено сечение В-В фиг.2, рычаг измерительной линейки.
На фиг.6 представлен вид Г фиг.5 сверху на рычаг измерительной линейки.
На фиг.7 - сечение Д-Д фиг.6, крепление датчика поворота к корпусу рычага измерительной линейки.
На фиг.8 представлен вид Е фиг.3 на фрезу с установочными элементами.
На фиг.9 представлен в аксонометрии корпус фрезы в сборе.
На фиг.10 представлена однорезцовая элементарная фреза, а пунктиром показан выступ второй однорезцовой элементарной фрезы, установленной снизу первой.
На фиг.11 представлено сечение Ж-Ж фиг.10 без режущего элемента и элементов крепления.
На фиг.12 представлен общий вид муфты.
На фиг.13 - сечение И-И фиг.12.
На фиг.14 - сечение К-К фиг.12.
На фиг.15 - монтажная схема установки привода.
На фиг.16 представлена установка в момент захвата чурака.
На фиг.17 представлена установка в момент снятия параметров захваченного чурака.
На фиг.18 представлена установка в момент оцилиндровки чурака.
На фиг.19 представлена установка перед удалением оцилиндрованного чурака.
Установка для получения из чурака цилиндра максимального объема состоит из механизма приема, подачи и удаления 1, предварительных измерителей 2 системы измерения, механизма захвата и координации 3 с измерительным узлом 4 системы измерения, механизма обработки 5 с фрезой 6 и муфтой 7 (см. фиг.2) подсоединения ее к приводу 8, включая монтажную схему установки привода (см. фиг.15), а также ската 9.
Все механизмы, узлы и устройства установки, как например, измерительный узел 4 системы измерения с помощью узла крепления 10, расположены на каркасе 11, выполненном в виде ферменной конструкции, суженной в нижней части по ходу перемещения чурака и состоящей из разнообразных вертикальных и наклонных стоек, горизонтальных и наклонных балок, поперечин и перекладин.
Механизм приема, подачи и удаления 1 состоит из двух V-образных призм 12 (см. фиг.2, 3). Призмы 12 установлены на балке 13 с определенным расстоянием между ними. Балка 13 за торцы подвешена к нижним пластинам 14 (см. фиг.3) двух параллелограммов. Каждый параллелограмм состоит из основной тяги 15 и вспомогательной тяги 16, которые расположены параллельно друг другу и шарнирно соединены соответственно с перемещающимися нижними пластинами 14 и неподвижными верхними пластинами 17. Механизм приема, подачи и удаления 1 расположен верхними пластинами 17 с внутренней стороны между двух стоек 18 (см. фиг.2) в верхней части каркаса 11 и установлен на кронштейнах 19 с возможностью регулировки положения балки 13 с V-образными призмами 12 относительно расположения фрезы 6. Одна сторона V-образных призм 12 (см. фиг.3), обращенная к фрезе 6, имеет вытянутую часть 20, образуя с этой стороной V-образную призму, перевернутую на 180°. Снизу, сторона V-образной призмы 12 с вытянутой частью 20 имеет контур в виде дуги 21.
В состав механизма приема, подачи и удаления 1 также входят два пневмоцилиндра 22 перемещения V-образных призм 12. Это перемещение происходит за счет параллелограмма, который через выступ 23 на основной тяге 15 имеет на свободном конце шарнирное соединение 24 со штоком гидроцилиндра 22. Гидроцилиндры 22 перемещения V-образных призм 12 нижним шарнирным соединением 25 установлены на горизонтальной нижней перекладине 26 (см. фиг.2, 17). Перекладина 26 соединена с нижними концами вертикальных стоек 18 (см. фиг.2), а верхние концы вертикальных стоек 18 объединены верхней перекладиной 27, на которой расположены два предварительных измерителя 2, разнесенные на определенное расстояние между собой. Перекладины 26 и 27 вместе с двумя стойками 18 образуют силовую раму для установки механизма приема, подачи и удаления 1 на каркасе 11 со стороны поступления чурака. V-образные призмы 12 расположены под предварительными измерителями 2 и находятся в двух параллельных вертикальных плоскостях, расположенных симметрично относительно вертикальной оси, делящей силовую раму для установки механизма приема, подачи и удаления 1 пополам. При этом при перемещении чурака от приема до захвата V-образные призмы 12 не выходят за пределы этих плоскостей. Механизм приема, подачи и удаления 1 осуществляет прием и подачу чурака, а удаления из зоны обработки производит готового цилиндра.
Механизм захвата и координации 3 чурака в пространстве расположен на перекладине 28 наклонной П-образной рамы, которая наклонными стойками 29 опирается на верхние основания 30 трапецеидальных рам суженной части каркаса 11.
Механизм захвата и координации 3 подвешен на двух кронштейнах 31 (см. фиг.4) карданных узлов 32 к верхней перекладине 28 (см. фиг.3) через установочные кронштейны 33 и состоит из двух согнутых лап 34 (см. фиг.4), на свободных концах которых во втулках 35 с подшипниками (не показаны) расположены валы вращения 36 с захватами 37. Валы вращения 36 с захватами 37 образуют ось вращения 38 захватов 37. Для обеспечения вращения зажатого чурака каждый вал вращения 36 установлен в редуктор приводов вращения 39, а сам привод вращения снабжен рычагом 40 компенсации момента вращения. Ось вращения 38 захватов при обработке бревна постоянно меняется в пространстве, обеспечивая максимальный объем получаемого цилиндра по определенной программе, реализующей зависимость постоянно меняющегося центра цилиндра максимального объема при повороте бревна вокруг оси захватов с установкой ее соответствующему меняющемуся центру цилиндра максимального объема в данный момент обработки. Каждая лапа 34 состоит из двух прямолинейных отрезков, расположенных под углом (в одной плоскости), и они соединены между собой неразъемным соединением. При этом при установке механизма прямолинейные отрезки лап с втулками 33 на конце устанавливаются параллельно друг другу, а угол сочленения двух отрезков определяется смещением оси карданных узлов 32 вовнутрь относительно прижимной стороны фланцев захватов 34 при условии расположения их в одной плоскости, которая перпендикулярна оси вращения 38.
Лапы 34 между собой объединены гидроцилиндром 41 (см. фиг.4) сжатия лап и тягой 42 с выступом 43 на одной из лап, в нашем случае, на левой лапе. При этом тяга 42 и выступ 43 расположены под углом друг к другу, и в продолжение осевых линий гидроцилиндра 41 сжатия лап, тяги 42 и выступа 43 образуют треугольник, где гидроцилиндр 41 сжатия лап является основанием, а тяга 42 с выступом 43 - сторонами этого треугольника с вершиной в виде тупого угла. Причем установка гидроцилиндра 41 сжатия лап 34 производится таким образом, чтобы осевая линия гидроцилиндра 41 была в момент сжатия лап параллельна оси вращения 38 захватов 37. Размеры и углы соединения выбираются в зависимости от длины обрабатываемого чурака и должны удовлетворять при захвате чурака лапами 34 следующим условиям: 1) перемещение захватов 37 вдоль оси вращения 38 должно быть равномерным и синхронным; 2) захват чурака производится при расположении осевых линий шипов 44 захватов 37 параллельно оси вращения 38. Оси карданных узлов расположены в одной плоскости с плоскостью фланцев захватов 37 и которая перпендикулярна оси вращения 38 в момент сжатия лап. Лапы 34 снизу оснащены гидроцилиндрами 45 подъема лап (см. фиг.3), которые установлены на перекладине 46 (см. фиг.2), расположенной между основаниями 30 (см. фиг.3) каркаса 11.
Система измерения включает предварительные измерители 2, установленные над V-образными призмами с определенной ориентацией, и измерительный узел 4. Предварительные измерители 2, установленные со стороны поступления чурака, датчиками 47 (см. фиг.17) определяют параметры центра захвата, а измерительный узел 4 определяет параметры вращающегося чурака и расположен на верхней перекладине 28 наклонной П-образной рамы с наклонными стойками 29 с помощью узла крепления 10 и расположен вовнутрь каркаса 11.
Измерительный узел 4 состоит из n измерительных рычагов 48, концы которых находятся в подвешенном состоянии за счет пружин 49. Длина измерительных рычагов 48 и установка их на верхней поперечине 28 рассчитана таким образом, чтобы дуга, которую описывает радиус от оси вращения 38 (см. фиг.4) захватов 37 до оси шарниров карданных узлов 32 при перемещении лап 34 с зажатым чураком, проходила через центр выступа 50, выполняющего роль чувствительного элемента и расположенного на конце рычагов 48. Измерительный узел 4 содержит установочные элементы в виде двух параллельных стоек 51 и 52 (см. фиг.5), разнесенных между собой по оси параллельной оси чурака. Между параллельных стоек 51 и 52 установлены по две виброопоры 53, которые выполнены в виде круглых шайб. Стойки 52 объединены поперечиной 54 с прокладками 55 для крепления корпуса 56 (см. фиг.6) шарнирного узла 57 (см. фиг.5) крепления измерительного рычага 48. Внутри корпуса 56 (см. фиг.6) расположен ступенчатый вал 58. При этом на ступенчатый вал 58 с одной стороны установлен измерительный рычаг 48 с возможностью их совместного вращения вокруг оси ступенчатого вала 58 в подшипниках 59. С другой стороны ступенчатого вала 58 установлен датчик углового поворота 60 с муфтой 61 для регистрации изменения угла поворота. Таким образом, поперечина 54 с установленными на ней элементами называется измерительной линейкой. Крайние датчики углового поворота 60 измерительной линейки имеют измерительные рычаги 48 без выступа 50, и вместо выступа 50 на концах измерительных рычагов установлены тяги 62 (см. фиг.16), которые вторым концом соединены с втулками 35 лап 34. Крайние датчики углового поворота 60 измерительной линейки контролируют расположение оси 38, соответствующее меняющемуся центру цилиндра максимального объема в данный момент обработки для каждой лапы 34.
Механизм обработки чурака расположен внутри каркаса 11 и включает перемещающиеся по определенной программе лапы 34 с вращающимися захватами 37 для установки между ними чурака и расположенную под захватами фрезу 6 с муфтой 7 и приводом 8 ее вращения.
Фреза 6 расположена на поперечинах 63 с косынками 64 (см. фиг.3, 8), между рамой механизма приема, подачи и удалении 1 и наклонной П-образной рамой механизма захвата и координации 3. Установочный узел фрезы 6 включает виброопоры 65, которые выполнены в виде трех круглых шайб, расположенных между треугольными пластинами 66 и 67. Нижние пластины 67 соединены неразъемным соединением с косынками 64, образуя ребра жесткости. На верхних пластинах 66 установлены корпусы 68 и 69 для ведомого 70 и ведущего 71 валов соответственно с подшипниками качения 72 и 73. Конец ведущего вала 71 фрезы 6 выполнен удлиненным и соединен через муфту 7 с выходным валом 74 привода 8. От перемещения фрезы 6 вдоль оси вращения предусмотрена установка стопорного кольца 75 на ведомом валу 70.
Обрабатывающая часть фрезы 6 является сборной и состоит из набора съемных двурезцовых элементарных фрез 76 (см. фиг.9, 10), установленных на полом валу 77, расположенном между концевым ведомым валом 70 и концевым ведущим валом 71, который по сути является выходным валом рабочего органа.
Двурезцовая элементарная фреза 76 является сборной из двух одинаковых однорезцовых элементарных фрез, состоящих из корпуса 78 (см. фиг.8, 9) в виде кольца с наружным выступом 79 по всей ширине Н (см. фиг.11), кольца в виде острого угла f1 в сечении и с радиусом R в месте перехода выступа 79 на наружный диаметр корпуса 78. Причем вершина угла f1, образующего выступ 79, находится на прямой 80, проходящей через вершину угла f1 и центр окружности кольца корпуса 78, которая делит его пополам. При этом центры окружности кольца корпуса 78, оси вращения вала 77 и оси вращения фрезы 6 совпадают. При этом на площадке 81 одной из сторон выступа 79 сделано два отверстия, оси 82 которых перпендикулярны плоскости этой площадки и поэтому эта сторона выступа 79 предназначена для установки режущего элемента 83 при помощи элементов крепления 84. Поэтому режущая кромка режущего элемента 83 находится в плоскости площадки 81 и выступает за пределы вершины угла f1 выступа 79. Вращение фрезы 6 в этом случае будет против часовой стрелки, если смотреть на фрезу со стороны привода (см. фиг.8). Если однорезцовую элементарную фрезу развернуть на 180° относительно вертикальной оси (см. фиг.10), то вращение фрезы 6 в этом случае будет по часовой стрелке, если смотреть на фрезу со стороны привода 8. На торце кольца корпуса 78 имеются четыре сквозных ступенчатых отверстия 85 и одно резьбовое отверстие 86. Резьбовое отверстие 86 расположено посередине ширины Н (см. фиг.11) кольца корпуса 78 вдоль оси, перпендикулярной плоскости площадки 81 (см. фиг.10) и проходящей через центр окружности кольца корпуса 78. Оси четырех сквозных ступенчатых отверстий 85 расположены по среднему диаметру окружности толщины кольца корпуса 78 и параллельны оси центра окружности кольца корпуса 78. Ступенчатые отверстия 85 расположены попарно на диаметрально противоположных сторонах торца. Одна пара диаметрально расположенных отверстий смещена на угол f2 от прямой 80, проходящей через вершину угла f1 и центр окружности кольца корпуса 78, а вторая пара диаметрально расположенных отверстий смещена на угол f2+f3 от этой прямой 80. При этом углы f2+f3 подобраны таким образом, чтобы при повороте однорезцовой элементарной фрезы, лежащей на другой на 180° вокруг оси отверстия (см. фиг.10) кольца корпуса 78, оси всех четырех сквозных ступенчатых отверстий 85 совпадали. На фигуре 10 пунктиром показан выступ 79 однорезцовой элементарной фрезы, находящейся под изображенной первой однорезцовой элементарной фрезы. Если теперь в отверстия однорезцовой элементарной фрезы установить четыре штифта 87, а затем сверху насадить на все четыре отверстия верхней однорезцовой элементарной фрезы, то получится двурезцовая элементарная фреза 76. Таким образом, двурезцовая элементарная фреза 76 состоит из двух однорезцовых элементарных фрез, между которыми установлены четыре штифта 87. При этом внешние торцы двурезцовой элементарной фрезы 76 будут иметь с двух сторон свободные сквозные ступенчатые отверстия 85. Эти свободные отверстия используют для стыковки между собой двурезцовых элементарных фрез 76, образуя на общей длине режущей части фрезы двухходовую дискретную винтовую линию. Двурезцовые элементарные фрезы 76 на валу 77 с двух сторон крепятся накидной гайкой 88. Получилась многорезцовая наборная фреза.
Муфта 7 (см. фиг.12) представляет собой втулку в виде ступенчатого цилиндра со сквозным ступенчатым отверстием, с одной стороны которого выполнено отверстие 89 для выходного вала 74 привода 8, а с другой - отверстие 90 для вала рабочего органа. Эти отверстия разделены проточкой 91 диаметром, превышающим наибольший диаметр отверстия, в данном случае, принадлежащего валу рабочего органа 71. Вдоль оси цилиндра с двух сторон имеются сквозные щелевые прорези 92 и 93, сделанные от торцов до компенсационных отверстий 94 и 95 соответственно. Эти отверстия компенсируют концентраторы напряжений, создаваемые прорезями. Щелевые прорези 92 и 93 с отверстиями 94 и 95 находятся во взаимно перпендикулярных плоскостях, проходящих через одну общую ось отверстий 89 и 90, и симметричны относительно ее. Наружная поверхность цилиндра является ступенчатой, и наибольший ее диаметр соответствует наибольшему диаметру ступенчатого отверстия 90 для размещения вала рабочего органа. Наружная поверхность цилиндра меньшего диаметра соответствует меньшему диаметру ступенчатого отверстия 89 для размещения выходного вала 74 привода 8. Переход от наибольшего диаметра к меньшему диаметру наружных поверхностей выполнен по радиусу R. Оси компенсационных отверстий 95 совпадают с осевой линией прорези 92 и 93, и размещены в этих взаимно перпендикулярных плоскостях, и отстоят от торца на расстоянии 2D, и менее, но не более 10% от 2D соответствующего отверстия, где D - диаметр одного из двух ступенчатых отверстий либо отверстие 89, либо отверстие 90. Если расстояние 2D уменьшить более чем 10%, то не будет достигнута необходимая сила сцепления муфты с валом. В случае наличия у выходного вала 74 привода 8 шпоночного паза на меньшем внутреннем диаметре отверстия 89 делается ответный шпоночный паз 96 (см. фиг.14). Муфта подсоединения привода к валу рабочего органа представляет втулку с расчетными размерами длины и толщины.
С двух сторон по краям муфты имеются отверстия 97 для элементов крепления муфты на выходном валу привода и валу рабочего органа. Эти отверстия 97 имеют на конце установочные площадки 98 и 99 за счет врезок 100 и 101 на поверхности цилиндрических частей муфты 7. Отверстия 97 расположены перпендикулярно плоскости щелевых прорезей 92 и 93, а установочные площадки 98 и 99 расположены параллельно щелевым прорезям 92 и 93. Для удобства монтажа и облегчения муфты с двух сторон симметрично на поверхности наибольшего диаметра цилиндрической поверхности муфты 7 сделаны лыски 102.
Схема установки привода 8 (см. фиг.15) включает сам привод, выходной вал 74 привода, муфту 7, вал рабочего органа 71, рычаг 103 с узлом крепления 104, установленным в любой точке окружности 105, описываемой осью 106 вокруг оси вращения выходного вала 74 привода. При этом ось вращения выходного вала 74 совпадает с осью вала рабочего органа 71 и перпендикулярна плоскости, в которой расположена окружность 105, а радиус этой окружности равен Нр. Между осью 106 узла крепления 104 и вращающимся при установке привода концом рычага 103 устанавливают компенсационную втулку, изготовленную, например, из резины (на фиг.11 отдельной позицией не обозначена). Рычаг 103 может отклоняться от перпендикулярной плоскости расположения окружности 105 в ту или иную сторону.
Установка для получения из чурака цилиндра максимального объема, ее каркас 11, рамы, перекладины и стойки механизмов изготавливаются с максимальным использованием прямоугольных труб, которые соединяются по возможности сваркой. Расположение деталей каркаса и механизмов от поступления чурака до выхода цилиндра сделано таким образом, чтобы перемещению чурака от укладки его до удаления готового цилиндра ничего не препятствовало, а ось обрабатываемого чурака менялась только в пределах определенной системы измерения эксцентриситета. При этом установка в целом для обработки чурака диаметром до ⌀=700.0 мм и длиной 1650 мм имеет следующие габариты: по длине вдоль линии движения чурка 2200 мм, при этом перемещение чурака от установки на V-образные призмы 12 до удаления готового цилиндра осуществляется в пределах горизонтальной линии его передвижения менее одного метра; шириной 2890 мм и высотой 2500 мм от основания 30, если основание 30 установить в одной горизонтальной плоскости с перекладиной 46. На фигурах 1, 2 и 3 каркас 11 изображен установленным на подставках, которые с основанием 30 имеют вид трапеций. Каркас 11 может быть изготовлен и без подставок, как это показано на фиг.16, 17, 18 и 19. Конструкция такой установки легко собирается и имеет много уже готовых покупных узлов. Так механизм приема, подачи и удаления 1 в своем составе имеет гидроцилиндры 22, такие как ГЦ-16-1-2/2-50-32.000-15.500. Перемещающиеся нижние пластины 14, неподвижные верхние пластины 17 и V-образные призмы изготовлены из листовой стали с помощью лазера, с последующей обработкой.
При изготовлении механизма захвата и координации 3 использовались карданные узлы 32 от КАМАЗа, а для приводов вращения 39 захватов применяется мотор-редуктор SEW Eurodrive КА 57D T80N4/TF/VR/EV1A. Для гидроцилиндра 41 сжатия лап был подобран гидроцилиндр 1-100×160 ОСТ2 Г29-1-77 ЛАЗ, а для гидроцилиндра 45 подъема лап - гидроцилиндр Ц63.32.690. Лапы 34 с выступом 43 изготавливались из прямоугольного профиля 120×120 мм. При изготовлении системы измерения в качестве датчиков 47 предварительных измерителей 2 были выбраны ультразвуковые датчики ХХ930.А1А2М12 Shneider eltctric, а для датчиков углового поворота 60 измерительного узла 4 использовались датчики углового перемещения Fraba OCD-DPB1B-00-13-S-10-0-OCC. При изготовлении механизмом обработки в качестве привода 8 вращения фрезы 6 был использован электродвигатель - A200L2, у которого выступающий вал является выступающим валом ротора.
Установка обработки мерных бревен для получения цилиндра максимального объема и его основные механизмы с системой измерения работают следующим образом. Чурак из накопителя (не показан) подается на две V-образные призмы 12 в плоскости расположения сверху датчиков 47 предварительных измерителей 2 системы измерения. Эти две плоскости, расположенные вдоль линии перемещения чурака, определяются, как вертикальные плоскости, проходящие через вертикальные линии центра ультразвуковых датчиков 47 предварительных измерителей 2 и центр нижней точки внутри V-образных призм, установленных на балке 13. Линия перемещения чурака совпадает со стрелкой Е, изображенной на фиг.3, а вертикальная линия соответствует ее пунктирному изображению на фиг.3, 17 и 18. Это расположение механизма приема, подачи и удаления 1 является начальным для его работы и работы системы измерения. При этом расположении с помощью датчиков 47 определяют центральные точки на торцах чурака для определения оси захвата и проведения захвата бревна по этой оси. После снятия показаний предварительных измерителей подается сигнал на гидроцилиндр 22, шток которого выдвигаясь воздействует на шарнирное соединение 23 и перемещает выступ 24 и V-образные призмы 12 с лежащим на них чураком. Таким образом, чурак механизмом приема, подачи и удаления 1 перемещается в зону расположения механизма захвата и координации. Так как основные тяги 15 и вспомогательные тяги 16 в соединении с перемещающимися нижними пластинами 14 и неподвижными верхними пластинами 17 образуют параллелограмм, то это позволяет перемещать чурак в пространстве без изменения его координат относительно V-образных призм 12, его перемещающих. А так как место соединения их на верхних треугольных пластинах 17 установлено в горизонтальной плоскости без права перемещения, то параллельная им сторона нижних треугольных пластин 14 будет, при угловом перемещении выступа 24, постоянно находиться в плоскости соединения их на верхних треугольных пластинах 14. Поэтому все координаты чурака, установившиеся при расположении его на V-образных призмах 12, при перемещении их будут иметь изменения, равные изменению любой точки бревна. Это обстоятельство позволяет при перемещении чурака в зону захвата произвести захват его по оси захвата, определенной предварительными измерителями 2 системы измерения.
При перемещении чурака в зону захвата данные по оси захвата, определенной предварительными измерителями 2, поступают на органы управления механизма захвата и координации 3, и начинается работа механизма захвата и координации 3. При движении чурака в место захвата одновременно лапы 34 как правая, так и левая при помощи гидроцилиндров 45 подъема лап (см. фиг.3) перемещаются в зону захвата и устанавливают захваты 37 с двух сторон напротив торцов чурака, расположенного на V-образных призмах 12 в расчетном положении. При этом оси вращения захватов 47 и соответственно оси валов вращения 36 выставляются таким образом, чтобы эти оси и ось, которая была определена предварительными измерителями 2, как центр захвата чурака для левого и правого торцов совпадали. При их совпадении гидроцилиндр 41 сжатия лап сжимает лапы, фиксируя это совпадение. Шипы 44 с двух сторон входят в тело чурака и он оказывается зажатым за торцы между лап. Лапы 34 приподнимают бревно при помощи гидроцилиндров 45 подъема лап, и механизм захвата, приема и удаления 1 без чурака перемещается в исходное положение приема следующего чурака. В это время механизм захвата и координации 3 поднимает чурак далее вверх без изменения взаимного расположения левого и правого центров захвата до касания чурака с чувствительными элементами 50 измерительного узла 4, приподнимая измерительные рычаги 48, растягивая пружины 49 до тех пор, пока чурак не коснется всех чувствительных элементов измерительной линейки. Измерительный узел 4 системы измерения определяет характер рельефа поверхности чурака с помощью измерительной линейки. Это происходит следующим образом. Включается привод вращения бревна 39, и чурак, зажатый между лап, делает один оборот вокруг оси, определенной предварительными измерителями 2 системы измерения. В это время измерительные рычаги 48, в нашем случае их семь, при вращении чурака поворачивают ступенчатый вал 58 вокруг своей оси шарнирного узла 57 в ту или иную сторону в зависимости от характера рельефа поверхности чурака. Датчик углового поворота 60 системы измерения регистрирует характер изменения угла поворота муфты 61 и отправляет их в компьютер для определения характера рельефа поверхности чурака, и на основе этих данных компьютер определяет цилиндр максимального диаметра, который можно получить из этого чурака, а значит, и образующую цилиндра максимального диаметра. Ось этого цилиндра, в общем случае, не совпадает с осью, определенной предварительными измерителями 2 системы измерения. Поэтому компьютером разрабатывается программа установки чурака таким образом, чтобы в момент обработки его чурак располагался напротив вращающейся на неподвижной опоре фрезы образующей, принадлежащей цилиндру максимального диаметра, а значит, и максимального объема. При изготовлении механизма захвата и координации 3 использовался принцип симметричности. Так лапы 34 стали одинаковыми по весу и по конструкции с начальным расположением в одной плоскости. Аналогично пытались использовать этот принцип при расположении остальных составляющих конструкции механизма захвата и координации 3.
Работа механизма захвата и координации 3 чурака в режиме его обработки заключается в синхронном перемещении центра захвата каждой лапы в центр, соответствующий центру цилиндра максимального объема, за счет перемещения лап. Поэтому чурак опускается в зону резания и со скоростью резания, соответствующей скорости резания и глубине резания, установленной для данной фрезы, начинает вращение чурака вокруг оси захватов 38 с одновременным перемещением лап в пространстве, удерживая линию реза на образующей максимально вписанного цилиндра. Таким образом, при постоянном вращении бревна вокруг оси захватов, сама ось захватов постоянно перемещается в пространстве все 360°, пока не придет в исходное нулевое положение. Если за пределами цилиндра максимального объема имеется локальная выступающая часть чурака, имеющая значительные размеры, не позволяющие фрезе срезать ее за один проход, то в этом случае обработка чурака происходит за m оборотов вращения чурака, где m=1, 2, 3, 4 и т.д. - количество оборотов чурака, кратное 360°. При этом таких выступающих частей может быть несколько, и каждый оборот сопровождается синхронным перемещением центра захвата каждой лапы в центр, соответствующий центру большего цилиндра, подобного цилиндру максимального объема. Таким образом, происходит координация чурака в разные моменты обработки.
Сама обработка осуществляется механизмом обработки, куда входит фреза, которая является рабочим органом, и от ее свойств зависит качество и время превращения чурака в цилиндр. На свойства рабочего органа влияет, в значительной мере, правильно подобранный привод с упрощенной монтажной схемой его установки, а также устройства, и в частности, муфты, передающие энергетическую мощность привода рабочему органу. Поэтому качество работы механизма обработки в значительной степени влияет на качество работы всей установки. Обрабатывающая часть фрезы 6 по длине превышает длину чурака, а полый вал 77 имеет внешний диаметр трубы ⌀=140.0 мм с концевыми цельными ведущими валами диаметром ⌀=70.0 мм. Оба вала в месте их соединения с валом 77 имеют ступенчатый участок диаметром ⌀=110.0 мм, на котором нарезана разнонаправленная резьба: правая и левая для установки и фиксации набора двурезцовых элементарных фрез 76 посредством двух накидных гаек 88 с соответствующей резьбой. Режущий элемент 83 выполнен с двухсторонней заточкой и устанавливается на площадке 81 выступа 79 при помощи прямоугольной прижимной планки 107 с двумя отверстиями под установку элементов крепления 84
Корпус 78 элементарной фрезы вырезается при помощи лазера из листа стали марки Ст.45 с допуском на финишную обработку и для получения корпуса 78 шириной Н=47,5 мм с внутренним отверстием, равным внешнему диаметру трубы ⌀=140.0 мм полого вала 77. Наружный диаметр корпуса 78 составляет диаметр ⌀=170.0 мм с радиусом R=10.0 мм в месте перехода выступа 79 на наружный диаметр корпуса 78 и углом f1=56°. Вершина угла f1, образующего выступ 79, находится на прямой 80, проходящей через вершину угла f1 и центр отверстия корпуса 78, которая делит его пополам. При этом центры окружности кольца корпуса 78, оси вращения вала 77 и оси вращения фрезы 6 совпадают. На торце кольца корпуса 78 имеются четыре сквозных ступенчатых отверстия 85 и одно резьбовое отверстие 86. Ступенчатые отверстия 85 по середине ширины корпуса 78 имеют отверстие диаметром ⌀=8.0 мм, а по краям диаметром ⌀=10.0 мм и глубиной 10.0 мм для установки штифта диаметром ⌀=10.0 мм и длиной 20.0 мм. Отверстие 86 имеет резьбу М12. Располагаются оси этих отверстий относительно выступа, а точнее прямой 80 в сторону вращения фрезы следующим образом: сначала идут диаметрально расположенные отверстия 85, смещенные на угол f2, затем вторая пара диаметрально расположенных отверстий 85, смещенных на угол f2+f3, при этом угол f3 принят за угол f3=50°. Затем стопорное отверстие 86, смещенное на угол f2+f3+f4, при этом угол f4 принят за угол f4=22°. При этом площадка 81, противоположная вращению, в нашем случае расположенная справа под прямой 80 выступа 79, должна находиться в вертикальной плоскости, и, естественно, должна быть параллельна вертикальной плоскости, проходящей через центр вращения внутреннего диаметра отверстия корпуса 78 по всей ширине корпуса. Выполнение этого условия позволяет вычислить все углы, расположенные между пересеченными диаметральными линиями на фиг.10. Этой плоскости должны быть перпендикулярны осевая линия 82 отверстий выступа и ось отверстия 86, обязательно проходящая через центр вращения.
Фреза 6 собирается следующим образом. На полый вал 77 с концевым ведомым валом 70 и концевым ведущим валом 71, собранными неразъемным соединением, так чтобы их оси совпадали, с одного конца наворачивают накидную гайку 88, которая служит упором. В нашем случае удобно рассматривать процесс сборки фрезы, когда первую накидную гайку закручивают со стороны концевого ведомого вала. Хотя технологичнее делать наоборот, т.к. концевой ведомый вал короче. Но для наглядности удобнее, когда двурезцовые элементарные фрезы 76 устанавливаются одна на другую, как они расположены на фиг.10. Затем со свободного конца полого вала задвигают до упора в накидную гайку 88 первую двурезцовую элементарную фрезу 76 с двумя штифтами, вставленными в диаметрально расположенные отверстия, смещенные на угол f2+f3. Затем задвигают до упора в первую вторую двурезцовую элементарную фрезу 76 и насаживают ее на выступающие штифты отверстиями, смещенными на угол f2. Так мы соединили первую и вторую двурезцовую элементарную фрезу. Затем во вторую двурезцовую элементарную фрезу вставляют штифты в диаметрально расположенные отверстия, смещенные на угол f2+f3. Затем задвигают до упора во вторую третью двурезцовую элементарную фрезу 76 и насаживают ее на выступающие штифты отверстиями, смещенными на угол f2. Таким образом, были соединены три двурезцовые элементарные фрезы. Затем в третью двурезцовую элементарную фрезу вставляют штифты в диаметрально расположенные отверстия, смещенные на угол f2+f3. Затем задвигают до упора в третью четвертую двурезцовую элементарную фрезу 76 и насаживают ее на выступающие штифты отверстиями, смещенными на угол f2 и т.д. Можно было, например, в четвертую двурезцовую элементарную фрезу 76 заранее вставить сверху штифты в диаметрально расположенные отверстия, смещенные на угол f2+f3. В этом случае, установку штифтов можно производить на отдельном рабочем месте, что гораздо удобнее. Ради простоты понимания нами выделена установка штифтов после установки их на предыдущие двурезцовые элементарные фрезы. Каждый раз, при последующей установке двурезцовых элементарных фрез, их прямая 80 с выступами 79 и режущими элементами 83 поворачивалась на угол f3=50°, а это значит, что режущие кромки режущих элементов 83 с двух сторон не совпадали по их расположению на валу в течение тридцати шести штук двурезцовых элементарных фрез 76. Другими словами, при вращении фрезы семьдесят режущих кромок режущих элементов 83 не располагаются на одной линии реза параллельной оси вращения. Легко подсчитать какова длина фрезы, при которой две режущие кромки режущих элементов 83 располагаются на одной линии реза параллельной оси вращения. Таким образом, на общей длине режущей части фрезы получаем двухходовую дискретную винтовую линию, при этом угол f3 определяет шаг винтовой линии. В нашем случае устанавливается 18 двурезцовых элементарных фрез 76, которые сжимают второй накидной гайкой 88, и длина обрабатывающей части фрезы получается 1710 мм.
Муфта 7 (см. фиг.12) вытачивается из прутка стали марки Ст.45 желательно за одну установку. Ступенчатый цилиндр имеет длину 275.0 мм и наружный диаметр ⌀138.0 мм с внутренним отверстием 90 диаметром ⌀70.0 мм на длину 150.0 мм для вала рабочего органа. С другой стороны делается проточка по наружному диаметру ⌀138.0 мм до получения наружного диаметра ⌀122.0 мм на длине 118.0 мм с радиусом перехода на наружный диаметр ⌀136.0 мм, равным 7.0 мм. Внутри полученного диаметра просверливается отверстие 89 диаметром ⌀55.0 мм для выходного вала 74 привода 8, и между внутренними отверстиями делается проточка 91 диаметром ⌀75.0 мм шириной 5.0 мм. Затем просверливают цилиндр насквозь, делая компенсационные отверстия 94 и 95 диаметром ⌀20.0 мм во взаимно перпендикулярных плоскостях, и между торцами и компенсационными отверстиями делают щелевые прорези 92 и 93. Оси компенсационных отверстий 94 и 95 совпадают с осевой линией прорези 92 и 93, и размещены в этих взаимно перпендикулярных плоскостях, и отстоят от торца отверстия 89 на расстоянии 100.0 мм, а от торца отверстия 90 на расстояние 140.0 мм. Затем с каждой стороны просверливают отверстия по четыре отверстия 97 диаметром ⌀17.0 мм с формированием посадочного места 98 и 99 для установки элементов крепления. Затем делают лыски 102, фрезеруя боковые стороны под размер 122.0 мм. Получилась муфта подсоединения привода 8 к валу рабочего органа в виде втулки с расчетными размерами ее длины и толщины, обеспечивающими надежность ее работы.
Схема установки привода реализуется следующим образом. На выступающий конец вала рабочего органа 71 насаживается муфта 7 отверстием 90 до упора, образованного проточкой 91 с отверстием 89 под выходной вал 74 привода 8. В четыре отверстия 97, разделенные сквозной щелевой прорезью 93 (см. фиг.13), устанавливаются болты с опорой головки на установочную площадку 99. Конец болта выступает за пределы установочной площадки 99, расположенной с другой стороны сквозного отверстия, на который устанавливают контршайбу и навинчивают гайку. При этом, если, как показано на фиг 13, головки двух болтов установлены сверху слева, то снизу головки двух других болтов устанавливают справа. Затем равномерно и с определенным усилием заворачивают гайки, уменьшая зазор щелевой прорези 93 как сверху, так и снизу. Затем в отверстие 89 устанавливают конец выходного вала 74 привода 8, продвигая его до упора в торец вала рабочего органа 71. Так как привод 8 имеет достаточно большой вес, то эта операция производится при помощи специального приспособления, которым выставляется ось вращения выходного вала 74 на одной прямой с осью вращения фрезы и осью отверстия 89, и затем вал 74 задвигается в это отверстие 89. Потом в четыре отверстия 97, разделенные сквозной щелевой прорезью 92 (см. фиг.14), устанавливаются болты с опорой головки на установочную площадку 98, и производят затяжку соединения аналогично предыдущей. Убирают специальное приспособление, освобождая тем самым корпус привода от опоры. При этом привод 8 удерживается за вал 74 муфтой 7 в подвешенном состоянии, без какого-либо дополнительного крепления привода 8. Затем к опорной поверхности корпуса привода вместо основания устанавливается рычаг 103. Обычно корпус привода имеет четыре установочных отверстия для крепления его на неподвижном основании какой-либо рамы или кронштейна. Но так как в предложенной схеме отсутствует крепление на неподвижном основании, то рычаг 103 достаточно присоединить к корпусу привода, используя два установочных отверстия, но при этом оси их желательно располагать с разных сторон плоскости, в которой находится ось вращения выходного вала. Свободный конец рычага 103 имеет окончание в виде цилиндра, ось которого перпендикулярна рычагу 103. Цилиндр делается из отрезка трубы подходящего диаметра и, например, при помощи сварки соединяется с рычагом 103. В отверстие цилиндра вставляется втулка, сделанная из, например, резины, с отверстием для установки в нем оси 106. Ось делается из отрезка прутка и является частью узла крепления 104 рычага 103 на подходящей неподвижной части любой части конструкции. Для определения такого места достаточно взяться за свободный конец рычага 103 и начать его вращать по окружности 105. Одновременно с рычагом 103 будет вращаться и привод 8 вокруг оси выходного вала 74. Если в этом случае не будет найдено подходящего места для крепления рычага 103, то рычаг 103 можно отсоединить от одной точки его крепления к корпусу привода. Вторую точку крепления ослабить и отклонить от перпендикулярной плоскости расположения окружности 105 в ту или иную сторону и установить узел крепления 104 на подходящем месте, и закрепить рычаг 103 на корпусе привода.
Таким образом, механизм обработки 5 чурака полностью готов к работе. Чурак в захватах 37 при помощи лап 34 гидроцилиндрами 45 опускается в зону обработки (см. фиг.18). Запускается привод, и вращающий момент через муфту 7 передается на ведущий вал 71, заставляя фрезу 6 вращаться вокруг своей оси. В нашем случае фреза 6 вращается против часовой стрелки, а чурак в захватах 37 может вращаться за счет приводов 39 в любую сторону, т.к. скорость вращения чурака несравнимо мала по сравнению со скоростью вращения фрезы 6. Скорость вращения фрезы может достигать скорости 3000 об/мин. При этом из свойств предлагаемой фрезы известно, что даже если обрабатывать чурак, уже имеющий цилиндрическую поверхность, то, медленно поворачивая фрезу вокруг своей оси, заметим, что только одна первая режущая кромка режущего элемента 83 шириной 50.0 мм коснется цилиндрической поверхности чурака, потом следующая и т.д. Обработка будет идти по принципу двухходовой резьбы, смещенной относительно друг друга на 180°. При этом на всей длине этого цилиндра ни одна режущая кромка режущего элемента 83 ни разу не встанет в одну линию реза, параллельную оси вращения цилиндра с любой другой режущей кромкой режущего элемента 83. Т.е. обработка будет вестись дискретно, шириной 50.0 мм по принципу двухходовой резьбы. При такой обработке чурака стружка (на фиг.19 показана несколькими пунктирными линиями) летит в свободное пространство вниз и в сторону поступления чурака, где ее легко собрать и отправить на переработку. Таким образом стружка освобождается от намокания при гидравлической обработке и от непроизводительного перемещения ее к лущильному станку и обратно.
При обработке, как уже отмечалось, будет проходить координация чурака в пространстве в соответствии с компьютерной программой до получения цилиндра максимального объема. А в это время после захвата первого чурака механизмом захвата и координации 3, когда проходил замер параметров чурака системой измерения и чурак превращался в цилиндр механизмом обработки 5, механизм приема, подачи и удаления 1 вернулся на исходную позицию и принял второй чурак. Затем система измерений произвела определение оси захватов и механизм приема, подачи и удаления 1 и начала перемещение второго чурака к зоне обработки. В это время первый цилиндр максимального объема приподнимается при помощи механизма захвата и координации 3 над остановленной фрезой. Вытянутая часть 20 механизма приема, подачи и удаления 1 со вторым чураком на V-образных призмах 12 (см. фиг.19) располагается под первым цилиндром максимального объема и касается его. Лапы 34 разжимаются, отпуская готовый первый цилиндр максимального объема, и он далее скатывается по скату 9 или подхватывается другим устройством для поступления в накопитель. Захваты 37 располагаются в соответствии с данными второго чурака, который доставляется к месту захвата. Производится захват второго чурака и процесс работы устройства повторяется.
Таким образом, получилась установка, адаптированная к рациональному ее использованию в производственном процессе и по подготовке чурака к гидротермической обработке путем его предварительной оцилиндровки. Одновременно произведено усовершенствование и упрощение конструкции устройства как в целом, так и отдельных узлов и механизмов с достижением оптимальных экономических характеристик.
Достигнуто рациональное использование оборудования, усовершенствованы связи между механизмами в технологической цепочке обработки чурака. При этом линия лущения шпона практически освобождается от производственных отходов и дальнейших действий по сбору и перемещению этих отходов к утилизации, а бассейн гидротермической обработки - от загрязнения поверхностным слоем древесины. Улучшаются условия труда и повышается производительность.
Происходит снижение энергетических затрат, а также снижение себестоимости изготовления и эксплуатации, сокращение времени обработки.
Сокращается длительность производственного цикла и повышается его качество и качество конечного продукта. Почти все механизмы и узлы устройства наделены дополнительными функциями, которые ранее осуществляли отдельные самостоятельные узлы и механизмы и от которых избавились в предлагаемой установке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА И ПЕРЕНОСА ЦИЛИНДРА | 2011 |
|
RU2465130C1 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| СПОСОБ ПОДГОТОВКИ ФАНЕРНОГО СЫРЬЯ ПЕРЕД ЛУЩЕНИЕМ | 2008 |
|
RU2394677C2 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| ДВУРЕЗЦОВАЯ ЭЛЕМЕНТАРНАЯ ФРЕЗА | 2010 |
|
RU2465127C2 |
| УСТАНОВКА ДЛЯ ЛУЩЕНИЯ ШПОНА | 2012 |
|
RU2469844C1 |
| ЛУЩИЛЬНЫЙ СТАНОК | 1995 |
|
RU2084336C1 |
| Линия производства спичечной соломки | 1986 |
|
SU1371961A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2307025C1 |
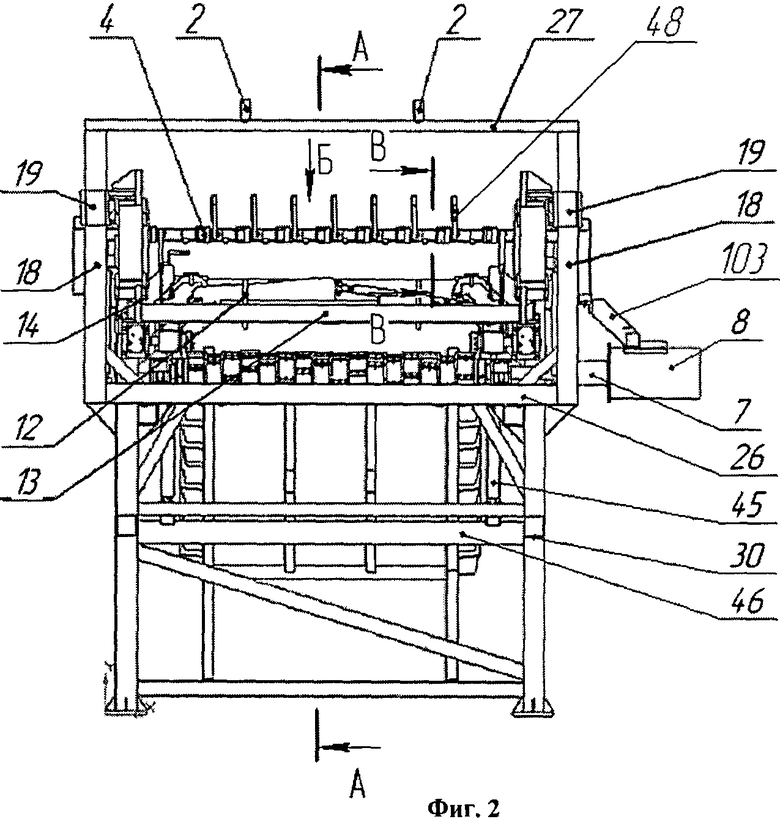
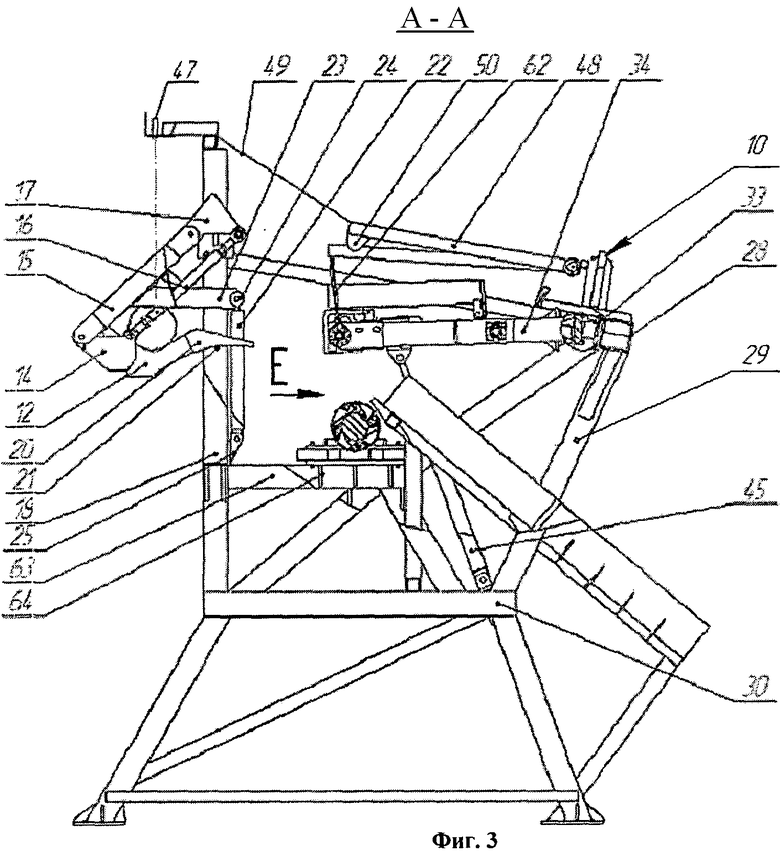
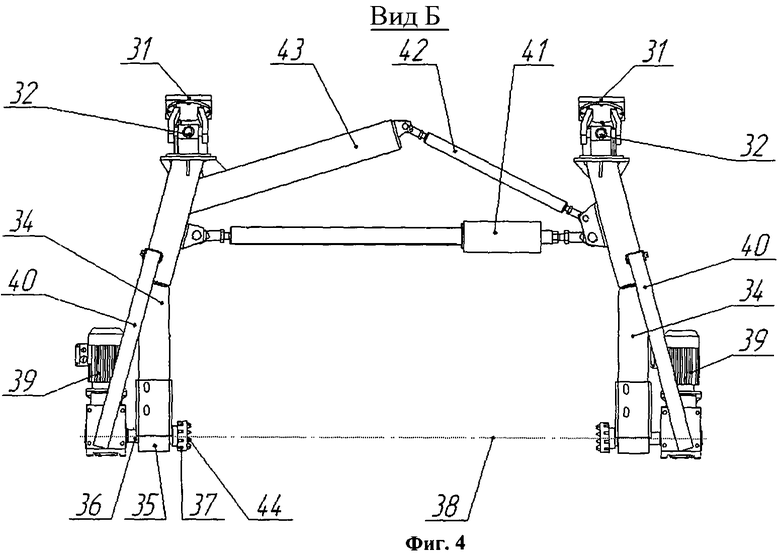
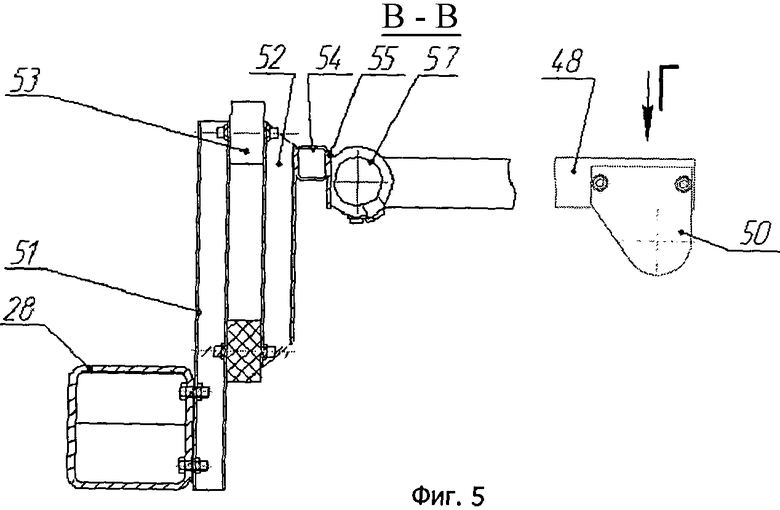
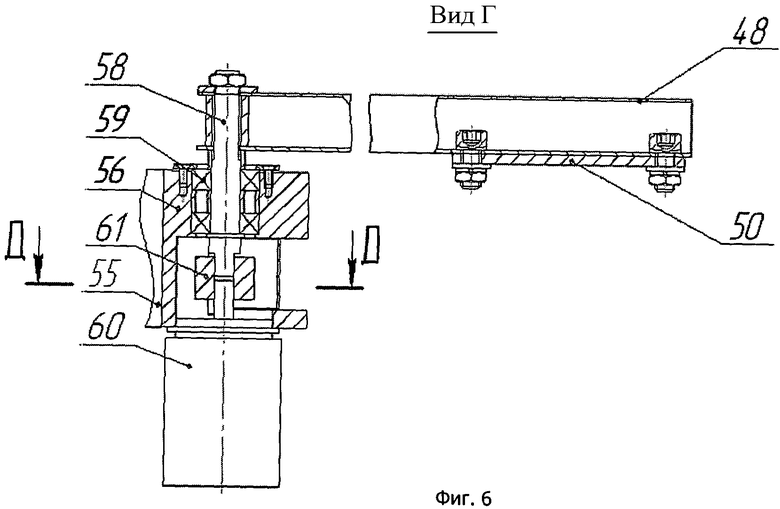
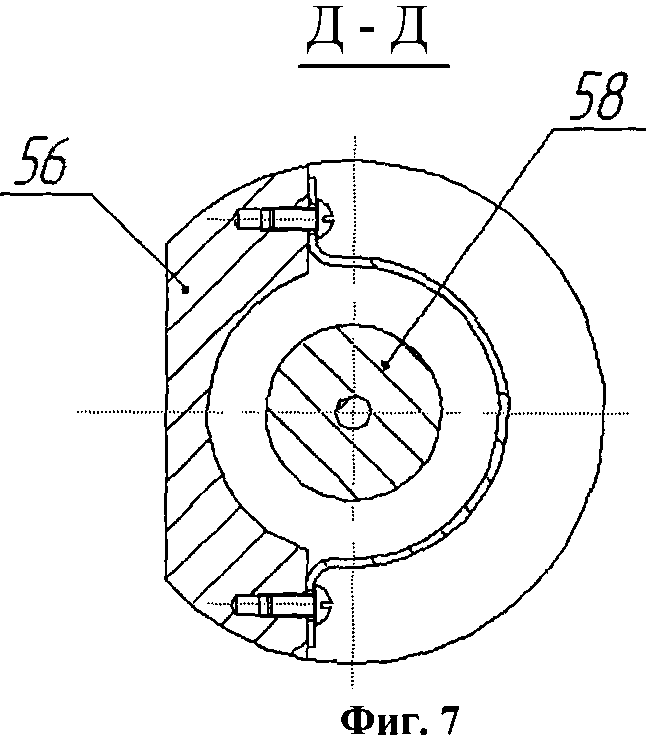
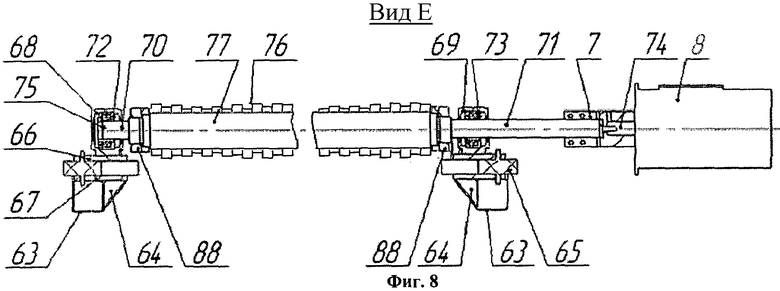
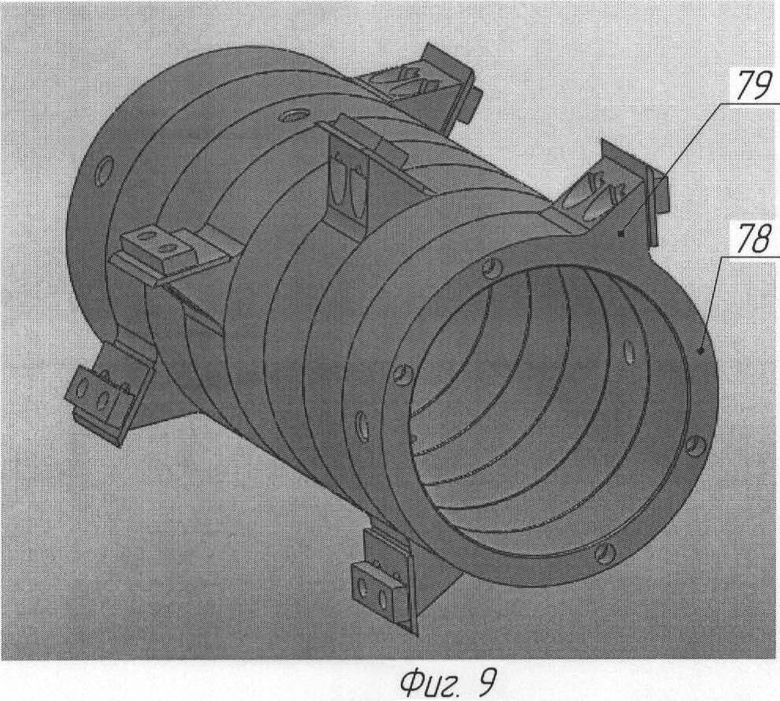

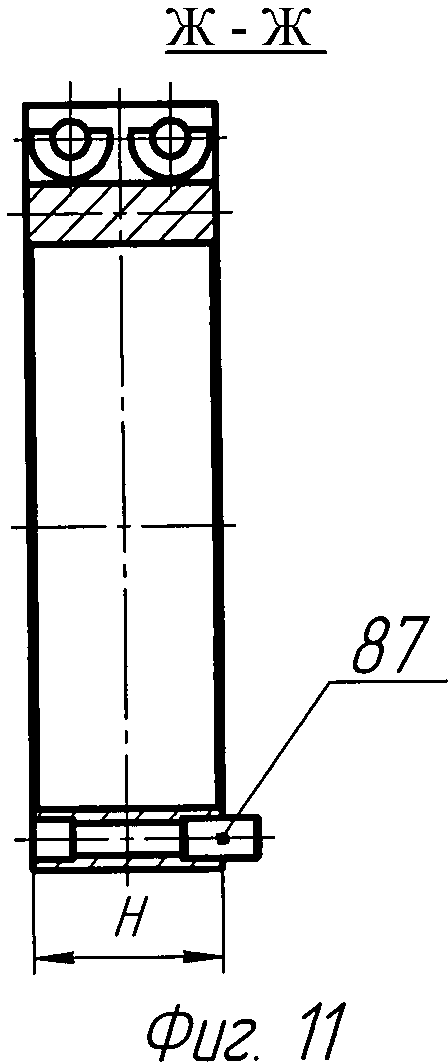
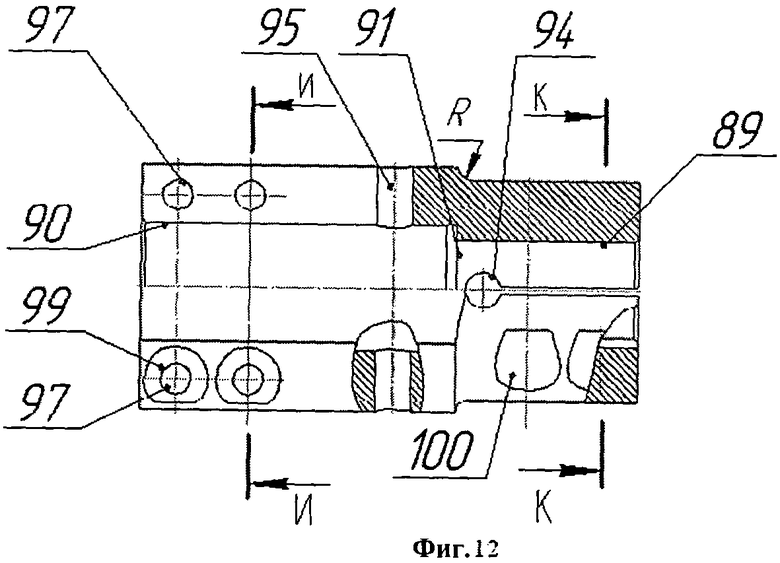
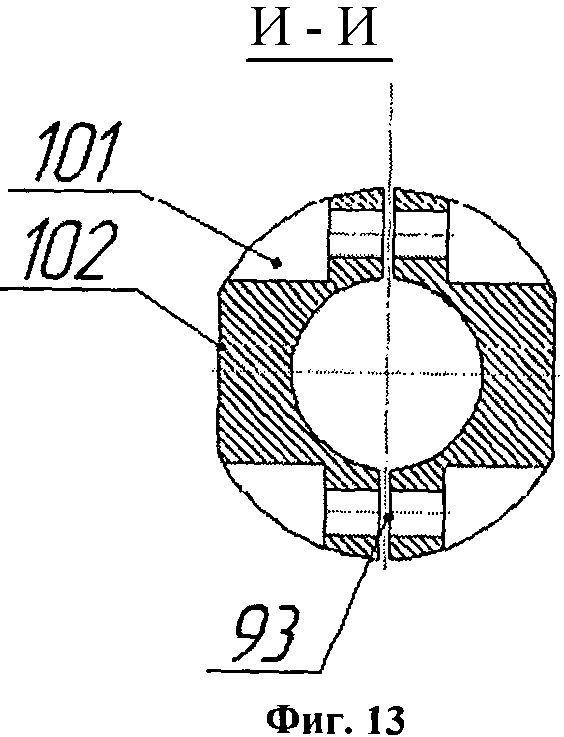
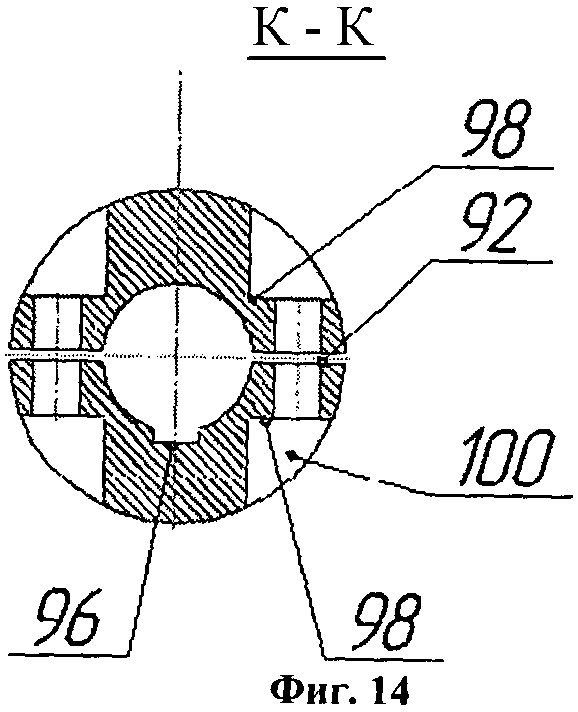
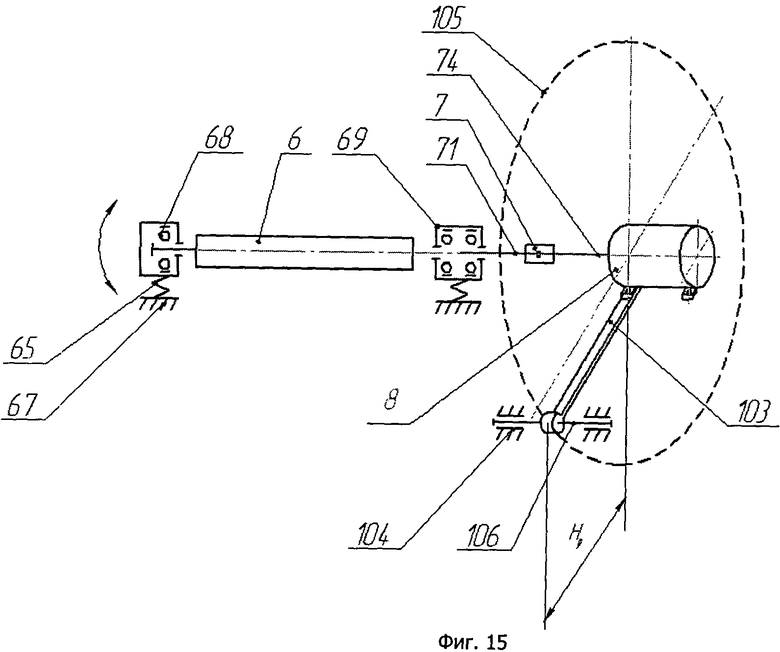
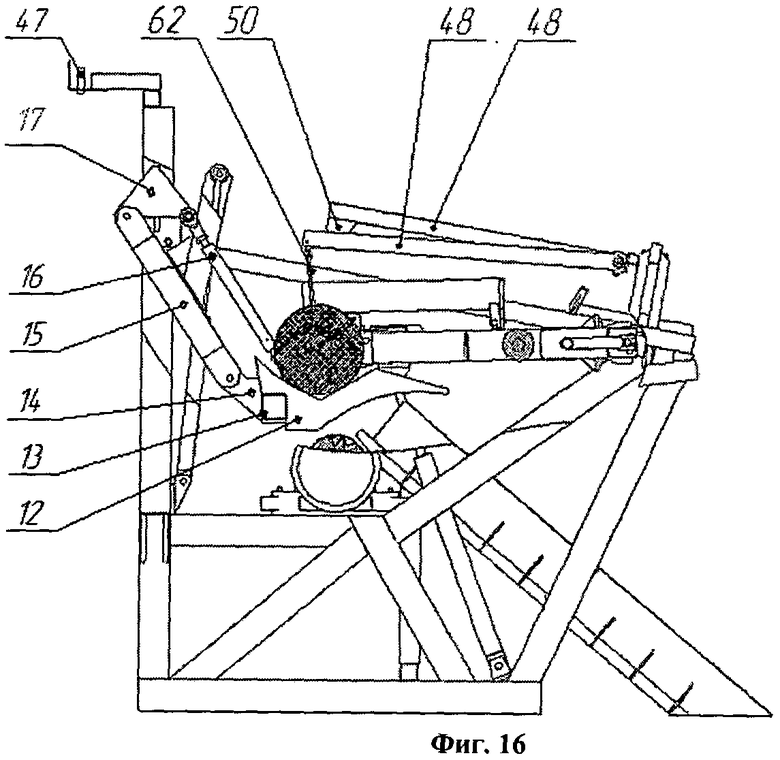
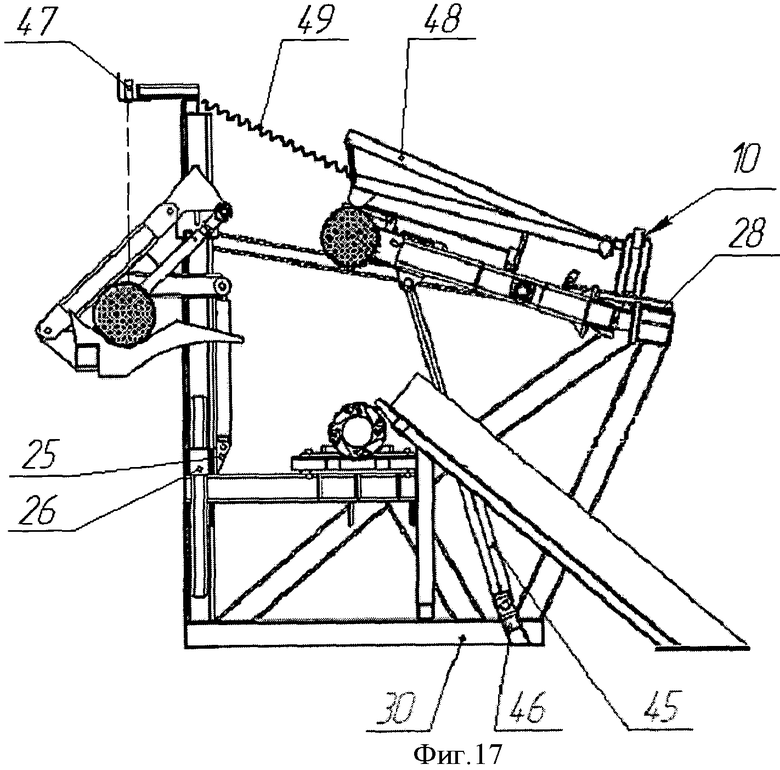
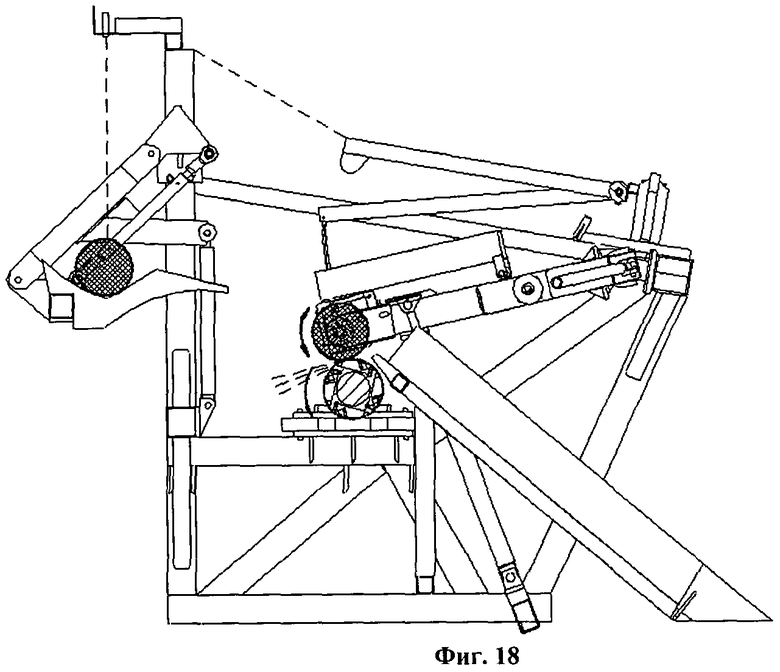
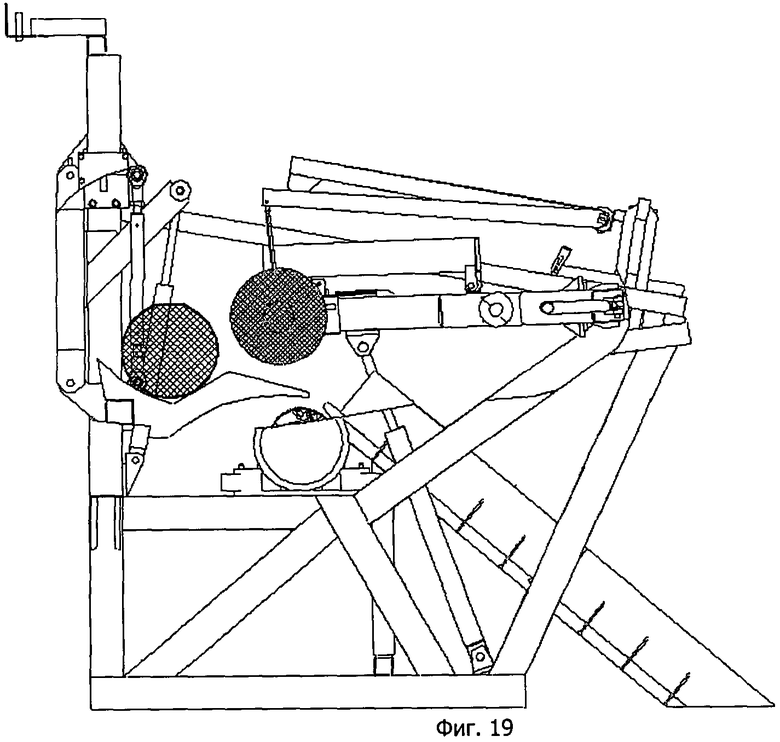
Группа изобретений относится к деревообрабатывающей промышленности по производству лущеного шпона и технологической щепы и, в частности, к устройствам, предназначенным для подготовки фанерного сырья. Установка для получения из чурака цилиндра максимального объема содержит механизм приема, подачи (1), систему измерения с двумя предварительными измерителями (2) и измерительным узлом (4), установленным на верхней консольной балке с помощью узла крепления (10), механизм захвата и координации (3), механизм обработки (5) с фрезой (6) и элементами (7) подсоединения ее к приводу и с элементами монтажа привода. Все движущиеся механизмы и узлы установлены внутри единой конструкции в виде фермы. Механизм приема и подачи снабжен элементом удаления. Лапы механизма захвата и координации выполнены симметричными с дополнительным приводом на второй лапе, с симметричным их расположением на валах вращения захватов при помощи установочного отверстия редуктора приводов и рычагов компенсации момента вращения. Механизм обработки с корпусами установки ведущего и ведомого вала фрезы расположен на поперечинах фермы с пластинами, между которыми установлены виброопоры. Ведущий вал фрезы через муфту соединен с выступающим валом привода, при установке которого используются рычаги компенсации момента вращения, установленные при помощи отверстий корпуса привода. Фреза механизма обработки выполнена наборной с двухходовой винтовой дискретной режущей частью. Упрощается конструкция устройства, снижаются энергетические затраты и себестоимость изготовления и эксплуатации оборудования. 6 н.п. ф-лы, 19 ил.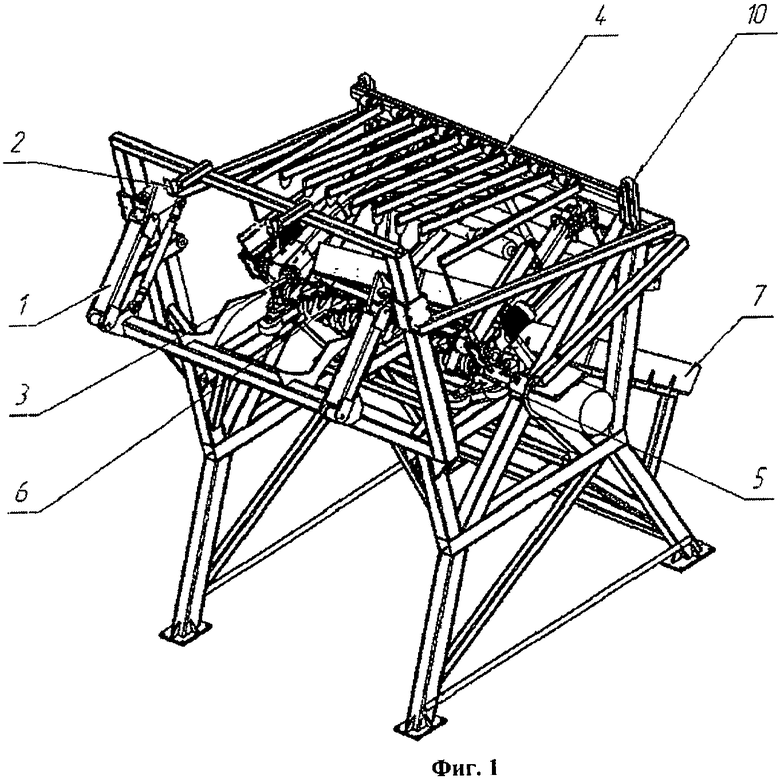
1. Установка для получения из чурака цилиндра максимального объема, состоящая из механизма приема, подачи, системы измерения с двумя предварительными измерителями и измерительным узлом, механизма захвата и координации, механизма обработки с фрезой и элементами подсоединения ее к приводу и с элементами монтажа привода, отличающаяся тем, что все движущиеся механизмы и узлы установлены внутри единой конструкции в виде фермы, а механизм приема и подачи снабжен элементом удаления, при этом лапы механизма захвата и координации выполнены симметричными с дополнительным приводом на второй лапе с симметричным их расположением на валах вращения захватов при помощи установочного отверстия редуктора приводов и рычагов компенсации момента вращения, а механизм обработки с корпусами установки ведущего и ведомого валов фрезы расположен на поперечинах фермы с пластинами, между которыми установлены виброопоры, при этом ведущий вал фрезы через муфту соединен с выступающим валом привода, при установке которого используются рычаги компенсации момента вращения, установленные при помощи отверстий корпуса привода, а фреза механизма обработки выполнена наборной с двухходовой винтовой дискретной режущей частью.
2. Механизм приема, подачи и удаления, состоящий из двух крюков V-образных призм, установленных на балке и подвешенных на двух параллелограммах, состоящих из параллельно расположенной вспомогательной тяги параллелограмма и основной тяги, шарнирно соединенной с пневмоцилиндрами их перемещения, отличающийся тем, что одна сторона V-образных призм, обращенная к фрезе, имеет вытянутую часть, образуя сверху с этой стороной V-образную призму, перевернутую на 180°, при этом снизу вытянутая часть и прилегающая сторона V-образной призмы имеют контур в виде дуги, а основная тяга параллелограмма имеет выступ, направленный вовнутрь, который свободным концом шарнирным соединением соединен со штоками пневмоцилиндров, которые расположены на нижней перекладине отдельной рамы, установленной со стороны подачи чурака, при этом V-образные призмы со стороны поступления чурака устанавливаются в определенном фиксированном положении таким образом, чтобы место соединения наклонных перекладин располагалось по вертикали под предварительными измерителями системы измерения.
3. Механизм захвата и координации, состоящий из лап с элементами их крепления, содержащими карданные узлы и привода вращения зажатого чурака, гидроцилиндра сжатия лап и косой тяги между ними, гидроцилиндров подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, отличающийся тем, что каждая лапа состоит из двух прямолинейных отрезков, расположенных под углом и соединенных между собой неразъемным соединением, причем отрезки лапы с втулками на конце устанавливаются параллельно друг другу, а угол сочленения двух отрезков определяется смещением оси карданных узлов вовнутрь, относительно прижимной стороне фланцев захватов, при этом оси карданных узлов расположены в одной плоскости с плоскостью фланцев захватов, которая перпендикулярна оси вращения, при этом на каждый вал вращения через редуктор установлен привод вращения, а сам привод вращения снабжен рычагом, причем на отрезке, установленном под углом одной из лап, имеется выступ, направленный в сторону второй лапы, свободный конец которого шарнирно соединен с тягой и со второй лапой, при этом тяга и выступ расположены под углом друг к другу, и в продолжение осевых линий гидроцилиндра сжатия лап тяги и выступа образуют треугольник, где гидроцилиндр сжатия лап является основанием, а тяга с выступом - сторонами этого треугольника с вершиной в виде тупого угла.
4. Система измерения, включающая предварительные измерители, установленные со стороны поступления чурака, с датчиком определения параметров центра захвата и измеритель параметров вращающегося чурака, при этом предварительные измерители включают две V-образные призмы, а измеритель параметров вращающегося чурака состоит из n измерительных рычагов с n чувствительными элементами на конце, расположенными вдоль оси обработки бревна на верхней консольной балке, натяжители в виде пружин расположены на противоположной балке, при этом каждый измерительный рычаг расположен на верхней консольной балке таким образом, чтобы оси шарнирных узлов, выполненные в виде ступенчатого вала, были параллельны оси вращения фрезы, при этом на ступенчатый вал с одной стороны установлен измерительный рычаг с возможностью их совместного вращения вокруг оси ступенчатого вала во втулке, а с другой стороны ступенчатого вала установлен датчик углового поворота с муфтой для регистрации изменения угла поворота, отличающаяся тем, что предварительные измерители установлены над V-образными призмами, находящимися в крайнем начальном положении, таким образом, чтобы оптический центр измерения приходился на место соединения наклонных стоек V-образных призм, а измерительный узел установлен на верхней консольной балке с помощью узла крепления, состоящего из двух параллельных стоек, разнесенных между собой по оси, параллельной оси вращения фрезы, а между параллельных стоек установлены по две виброопоры, выполненные в виде круглых шайб, при этом крайние датчики углового поворота измерительной линейки имеют измерительные рычаги без выступа, а вместо выступа на концах измерительных рычагов установлены тяги, которые вторым концом соединены с втулками ступенчатых лап.
5. Механизм обработки, включающий перемещающиеся по определенной программе лапы с вращающимися захватами для установки между ними чурака и расположенную под захватами фрезу с приводом ее вращения и расположен внутри каркаса, при этом установочный узел фрезы включает виброопоры, которые выполнены в виде трех круглых шайб, на которых расположены треугольные пластины с корпусами для ведомого и ведущего валов и внутри которых расположены подшипники качения, отличающийся тем, что фреза расположена на поперечинах с косынками между рамой механизма приема, подачи и удаления и наклонной П-образной рамой механизма захвата и координации, а установочный узел фрезы включает нижние пластины под виброопорами, которые соединены неразъемным соединением с косынками, образуя ребра жесткости, а конец ведущего вала фрезы соединен соосно через муфту с выходным валом привода.
6. Многорезцовая наборная фреза, включающая вал с упором и расположенными на валу режущими элементами в виде двурезцовых элементарных фрез, зафиксированных от взаимного перемещения относительно друг друга и вала фрезы с двух сторон гайками, отличающаяся тем, что двурезцовые элементарные фрезы расположены на полом валу, выполнены сборными и состоят из двух однорезцовых элементарных фрез со смещенными в проекции на торцевую плоскость элементарной фрезы на угол 180° режущими элементами, установленными при помощи установочных элементов на выступе корпуса однорезцовой элементарной фрезы, а между собой двурезцовые элементарные фрезы смещены на угол f3, при этом место перехода выступа на наружный диаметр корпуса выполнено с радиусом R, а вершина угла f1, образующая выступ, находится на прямой, проходящей через вершину угла f1 и центр отверстия корпуса, которая делит его пополам и отстоит от центра на высоту, обеспечивающую в сборе с режущим элементом соответствующую обрабатывающую поверхность, при этом плоскость площадки установки режущего элемента параллельна плоскости, проходящей через центр отверстия корпуса, а угол f2 вместе с углом f3 составляют угол, равный 90°,
где f1 - угол выступа в проекции на торцевую плоскость однорезцовой элементарной фрезы в градусах;
f3 - угол смещения двурезцовых элементарных фрез между собой в градусах;
f2 - угол, равный прямому углу за вычетом угла f3 в градусах.
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |
| Устройство управления лущильным станком | 1988 |
|
SU1618655A1 |
| CN 101890744 А, 24.11.2010 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ ДО МЕСТА ПОВРЕЖДЕНИЯ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СВЯЗИ | 0 |
|
SU304861A1 |
| US 2009078338 А1, 26.03.2009. | |||

