(54) УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ШЛИЦЕВЫХ ОТВЕРСТИЙ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления конических зубчатых колес со шлицевым отверстием | 1987 |
|
SU1518087A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| КАЛИБРОВОЧНЫЙ АВТОМАТ | 1996 |
|
RU2101159C1 |
| Устройство для центрирования и закрепления цилиндрических зубчатых колес при обработке центрального отверстия | 1990 |
|
SU1808542A1 |
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1978 |
|
SU929409A1 |
| Станочное приспособление для базирования и закрепления деталей | 2021 |
|
RU2760969C1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
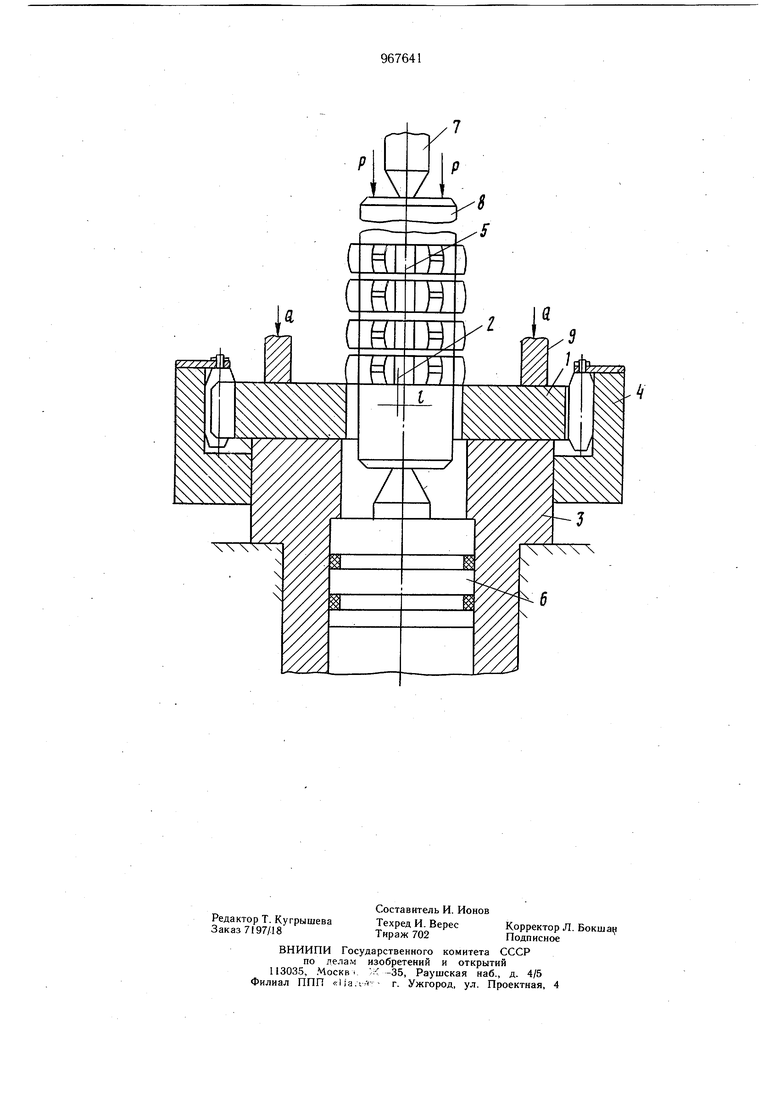
Изобретение относится к обработке металлов давлением и может быть использовано при обработке шлицевых отверстий зубчатых колес дорнованием. Известно устройство, в котором обеспечивается центрирование оси отверстия зубчатого колеса относительно оси дорна при помощи утопающего подпружиненного конусного фиксатора 1. Известно также устройство для дорнования щлицевых отверстий зубчатых колес, содержащее установленный на корпусе установочный элемент для размещения обрабатываемого зубчатого колеса и дорн, закрепленный в.захватах механизма рабочего перемещения 2. Целью изобретения является повыщение точности обработки венцов зубчатых колес. Поставленная цель достигается тем, что в устройстве для дорнирования щлицевых отверстий зубчатых колес, содержащее расположенный на корпусе установочный элемент, предназначенный для размещения обрабатываемого, зубчатого колеса, и дорн, закрепленный в захватах механизма рабочего перемещения его, установочный элемент выполнен в виде жестко закрепленного на корпусе соосио дорну установочного кольца, внутренняя поверхность которого выполнена с профилем, соответствующим наружному профилю обрабатываемого колеса. Кроме того, с целью уменьщения радиальных нагрузок на. установочный элемент при дорновании, устройство снабжено прижимными элементами. На чертеже изображено устройство для дорнования щлицевых отверстий зубчатых колес, общий вид. Устройство для дорнования щлицевых отверстий зубчатого колеса 1 с герметической осью 2 отверстия содержит корпус 3 с центрирующим устройством 4, имеющими общую ось 5 с подпорным центром 6. Оси 2 и 5 смещаются одна относительно другой на величину эксцентриситета Е. Верхний центр 7, дорн 8 и нижний подпорный центр 6 устанавливаются соосно с осью 5. Прижимы 9 обеспечивают прижатие зубчатого колеса 1 к установочной поверхности корпуса 3. Устройство работает следующим образом.
Зубчатое колесо 1 устанавливается на опорную поверхность корпуса 3 в центрирующем устройстве I, которое обеспечивает совпадение оси начальной окружности венца с общей осью 5 нижнего 6 и верхнего 7 центров. Затем в отверстие зубчатого колеса 1 заводится дорн 8, который опускается на нижний центр 6, а при помощи прижимов 9 осуществляется зажим зубчатого колеса усилием Q.
После этого при перемещении ползуна пресса вниз верхний центр 7 центрирует дорн относительно начальной окружности зубчатого венца.
Дальнейщим перемещением ползуна инструмент проталкивается через отверстие с усилием Р, осуществляя процесс его дорнования, при котором деформирующие элементы деформируют металл по пазам с различными натягами, что вызывает различные величины остаточных деформаций, а следовательно, и исправления геометрического эксцентриситета.
После окончания дорнования ползун пресса и прижимы 9 перемещаются в верхнее положение, а нижний подпорный центр 6, возвращаясь в исходное положение, выталкивает дорн 8. а вместе с ним и зубчатое колесо 1.
Использование предлагаемого устройства для дорнования шлицевых отверстий зубчатых колес обеспечивает существенное повышение их кинематической точности по сравнению с дорнованием при помощи известных устройств. Так, дорнование щлицевых отверстий после термической обработки в предлагаемом устройстве позволяет снизить радиальные составляющие кинематической погрешности зубчатых К9лес с величин, соответствующих 10-й степени точности (Ст. СЭВ 641-77), до величины 8-й степени.
Дорнование при помощи этого устройства шлицевых отверстий зубчатых колес перед щевингованием позволяет в значительной степени предотвратить перевод геометрического эксцентриситета в кинематический на этой операции, т. е. предотвратить увеличение тангенциальных составляющих кинематической погрешности.
Таким образом, применение устройства для дорнования шлицевых отверстий зубчатых колес по сравнению с известным позволяет повысить кинематическую точность венцов до 8-й степени (при исходной 10/й) точности без применения отделочной обработки венца.
Формула изобретения
. Устройство для дорнования шлицевых отверстий зубчатых колес, содержащее расположенный на корпусе установочный элемент, предназначенный для размещения обрабатываемого зубчатого колеса, и дорн, закрепленный в захватах механизма рабочего перемещения его, отличающееся тем, что с целью повышения точности обработки, установочный элемент выполнен в виде жестко закрепленного на корпусе соосно дорну кольца, внутренняя поверхность которого выполнена с профилем, соответствующим наружному профилю обрабатываемого колеса.
Источники информации,
принятые во внимание при экспертизе
№ 250639, кл. В 24 В 39/02, 05.07.68 (прототип).
