Изобретение относится к холодной обработке металлов давлением и может быть использовано в различных отраслях машиностроения для чистовой размерно-упрочняющей обработки деталей машин.
Наиболее близкими по технической сущности являются:
1. Цепной ползунковый механизм [1] преобразующий вращательное движение в поступательное. Устройство состоит из цепной передачи, ползуна, направляющих колонок и электродвигателя. Основным недостатком механизма является недостаточная прочность звеньев цепи, либо чрезмерная громоздкость устройства при соблюдении прочности цепной передачи.
2. Механизм задней бабки токарно-винторезного станка [2] состоящий из станины, винтовой передачи и ползуна (пиноли) с коническим отверстием, электродвигателя с клиноременной передачей. Недостатки механизма: наличие ручного привода ползуна, инструмент, закрепленный в конусном отверстии пиноли, позволяет вести обработку только в одном направлении.
3. Известен калибровочный станок для обработки металлов давлением [3] взятый за прототип и содержащий станину с расположенными на ней неподвижной опорой, соединенной направляющими колонками с траверсой, электродвигатель с клиноременной передачей, ползун с винтовой передачей.
Недостатком известных станков является то, что они не могут работать как автоматы.
Техническим результатом изобретения является обеспечение возможности полуавтоматического режима работы калибровочного станка.
Технический результат достигается тем, что калибровочный автомат, содержащий станину с установленными на ней неподвижной опорой, соединенной с траверсой параллельно расположенными направляющими колонками, электродвигатель с клиноременной передачей, ползун с винтовой передачей, снабжен дополнительным электродвигателем, двумя червячными редукторами, цепной и реечной передачами, захватом, причем в неподвижной опоре и траверсе выполнены центральные отверстия, в которых друг против друга установлены с возможностью поворота шайбы с вырезами в виде конуса, расширяющегося в направлении к оси ползуна, червячное колесо одного червячного редуктора жестко соединено с шестерней реечной передачи, зубчатая рейка реечной передачи расположена перпендикулярно оси ползуна и размещена в центре зоны между неподвижной опорой и траверсой, при этом захват закреплен жестко на конце зубчатой рейки со стороны, обращенной к ползуну, на переднем и заднем конце рейки установлены упоры, между которыми размещен подпружиненный шток и концевые переключатели.
Наличие новых конструктивных элементов и взаимосвязи между ними свидетельствуют о соответствии заявляемого технического решения критерию "новизна".
Новые элементы конструкции работают на достижение технического результата, который обуславливает изобретательский уровень заявленного технического решения следующим образом.
Дополнительный электродвигатель необходим для автоматической работы автооператора, который управляет положением заготовки при обработке. При его отсутствии нельзя механизировать ручной труд и решить поставленную задачу.
Один червячный редуктор используется для снижения частоты вращения винтовой пары, а, следовательно, и линейной скорости ползуна. Такая кинематика позволяет получать относительно высокое усилие деформирования при небольшой мощности электродвигателя. Другой червячный редуктор используется для привода реечной передачи и перемещения заготовки. Червячный редуктор, по сравнению с другими аналогичными механизмами, является конструктивно простым, компактным и имеет передаточное отношение большее чем, например, у цилиндрического редуктора.
Цепная передача выполняет две функции. Во-первых, она является кинематическим звеном между силовой установкой и рабочим органом-ползуном, а во-вторых, она дополнительно снижает линейную скорость ползуна. Цепная передача по сравнению, например, с клиноременной позволяет передавать значительно большее усилие, а по сравнению с зубчатой кинематически более простая и менее шумная.
Реечная передача преобразует вращательное движение колеса червячного редуктора в поступательное движение рейки и захвата, которое необходимо для управления заготовкой при обработке. При этом червячное колесо жестко соединено с шестерней реечной передачи, что обеспечивает надежность и точность перемещения зубчатой рейки. Использование зубчатой передачи по сравнению, например, с фрикционной обеспечивает большую надежность и точность линейного перемещения.
Перпендикулярное расположение зубчатой рейки оси ползуна обусловлено простотой конструкторского решения и упрощением совмещения оси заготовки и инструмента. При другом расположении узлов потребуется дополнительное техническое решение. Размещение зубчатой рейки в центре зоны между неподвижной опорой и траверсой обеспечивает равновесие заготовки при ее захвате и установке.
Захват используется для перемещения заготовки из лотка или бункера в рабочую зону и удержания заготовки в процессе ее обработки. Использование других технических решений, например, наклонных лотков, не обеспечит надежности работы механизмов. Закреплен захват на конце зубчатой рейки со стороны, обращенной к ползуну, так как в этой зоне расположен лоток с заготовками.
В неподвижной опоре и траверсе изготовлены центральные отверстия, которые выполняют две основные функции: во-первых, сквозные отверстия необходимы для прохождения через них заготовок, толкателя или инструмента, во-вторых, отверстие в траверсе служит для размещения разрезной шайбы, а отверстие в неподвижной опоре для размещения аналогичной шайбы и инструмента (волоки).
Шайбы установлены в отверстиях с возможностью поворота, что позволяет заготовке автоматически ориентироваться в рабочей зоне. В противном случае возможен перекос при установке заготовки. Шайбы изготовлены с вырезами в виде конуса, расширяющегося в направлении к оси ползуна. Конусный вырез облегчает вход заготовки в рабочую зону при изменении в некоторых пределах ее размеров.
На переднем и заднем концах зубчатой рейки установлены упоры, которые дают сигнал для срабатывания концевых переключателей. Их количество (два) обусловлено перемещением зубчатой рейки вперед и назад. Подпружиненный шток обеспечивает безопасность работы узлов полуавтомата. При его отсутствии необходима безинерционная работа механизмов полуавтомата, что потребует принципиально новых технических решений.
Концевые переключатели служат для переключения электрических цепей реверсирования двигателя, чтобы обеспечить перемещение зубчатой рейки по заданной программе. Наличие других элементов, например, светодиодов, значительно усложнит конструкцию полуавтомата.
Положительный эффект изобретения заключается в обеспечении автоматической работы станка за счет конструктивного решения. Достигается такой эффект тем, что в неподвижной опоре и траверсе выполнены центральные отверстия, предназначенные для беспрепятственного прохода инструмента. Шайбы, установленные с возможностью поворота и имеющие вырезы в виде конуса, обеспечивают стабильность и надежность расположения заготовки в зоне обработки. Червячное колесо одного червячного редуктора жестко соединено с шестерней реечной передачи, что обеспечивает движение зубчатой рейки по заданному закону. На переднем и заднем конце рейки установлены упоры, между которыми размещен подпружиненный шток и концевые переключатели, которые передают сигналы исполнительным механизмам.
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной и смежных областях техники, позволило выявить техническое решение, содержащее признак, сходный с признаком, отличающим заявляемое техническое решение от прототипа использование механизма, содержащего станину, неподвижную опору, траверсу, винтовую передачу, направляющие колонки, два червячных редуктора, реечную передачу.
В известном решении (И.И. Артаболевский. Механизмы в современной технике. М. Наука, 1971, с. 102) механизм для хозяйственных нужд, включающий перечисленные элементы, применяется в бытовых условиях для изготовления (путем давления) соков из плодов овощей и фруктов, для отжима творожной массы и других продуктов, для колки орехов и т.д.
В известном решении (А.Ф. Крайнев. Словарь-справочник по механизмам, М. Машиностроение, 1987, с. 251) ограничитель скорости относительного движения обеспечивает уменьшение скорости подъемного средства при превышении его заданного предела.
В известном решении (А.Ф. Крайнев. Словарь-справочник по механизмам, М. Машиностроение, 1987, с. 484 ) управляемый самотормозящий механизм обеспечивает возможность передачи движения при исключении самоторможения.
Совокупность признаков в заявляемом техническом решении позволяет создать калибровочный станок работающий в полуавтоматическом режиме. При этом обеспечивается чистовая, упрочняющая и высокоточная обработка деталей машин.
Таким образом, новый механизм взаимодействия деталей и механизмов обуславливает новое свойство заявляемого устройства: обеспечение возможности работы калибровочного станка в полуавтоматическом режиме. Это позволяет признать предложенное решение соответствующим критерию "изобретательский уровень", поскольку в объекте, к которому относится решение, проявляется новое свойство, обеспечивающее достижение нового технического результата.
На чертеже представлена кинематическая схема калибровочного автомата.
Калибровочный автомат состоит из станины 1 с расположенными на ней электродвигателем 2 с клиноременной передачей 3 и червячным редуктором 4. Цепная передача 5 соединена с ползуном 6 через винтовую передачу 7. Неподвижная опора 8 жестко соединена с траверсой 9 направляющими колонками 10, причем в неподвижной опоре и траверсе выполнены центральные отверстия 11, в которых друг против друга установлены с возможностью поворота шайбы 12 с вырезами в виде конуса, расширяющегося в направлении к оси ползуна 6. На регулируемой плите 13 установлены электродвигатель 14, червячный редуктор 15, на выходном валу которого жестко закреплена шестерня 16, находящаяся в зацеплении с зубчатой рейкой 17. На конце рейки 17, обращенной к ползуну 6, жестко смонтирован захват 18 и регулируемый передний упор 19, а на другом конце рейки задний упор 20. Между упорами 19 и 20 размещен подпружиненный шток 21 с пружиной 22, плунжер 23 и концевые переключатели: передний -24, задний 25, средний 26. В ползуне 6 закрепляется толкатель или инструмент 27, для смазки которого используется система, состоящая из электродвигателя 28, резервуара 29, масляного насоса 30. Заготовки размещены в лотке 31.
Калибровочный автомат работает следующим образом.
Рассмотрим технологический процесс, например, дорнование. В ползуне 6 закрепляется инструмент дорн 27, в лоток 31 загружают заготовки. При включении кнопки "пуск", работают электродвигатели 2, 14, 28 и передачи - червячные 4, 15, цепная 5, винтовая 7. При этом ползун 6 с дорном 27 перемещается влево до упора с концевым выключателем (на чертеже не показано), а зубчатая рейка 16 перемещается вперед до контакта заднего упора с концевым переключателем 25. В конце хода рейки 16 захват 17 схватывает заготовку и перемещается в обратном направлении. При размещении заготовки в рабочей зоне подпружиненный шток 20 толкает плунжер 23, который через концевой переключатель 25 останавливает электродвигатель 14 и включает электродвигатель 2, при этом ползун 6 перемещается вправо, а дорн 27 проходит через отверстие заготовки, выполняя калибрующее и упрочняющее действие. После взаимодействия с концевым переключателем (на фиг.1 не показан) ползун 6 перемещается в исходное положение до другого концевого выключателя. При этом срабатывает переключатель 25 и зубчатая рейка 16 перемещается в исходное положение. Заготовка упирается в буртики шайб 12, освобождается от захвата 17 и по лотку скатывается в бункер.
При использовании калибровочного автомата можно выполнять технологические операции дорнования, калибрования, волочения, редуцирования, обрабатывать внутренние и наружные поверхности, получать высокоточные размеры и упрочненный поверхностный слой обрабатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБРОВОЧНЫЙ СТАНОК | 1996 |
|
RU2094147C1 |
| СТАНОК ДЛЯ РЕДУЦИРОВАНИЯ КОНЦЕВЫХ УЧАСТКОВ ВАЛОВ | 2002 |
|
RU2214313C1 |
| СТАНОК ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2124431C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1997 |
|
RU2123899C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2218260C2 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления деталейгибКОй | 1977 |
|
SU816615A1 |
| СТАНОК-КАЧАЛКА | 2012 |
|
RU2506455C1 |
Использование: обработка металлов давлением, в частности, размерно-упрочняющая обработка деталей машин. Сущность изобретения: калибровочный автомат содержит размещенную на станине неподвижную опору, соединенную с траверсой параллельными направляющими колонками, ползун с винтовой передачей, два электродвигателя, один из которых служит для автоматической работы автооператора, управляющего положением заготовки, два червячных редуктора, один из которых служит для снижения линейной скорости ползуна, а другой используется в качестве привода реечной передачи. Зубчатая рейка реечной передачи установлена перпендикулярно оси ползуна и несет жестко закрепленный на ее конце, обращенный к ползуну, захват. На рейке установлены упоры, дающие сигнал на срабатывание концевых переключателей. При использовании автомата можно выполнять операции дорнования, калибрования, редуцирования, получать упрочненный поверхностный слой и высокую точность деталей по размерам. 1 ил.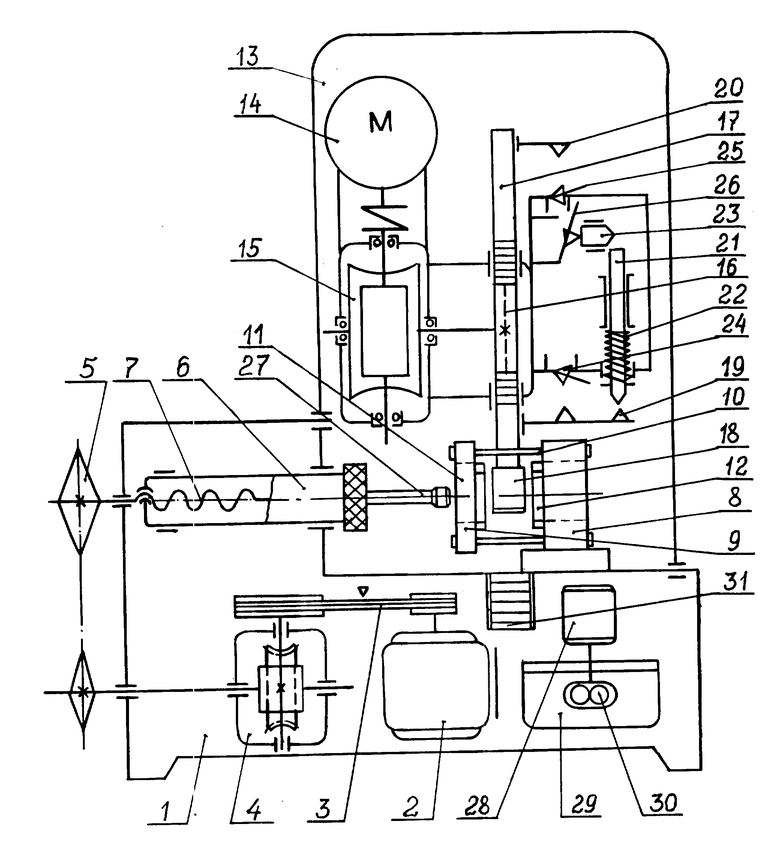
Калибровочный автомат, содержащий станину с установленной на ней неподвижной опорой, соединенной с траверсой параллельно расположенными направляющими колонками, электродвигатель с клиноременной передачей, ползун с винтовой передачей, отличающийся тем, что калибровочный автомат снабжен дополнительным электродвигателем, двумя червячными редукторами, цепной и реечной передачами, захватом, причем в неподвижной опоре и траверсе выполнены центральные отверстия, в которых одна напротив другой установлены с возможностью поворота шайбы с вырезами в виде конуса, расширяющегося в направлении к оси ползуна, червячное колесо одного червячного редуктора жестко соединено с шестерней реечной передачи, зубчатая рейка реечной передачи расположена перпендикулярно оси ползуна и размещена в центре зоны между неподвижной опорой и траверсой, при этом захват закреплен жестко на конце зубчатой рейки со стороны, обращенной к ползуну, на переднем и заднем концах рейки установлены упоры, между которыми размещен подпружиненный шток и концевые переключатели.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Крайнев А.Ф | |||
| Словарь-справочник по механизации | |||
| - М.: Машиностроение, 1987, с.513 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология конструкционных материалов /Под ред | |||
| Г.А.Прейса | |||
| - Киев: Выща школа, 1991, с.245 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Бочаров Ю.А | |||
| Винтовые прессы | |||
| - М.: Машиностроение, 1976, с.247. | |||
