Изобретение относится к технологии машиностроения и может быть использовано при обработке центрального отверстия цилиндрических зубчатых колес с центрированием по зубчатому венцу.
Целью изобретения является повышение точности и стабильности центрирования зубчатых колес при обработке центрального отверстия за счет под наладки установочных элементов.
На чертеже изображена схема предлагаемого устройства.
Устройство содержит зубчатое колесо 1, контролируемое посредством индуктивного датчика 2, связанного через аналого-цифро- вой преобразователь 3 со входом электронной вычислительной машиной 4.
Цепь управления в устройстве образована путем соединения выхода ЭВМ 4 с линейным трехкоординатным интерполято- ром 5, который связан с шаговыми двигателями 6. Исполнительные движения от шаговых двигателей 6 через передаточные механизмы 7, например винтовые, сообщаются установочным элементом 8. Для обеспечения достаточной надежности центрирования зубчатых колес в устройстве предусмотрено три установочных элемента 8. Центрирующие поверхности их выполнены в виде призм с углом при вершине, равным удвоенному углу профиля зубьев. Соответствие фактического положения установочных элементов 8 требуемому контролируется ЭВМ 4 по каналам обратной связи, образованным датчиками положения 9 и аналого-цифровым преобразователем 10.
Описываемое устройство работает следующим образом.
Вне зоны станка на биениемере, например Б-10М, посредством индуктивного датчика 2 производится измерение радиального биения венца зубчатого колеса 1, подлежащего обработке. В процессе измерения контролируются погрешности положения делительных поверхностей каждой из впадин зубчатого колеса 1. Последовательная совокупность напряжений, величина которых пропорциональна отклонением делительной окружности по всем впадинам колеса 1, с датчика 2 поступает на вход аналого-цифрового преобразователя 3, где преобразуется в код электронной вычислительной машины. Радиальное биение зубчатого венца является дискретной эмпирической периодической функцией и .может быть представлено в виде суммы гармонических составляющих (ряда Фурье)
Зп f(p)-Ј+ Ј ( ak COS k pi 4 h 1 fbksinkpi)
30
где - постоянный член ряда;
k - номер гармонических составляющих;
п - число учитываемых гармоник;
ak, bk - коэффициенты ряда;
р - дискретные значения угла поворота зубчатого колеса при измерении.
Обработка результатов измерения радиального биения венца зубчатого колеса 1
производится в электронной вычислительной машине 4 по методике гармонического анализа. Согласно уравнений Бесселя рассчитываются амплитуда и начальный фазовый угол первой гармонической
составляющей. Данные характеристики определяют соответственно величину и угловое/ положение эксцентриситета между делительной окружностью венца и осью вращения зубчатого колеса 1 при его контроле. Далее производится операция непосредственного исключения эксцентриситета из результатов измерения радиального биения зубчатого венца (эмпирической функции). Получаемые данные являются
действительными значениями отклонений делительной окружности по каждой из впадин зубчатого колеса, т.е. значениями погрешности формы зубчатого венца Ai-dNi-etcos -fO+l,
где Л - действительные значения погрешности формы венца;
AM - данные измерений радиального
биения венца зубчатых колес по каждой впадине;
е - величина эксцентриситета делительной окружности (амплитуда первой гармонической составляющей);
а - начальный фазовый угол эксцентриситета.
Значения погрешности формы венца по трем фиксированным (всегда постоянным) впадинам поступают в линейный трехко ор- динатный интерполятор 5, где преобразуется в сигналы управления шаговыми
двигателями 6.Шаговые двигатели б установлены в корпусе самоцентрирующего устройства, закрепленного на шпинделе станка, и осуществляют через передаточные механизмы 7 наладочные перемещения установочйых элементов 8. Величина переме- ще.ний установочных элементов 8 контролируется ЭВМ 4 по цепям обратной связи, состоящим из датчиков положения 9 и аналого-цифрового преобразователя 10,
путем сравнения их с действительными значениями погрешностей. Обрабатываемое зубчатое колесо 1 устанавливается между установочными элементами 8 по трем фиксированным впадинам. Центрирующие поверхности установочных элементов 8 базируют зубчатое колесо 1 по делительным поверхностям впадин зубьев. Закрепление детали производится настроенными установочными элементами 8 в режиме самоцентрирования.
Предлагаемое устройство для центрирования зубчатых колес позволяет с высокой .точностью и стабильностью осуществлять базирование обрабатывав- мых деталей по боковым поверхностям зубьев. Повышение точности и стабильности центрирования зубчатых колес достигается за счет автоматической наладки установочных элементов в соответствии с действительными величинами погрешности формы делительных поверхностей впадин зубьев, используемых для базирования деталей. Измерение радиального биения венца зубчатых колес и математическая обработка результатов контроля осуществляется во время обработки предшествующей детали, что сокращает общее время выполнения операции. Применение обратной связи по положению установочных эле- ментов исключает зависимость точности установки зубчатых колес от состояния элементов центрирующей системы и гаранти
0
5 0
0
5
руёт высокую точность центрирования деталей в процессе длительной эксплуатации устройства. Данное устройство может быть использовано на токарных, сверлильных, шлифовальных, расточных, фрезерных операциях для обработки центрального отверстия или других поверхностей колес при базировании по зубчатому венцу. Формула изобретения Устройство для центрирования и закрепления цилиндрических зубчатых колес при обработке центрального отверстия, в корпусе которого с возможностью радиального перемещения размещены кулачки с установочными элементами, предназначенными для центрирования зубчатого колеса по профилю зубьев, от л и чающееся тем, что, с целью повышения точности и стабильности центрирования за счет подна- ладки установочных элементов, устройство снабжено шаговыми двигателями, кинематически связанными с выполненными в виде призм установочными элементами, системой управления шаговыми двигателями, содержащей ЭВМ с линейным трехкоор- динатным интерполятором, соединенным с выходом ЭВМ и шаговыми двигателями, индуктивным датчиком с аналого-цифровым преобразователем, который связан с входом ЭВМ, и цепью обратной связи, которая образована датчиками, определяющими положение установочных элементов, и аналого-цифровым преобразователем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2069124C1 |
| Способ контроля погрешностей формы венца зубчатых колес | 1988 |
|
SU1608417A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2152850C1 |
| Устройство для поэлементного контроля зубчатых колес | 1980 |
|
SU1242705A1 |
| Способ контроля радиального биения зубчатого венца | 1987 |
|
SU1476303A1 |
| Способ измерения радиального биения зубчатых колес и устройство для его осуществления | 1987 |
|
SU1495638A1 |
| Устройство для наладки зубо- и шлицешлифовальных станков | 1983 |
|
SU1088893A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
Изобретение может использоваться при обработке центрального отверстия цилиндрических зубчатых колес с центрированием по зубчатому венцу. Цель: повышение точности и стабильности центрирования зубчатых колес за счет подналадки установочных элементов. Сущность изобретения: индуктивный датчик 2, используемый для контроля радиального биения зубчатого венца обрабатываемого колеса 1, через аналого- цифровой преобразователь 3 связан со входом электронной вычислительной машины 4. Цепь управления в устройстве образована соединением выхода ЭВМ 4 с линейным трехкоординатным интерполятором 5, который связан с шаговыми двигателями 6. Ис- пользованные движения от шаговых двигателей 6 через передаточные механизмы 7 сообщаются установочным элементом 8. Каналы обратной связи, предназначенные для контроля перемещений установочных элементов 8, образованы датчиками положения 9 и аналого-цифровым преобразователем 10. Результаты контроля зубчатого колеса 1 с датчика 2 через аналого-цифровой преобразователь 3 по-J ступает в ЭВМ 4, где производится расчет погрешностей формы венца. В соответствии со значениями погрешностей линейным трехкоординатным интерполятором 5 формируются сигналы управления шаговыми двигателями 6 и через передаточные механизмы 7 производятся наладочные перемещения установочных элементов 8. Устройство позволяет с высокой точностью и стабильностью осуществлять базирование обрабатываемых деталей по боковым поверхностям зубьев. 1 ил. 00 о 00 СЛ N кэ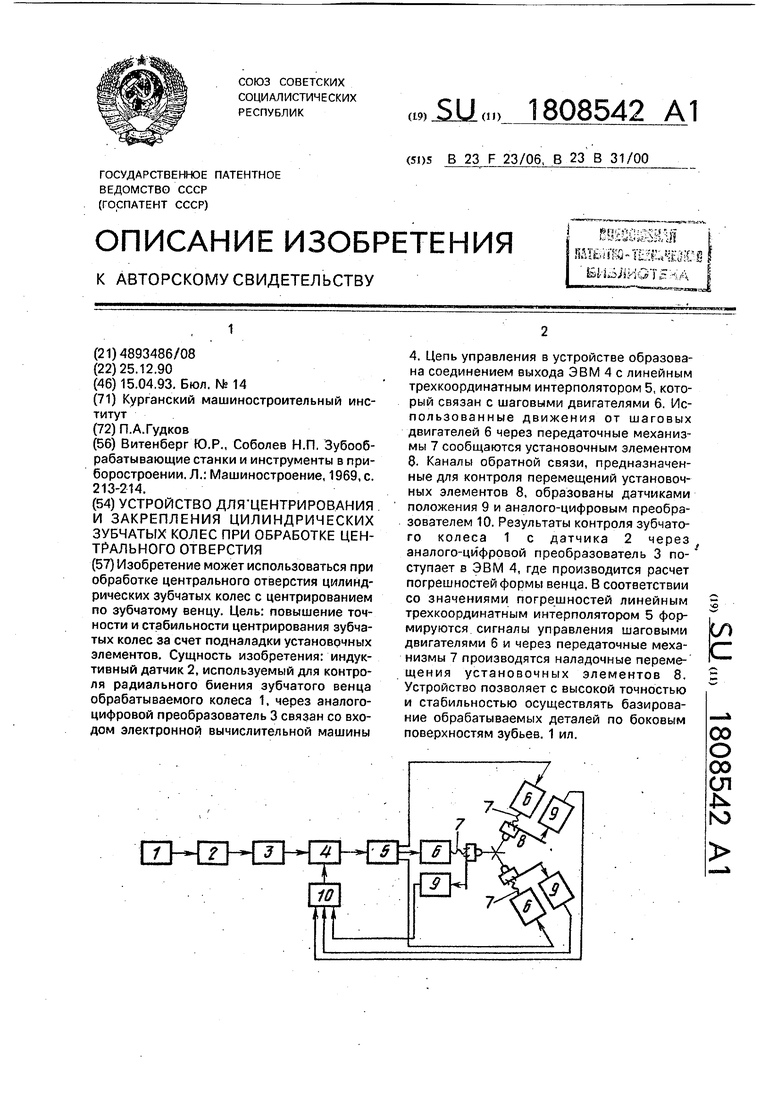
| Витенберг Ю.Р., Соболев Н.П | |||
| Зубооб- рабатывающие станки и инструменты в приборостроении | |||
| Л.: Машиностроение, 1969, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
