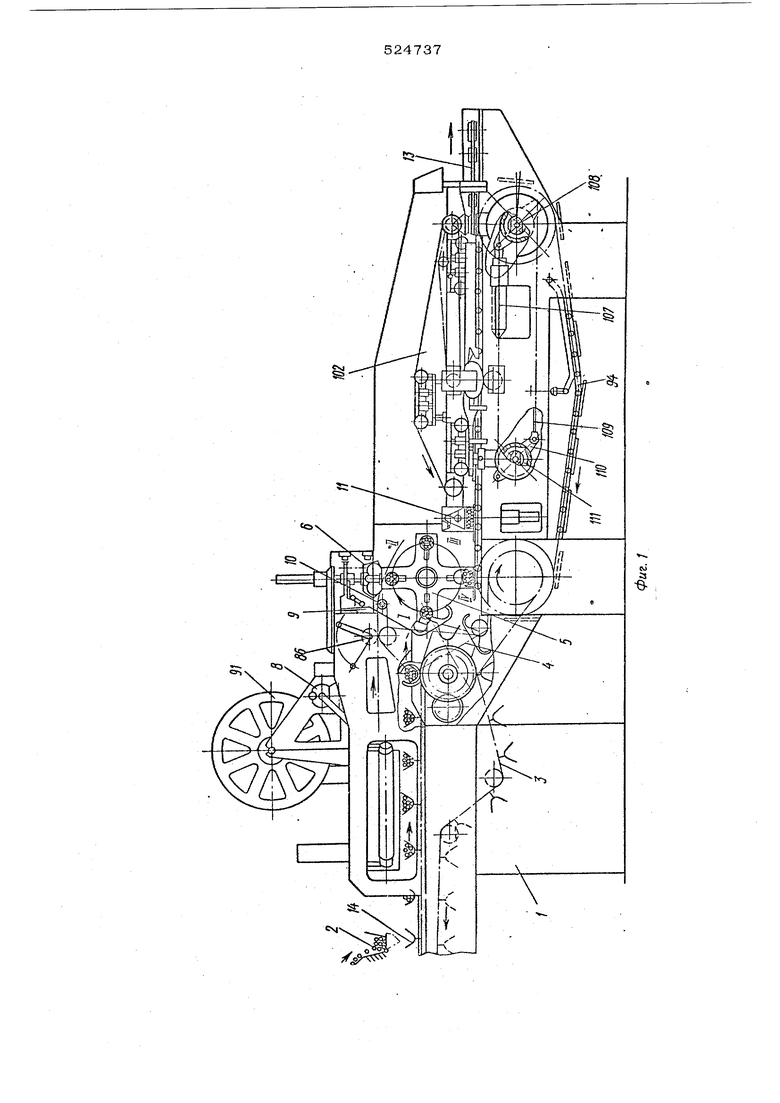
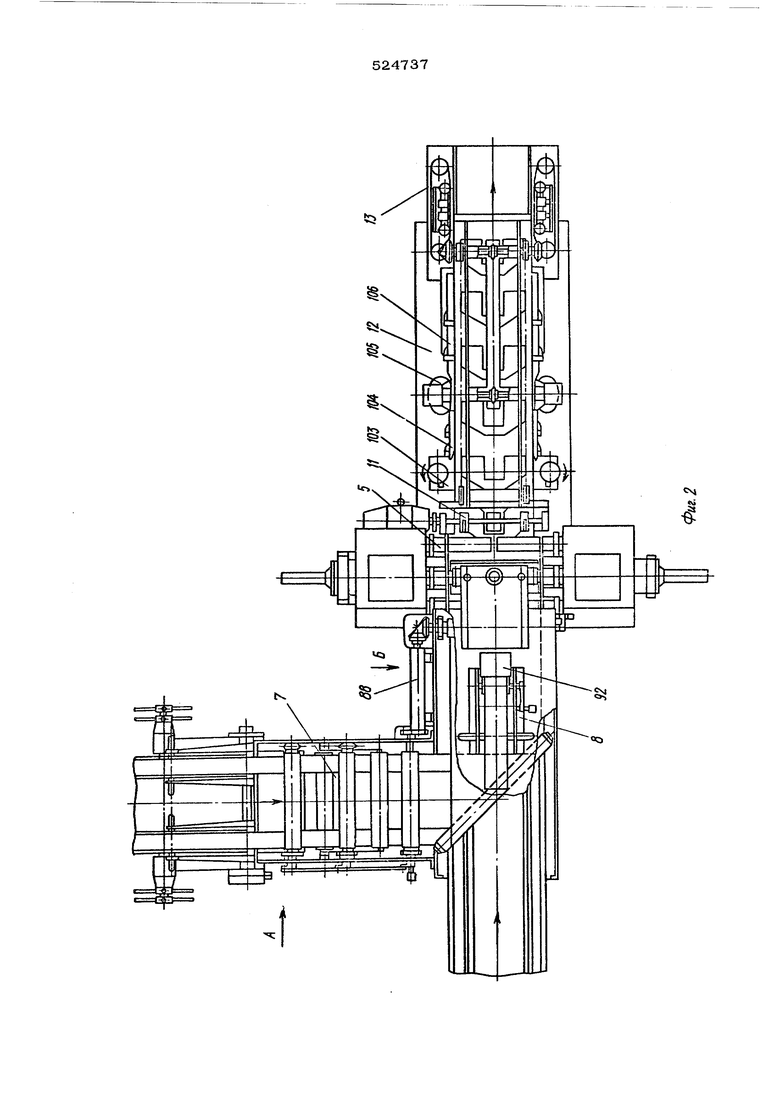
Устройство содержит станину 1, на которой смонтированы дозирующий механизм 2, питатель 3, формователь 4 пучка изделий, ротор 5, приспособление 6 для обжима обечаек, механизм 7 ддя подачи упаковочного материала, механизм 8 для наклейки этикеток и их маркировк, режущий механизм 9, приспособление 1О для нанесения клея, механизм 11 дася формования плоских заготовок, механизм 12 для заделки торцов упаковки и отводящий транспортер 13.
Питатель 3 выполнен в виде цепного конвейера, на котором с интервалом по длине установлены ячейки 14 в виде парных вилок для размещения пучка изделий.
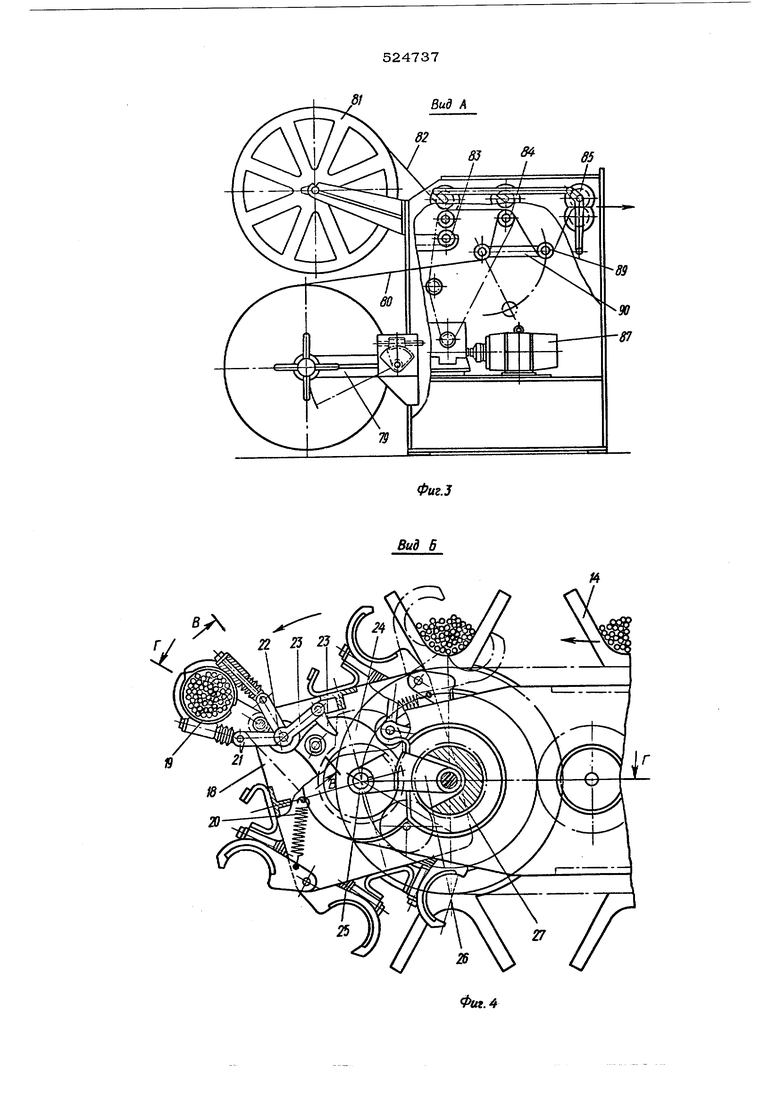
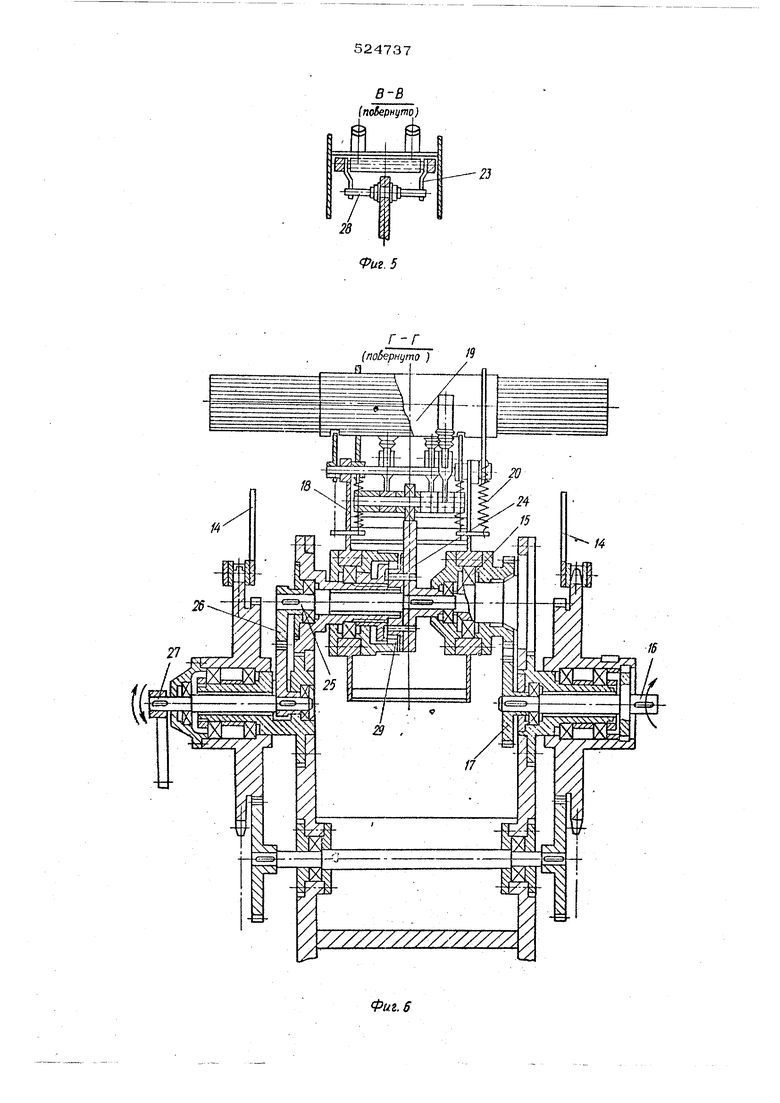
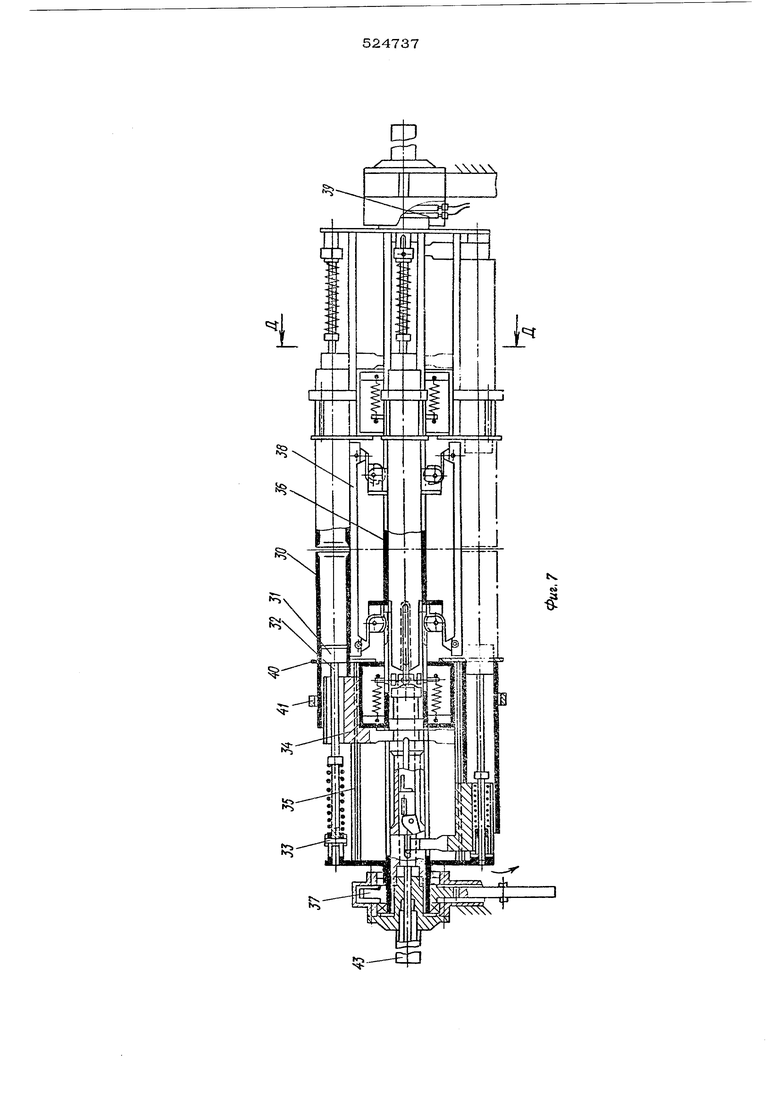
Формователь 4 пучка изделий состоит из вращающихся на подшипниках 15 на валу 16 через зубчатые зацепления 17 и соединенных между собой двух кващ)атных шек 18, в углах которых шарнирно закреплены четыре двустворчатых захвата 19, соединенные с пружинами 2О и связанные через компенсаторы и толкате ш 21 с роликами 22. Оси ратиков установлены на двуплечих рычагах 23, шарнирно закрепленных на ква;фатных щеках IS. Ролики контактируют с поворотным копиром 24-, неподвижно посаженным на валу 25, который через зубчатые секторы 26 связан с валом 27 привода копира. На копире 24 выполнены выступы 28, воздействующие на рычаги 23 раскрытия захватов. Формователь 4 пучка изделий сна жен фиксатором 29. По периферии ротора 5 расположены че тыре подвижных в осевом направлении труб ки ЗО с подвижными подпружиненными упорами 31 внутри них. Упоры насажены на штанги 32, противоположные стороны которых связаны посредством щтифтов с упорны ми кольцами 33. Трубки ЗО закреплены на ползунах 34, вложенных в продольные на«правл5пощие 35, соединенные при помощи крестообразных шек с центральным пустотелым валом 36, установленным на подшип никах, на котором находится шестерня 37. Внутри центрального пустотелого вала 36 с двух сторон размещены механизмы утфав ления трубками ЗО и прижимными планками 38 с нагревателями внутри, электроток к которым подводят через скользящие контакты 39. Трубки 30 подходят сквозь торцовые стенки 4О, служащие упором при съеме обечайки, и башмаки 41, сл жащие для привода ролика приспособления Ю ддя нанесения клея. С наружной стороны на трубках ЗО ротора 5 расположены сменные накладные планки 42. Механизм управления подвижными трубками 30 содержит гищэоцилиндры 43, закрепленные на станине 1 с торцов центрального пустотелого вала 36, щтоки 44 которых имеют выступ 45 и подпружиненную защелку 46. На тсфце штока 44 установ-
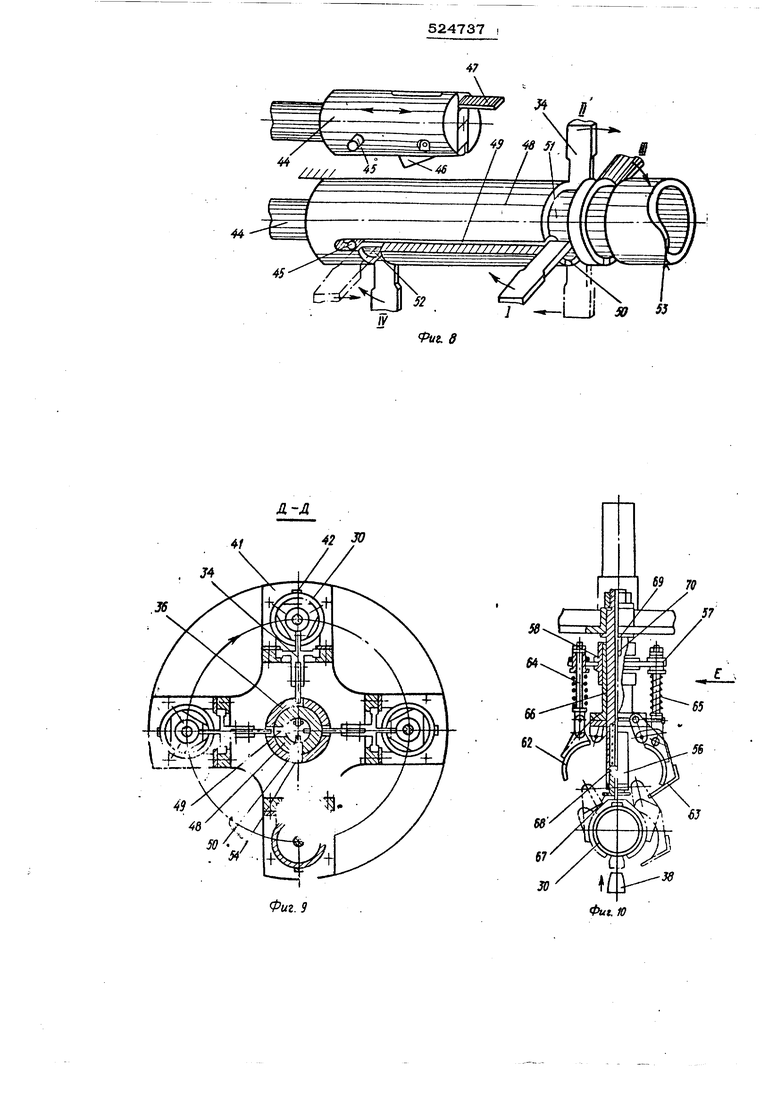
лен толкатель 47. Штоки 44 размещены в неподвижных гильзах 48, имеющих два сквозных продольных паза 49 и 5О и две кольцевые канавки, причем канавка 51 выполнена по всеьлу периметру окружности
гильзы 48, а канавка 52 - лишь по его части между продольными канавками позиций 1 и IV ротора 5. На торие гильзы 48 выполнен копир 53. В продольный паз 49, обращенный в сторону позиции Т ротора 5,
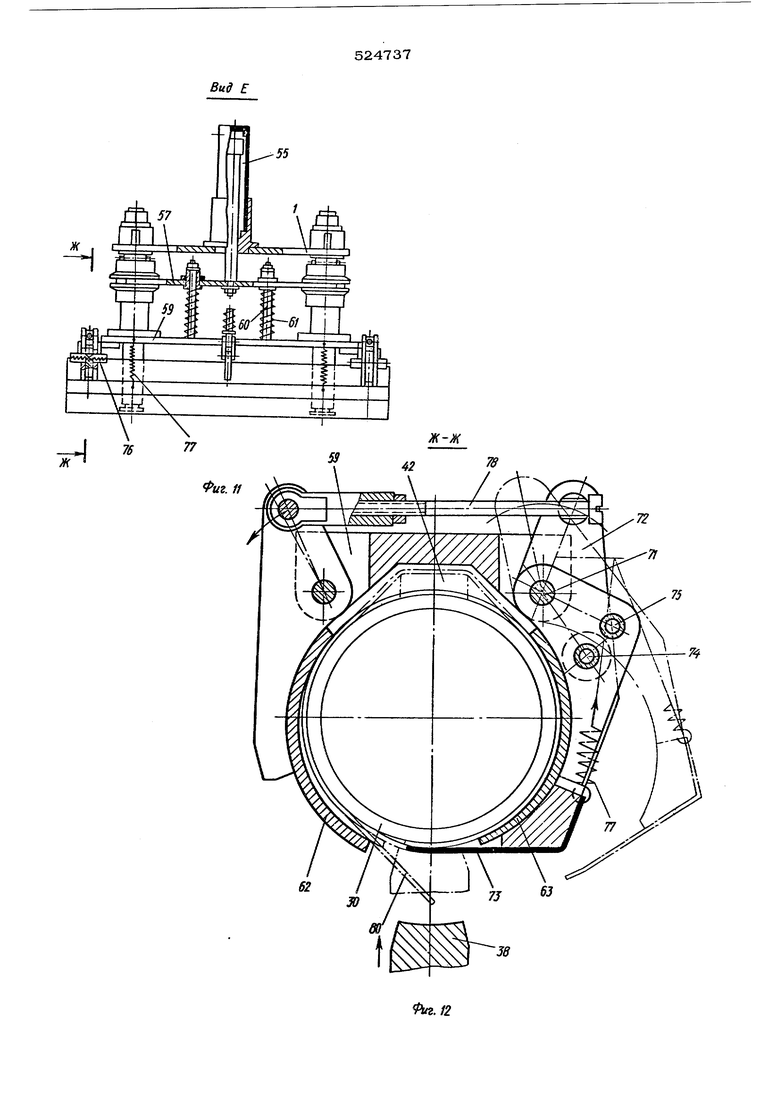
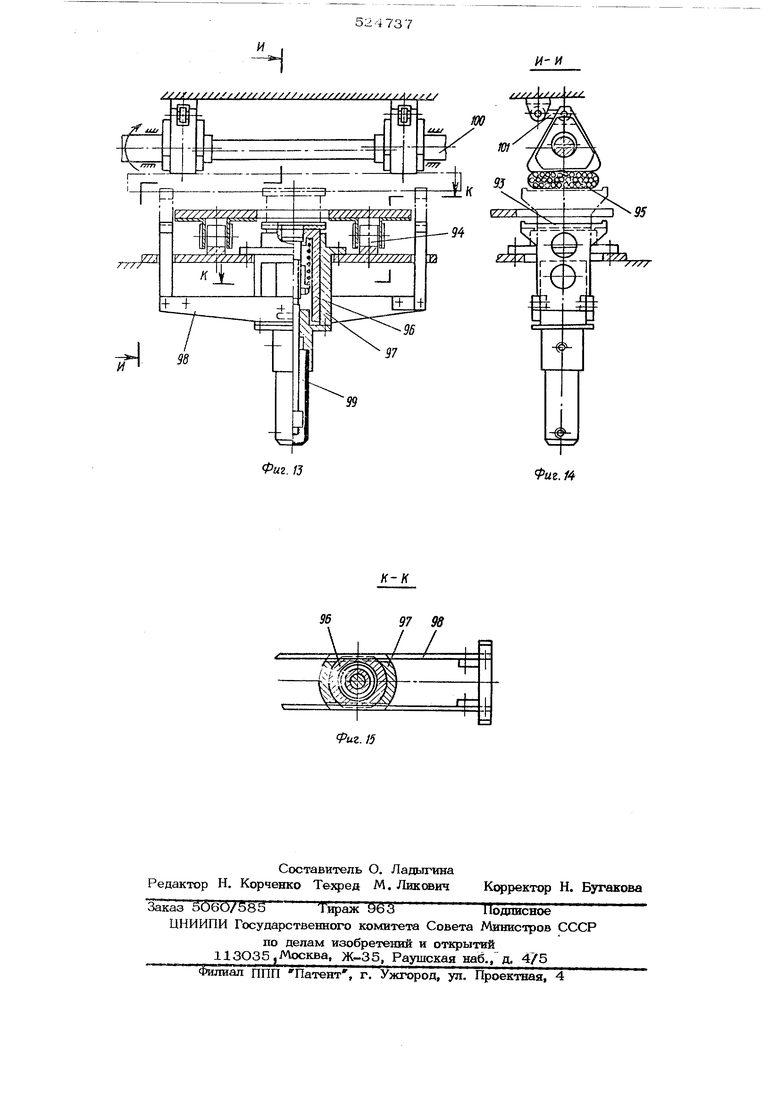
введен выступ 45 вдвинутого ь гильзу щтока 44, а в продольный паз 5О, обращенный в сторону позишш IV ротора 5, введена защелка 46. Для прохода хвостовиков ползунов к пазам и канавкам гильз 48 в центральном пуса-отелом 36 имеются сквозные продольные пазы 54. Приспособление 6 для обжима обечайки состоит из гидроцилиндра 55 и направляющих скалок 56. Шток гифоцилищцза 5 5 соединен с подвижной плитой 57, кот(фая при помощи вилок связана с направляющими втулками 58. Подвижная плита 57 соединена с ползуном 59 посредством направляющих тяг 6О и компенсационных пру жин 61. Кроме того, подвижная шшта 57 шарнирно связана с качающимися опаздывающей створкой 62 и опережающей створкой 63 при помощи регулируемых тяг 64 и компенсациошвых пружин 65. Створки установлены на ползуне 59, имеющем напраляющие втулки 66, двигающиеся по направляющим скалкам 56. Последние снабжены регулируемыми упорами 67 и подпружиненными прижимами 68. Сквозь верхнюю часть стержней прижимов 68 пропущен щояфт 69, двигающийся по сквозному продольному пазу 7О в направляющей скалке. На оси качания 71 опережающей створки 63 дополнительно щарйирно установлены двуплечие рычаги 72, к нижним плечам которых прикреплена прижимная линейка 73. Опережающая створка 63 снабжена лунками 74 и 75, с которыми взаимодействуют сдвоенные фиксаторы 76, расположенные на рычагах 72 прижимной линейки 73. Приспособление 6 для обжима обечайки снабжено приводом прижимной линейки 73, включающим оттяжные пружины 77 и пускатель, выполненный в виде тяг 78, соединенных с верхними плечами опаздывающей створки 62 и двуплечего рычага 72 щзижимной линейки 73, Механизм 7 для подачи упаковочнотч материаласостоитиз держателя 79 рулона упаковочноГС материала 8О, двук бобин 81 для усили тепьБШХ полос 82, расположенных по краям упаковочного материала, клеевых валков 83, |дэух пар валков 84 непрерывного действия i JM двух пар валков 85 и 86 циклического) | 1дейспвия. Клеевые валки 83 и валки 84 ; непрерывного действия привод тсяво враща тельное движение от электродвигателя 8. , Валки 85 и 86 цшшическогчэ действия. соединены промежуточным валом 88 и имеют кинематическую связь с формователем 4 и ротором 5, Между валками 84 я 85 введен компенсат неравномерности: потребления | упаковочного материала, выполненный в виде валка 89, закрепленного на качающихся, рычагах 9О. Дая поворота упаковочного материала на 9О служит отклоняющий валок,; установленный под у1лом 45 к направлению подачи упаковьшаемых изделий, Механизм 8 для наклейки этикеток и их маркировки содержит бобину 91 для ру- лонных этикеток, клеевые валки и маркиро- вочное приспособление 92, Механизм 11 : для формования плоских упаковок состоит из подъемно-опускной подпружиненной трех:секдионной плиты 93, секции которой раа мешены под шаговым конвейером 94, и дв ухсекционной плиты 95 вибратора. Подъем|но опускная подпружиненная плита 93 выполнена разрезной; одна ее часть располо/жена между тяговыми элементами шагового конвейера 94, а две другие - по бокам тяговых элементов. Средняя часть плитьг 93 соединена с подпружиненюзгм стаканом 06, вложенным в направляющую втулку 97 со срезашш1ми стенками, сквозь которые к пощфужиненному стакану 96 крепятся траверсы 98 с закрепленными на них боковыми частями подъемно-опускной плиты, К на правляющей втулке 97 прикреплен гидроцилиндр 99, на штоке которого установлен подпружиненный стакан 96, : Плита 95 вибратора выполнена из двух ; частей, расположенных на вращающемся эксцентриковом валу 1ОО, Верхня я часть .плиты крепится к станине 1 при помощи серьги 1О1. Механизм 12 для заделки торjnoB упаковки содержит прижимной конве йер 1О2 с компенсаторами разности толщи jHbi утгаковок, приспособления ЮЗ и 1О4 ,для подгибки задней и передней кромок упаков ки, приспособление 1О5 для нанесения клея и приспособление 1О6 закрывания, прижатия и сушки торцов упаковки. Отводящий транспортер 13 для съема упаковок выполнен в виде двух синхронных боковых конвейеров с компенсаторами раз ности длины упаковок. Главным приводом jycTpoficTBa является т идроцилиндр 1О7, што которого соединен с .двуплечим рычагом и три помощи храпового аапеплешш - с ведущим ВШ1ОМ 1О8 шагового конвейера 9-1. . Двуплечий фычаг совместно стхсгамиЮО и вторьЛкГ двуплечим рычагом 1Ю образуют параллепограммный механизм, передавший возвратное движение штока при помошм аиа(логичного зфапового задепленин валу 111 привода приспособления ЮЗ для подгибки с задней кромки упаковки,, Ведомы вал шагового конвейера 94 кинё- матически связан при помощи цепной передачи спр1юодными валами формователя 4 и валками 85 и 86цикшгческогодействия, априпомош.и (зубчатой передачи - с ценаральным пусто|телым валом 36 ротора 5,. I Ведущий вал 1О8 кинематичесю соеди-1 иен с приводными валами прижимного конвейера 1О2 и отводящего транспортера 13, i Устройство для упаковки стержнеобразных изделий работает следующим образом, | С дозирующего механизма 2 порции упаковьшаемых изделий, например электродов, укладывают в ячейки 14 питателя 3, В ре- зультате шагового перемещения ячеек питателя поракк изделий поступают к загрузочной позиции формователя 4 пучка изделий, AByxcTBop4aTbiNni захватами 19 порция из- де;шй сш1мается с ячейки питателя, формуется в кругл -й пучок и передается на загрузочную ПО31ЩИЮ ротора 5,г На пучок изделий с торцов надвигаются подвижнь е трубки ЗО ротора 5, трубки част1гчно над1Ш11уты на пучок с обеих сторон, двустворчатые захваты 19 раскры- ваются, а трубки 1тродолжак т надвш аться на пучок до смыкания их на сер(,дине его, Одловремешю при помощи подпружиненных . упоров 31 вьграьниБаются оба торца пучка изделий и пучок фиксируется, Подз отовлеи- ный пучок изделий поворотом poixjpa 5 на угол 9Сг передается на позицию llj где производится формова1ше обечайки. Одновременно на позицию 1 i ротора 5 поступает упаковочный материал, который подготавливается следующим образом. При помощи механизма 7 для подачи упаковочного материала на ленту упаковочного материала 60 наклеиваются по краям усилительные полосы 82, а на средкюю часть посредством механизма 8 наклеивается и марк1фуется ленточная эшкетка. При помощи валков 85 и 86 циклическо) действия подготовленная лента подается на ,щп1ну карточки обечайки. Затем карточка отрезается режущим механизмом 9 и на ее край наносится полоска клея посредством 1фиспособления Ю а. позиции И ротора 5 при помоши приЬпособлетш 6 для обжима обечайки на иодвижных трубках обечайка склеивает ::я и сушится. На позицш Ш ротора 5 продолжает ся процесс сушки шва, а на позтщии IV тру ки 30 раздвигаются и освобождают обечай ку с изделиями. При помощи шагового конвейера 94 упа ковка с открытыми торцами подается к механизму 11 для формования плоских упаковок. Далее плоская упаковка фиксируется на шаговом конвейере 94 посредством син хронного прижимного конвейера 1О2 и в процессе перемещения упаковок осуществля ются операции по з крытию обоих ториов упаковки. Приспособлением ЮЗ подгибается задняя кромка обечайки, а приспособле- fraeM 1О4 - передняя кромка обечайки с образованием верхнего и нижнего клапанов упаковки, которые разворачиваются на 9О в разные стороны Приспособлением 1О5 на верхний и нижний клапаны наносится слой клея Приспособлением 1О6 клапаны поочередно подгибаются, упаковка сжимается по торцам и посредством электронагревателей сушатся клеевые швы. Затем упаковка сжимается синхронными боковыми ко1шейерами и снимается с шагового конвейера. При рабочем ходе штока гидроцилиндра 1О7 главного привода происходит перемещение на один щаг шагового конвейера 94, прижимного конфейера 1О2, отводящего транспортера 13 и питателя 3, поворот на 1/4 оборота ротора 5 и формователя 4, а также поворот на один оборот валков 85 и 86 циклического действия При обратном ходе штока гидроцилиндра 1О7 приводится в движение приспособление ЮЗ для подгибания задней кромки обечайки. Формула изобретения 1.Устройство для упаковки стержиеобразных изделий, например сварочных электродов во влагонепроницаемую бумагу, содержащее питатель, формователь пучка изделий, ротор с расположенными на его периферии подвижными в осевом направлении трубками для формования обечайки, приспособление для обжима обечайки, механизм для подачи упаковочного материала, механизм для формования плоских упаковок и заде;1Ки торцов и отводящий транспортер, отличающееся тем, что, с целью увеличения производительности, повышения качества упаковки и надежности работы, на роторе соосно каждой трубке установлена дополнительная орубка, имеющая возможность перемещения в осевом направлении, 2.Устройство по л, 1, о т л и ч а ю щ е е с я тем, что, с целью получения обечаек различных типоразмеров, трубки снабжены сменными накладными планками.
Ег
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОВРАЗНЫХ ИЗДЕЛИЙ | 1973 |
|
SU369067A1 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1130505A1 |
| Устройство для упаковки стержнеобразных изделий | 1978 |
|
SU977288A2 |
| Устройство для упаковки стержнеобразных изделий | 1980 |
|
SU865705A1 |
| Устройство для упаковки пакета стержнеобразных изделий | 1980 |
|
SU925770A1 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1063713A1 |
| Устройство для группирования стержнеобразных изделий | 1981 |
|
SU986823A1 |
| Ротор к устройствам для упаковки стержнеобразных изделий | 1980 |
|
SU960079A1 |
| Устройство для завертывания цилиндрических изделий | 1980 |
|
SU891507A1 |
| Устройство для упаковывания пакета изделий | 1988 |
|
SU1558779A1 |
ел
28
V ////////////////.
Фиг. 6 1Г 6,,
и,-Л
42 Л7
.X
Фиг. 9 . s У/ / LJ
57
Щ
зв
Фи(.Ю Ъ S} Ж , I jVxV --J }j63
LJ Н / /////////
9697 98
ь / /
ИИ иг. 14
