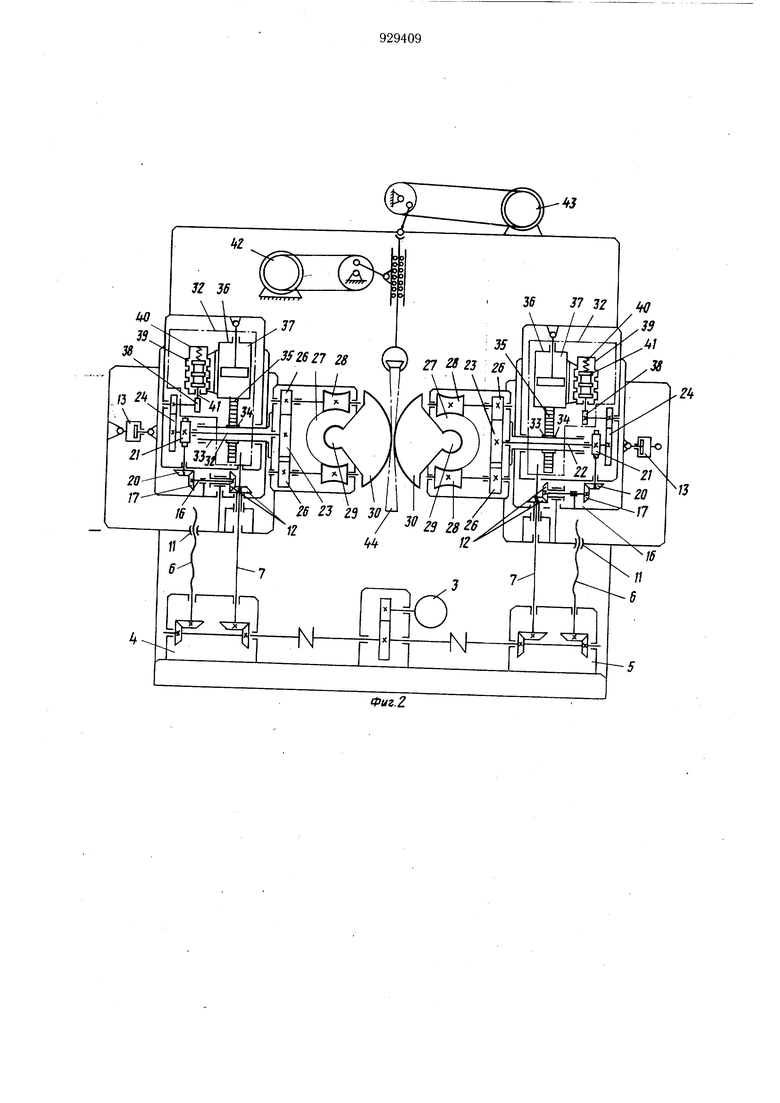
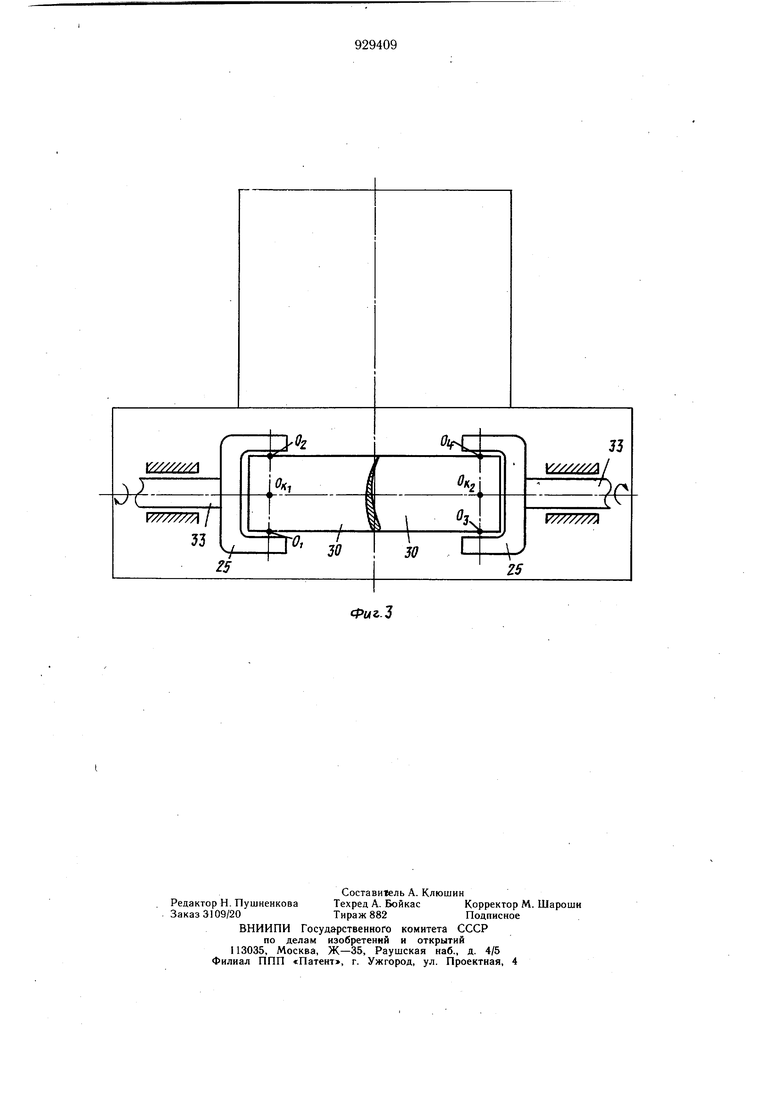
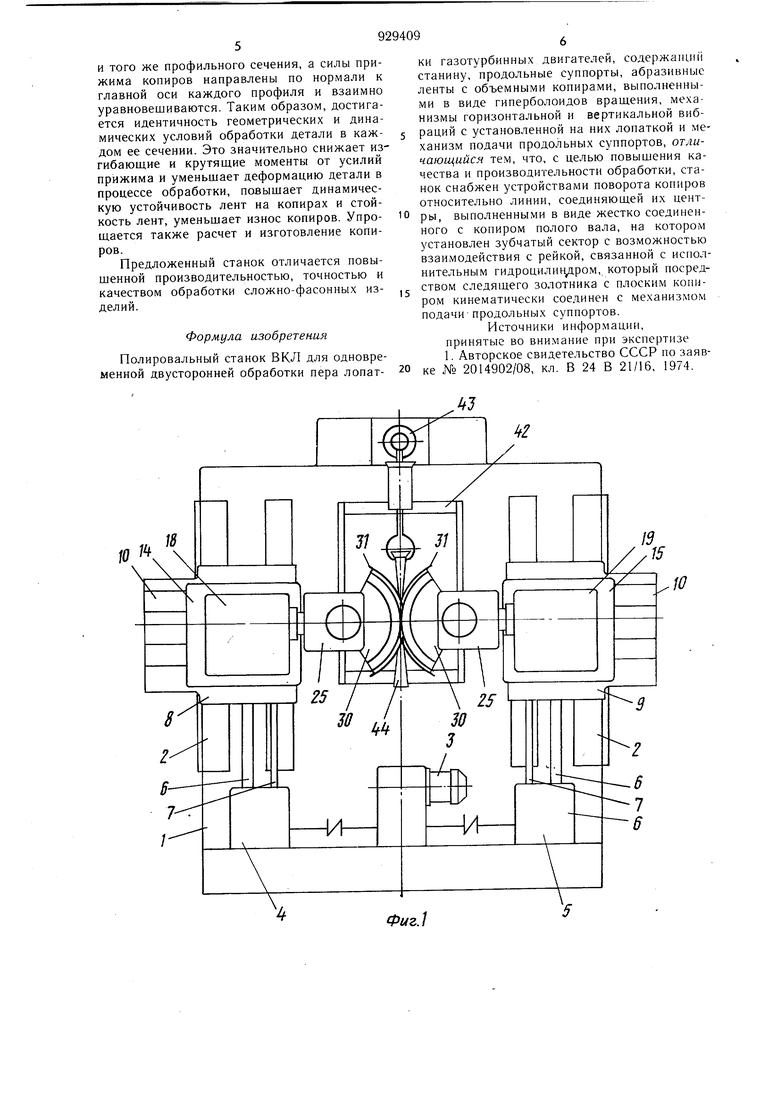
На станине 1 установлен привод 3, левая 4 и правая 5 коробки скоростей с ходовыми винтами 6 и шлицевыми валами 7. На направляющих 2 установлены левый 8 и правый 9 продольные суппорты, имеющие направляющие 10, гайки 11, щлицевые конические шестерни 12, гидроцилиндры 13 прижима. На направляющих 10 установлены левый 14 и правый 15 поперечные суппорты, имеющие шлицевые валы 16 и конические щестерни 17. На поперечных суппортах 14 и 15 установлены левая 18 и правая 19 коробки подач имеющие конические щестерни 20, червячные передачи 21, валы 22 с шестернями 23 и зубчатые передачи 24. На коробках подач 18 и 19 закреплены полировальные головки 25, имеющие шестерни 26, входящие в зацепление с шестернями 23 коробок подач 18 и 19, глобоидные передачи 27 с двумя червяками 28, обеспечивающими возможность выбора зазоров в кинематической цепи, щлицевые валы 29 с закрепленными на них объемными копирами 30, несущими абразивные ленты 31. Предусмотрен также поворот полировальных головок 25 с объемными копирами 30. Поворот каждой полировальной головки 25 осуществляется от устройства поворота 32, содержащего полый вал. 33, на котором закреплены полировальная головка 25 с объемным копиром 30 и зубчатый сектор 34, входящий в зацепление с зубчатой рейкой 35, установленной на корпусе 36 исполнительного гидроцилиндра 37, плоский копир 38, кинематически связанный через зубчатую передачу 24 с перемещением продольных суппортов 8 и 9, следящий золотник 39, корпус 40 которого установлен на корпусе 36 исполнительного гидроцилиндра 37, а шток 41 связан с плоским копиром 38. Объемные копиры 30 выполнены в виде однополостных гиперболоидов вращения с учетом реальной толщины обрабатываемых профилей детали. Прямые О5О4Являются ося.ми вращения копиров 30, выполненныйх в виде однополостных гиперболоидов вращения с центрами соответственно Ок,и Ок2(фиг. 3). Станок конструктивно выполнен так, что линия соединяющая центры копиров Ок,и Ок2 является осью вращения полых валов 33. На станине 1 установлены механизмы горизонтальной вибрации 42 и вертикальной вибрации 43, в которых закреплена обрабатываемая лопатка 44. Лопатка 44 в процессе обработки может самоустанавливаться между объемными копирами 30 под действием сил прижима. Станок работает следующим образом. Перед началом работы объемные копиры 3.0 с закрепленными на них абразивными лентами 31 находятся в крайне.м верхнем положении относительно лопатки 44 и в крайнем нижнем положении относительно полировальных головок 25 и полностью отведены от лопатки 44. Полировальные головки 25 с объемными копирами 30 повернуты на соответствующие углы. По команде «Прижим гидроцилиндры прижима 13 подают поперечные суппорты 14 и 15 в направлении лопатки 44, и объемные копиры 30 с абразивными лентами 31 прижимаются к лопатке 44. По команде« Подача - рабочий ход - пуск одновременно включаются механизмы горизонтальной 42 и вертикальной 43 вибрации, сообщающие лопатке 44 колебания в вертикальной плоскости, включается привод 3, и ходовые винты 6 через гайки И сообщают продольным суппортам 8 и 9 перемещение вниз вместе с объемными копирами 30, а посредством щлицевых валов 7 через конические шестерни 12, щлицевые валы 16, конические шестерни 17 и 20 червячные передачи 21 вала 22 с шестернями 23, шестерни 26, глобоидные передачи 27 и шлицевые валы 29 объемным копирам 30 сообп ается вращение вокруг их осей и происходит обкатывание лопатки объемными копирами 30 и полирование колеблющейся лопатки абразивными лентами 31, одновре.менно от зубчатых передач 24 получают вращение плоские копиры 38, перемещающие штоки 41 следящих, золотников 39, закрепленных на корпусах 36 исполнительных гидроцилиндров 37. Зубчатые рейки 35, закрепленные на корпусах 36 исполнительных гидроцилиндров 37, через зубчатые секторы 34 поворачивают полые валы 33 вместе с полировальными головками 25 и осям вращения объемных копиров 30 сообщается поворот в противоположные стороны. Лопатка 44 во время обработки самоустанавливается относительно объе.мных копиров 30, поворачиваясь вокруг своей продольной оси. Идет обработка лопатки, в процессе которой последовательно происходит совмещение профилей лопатки со строго соответствующими профилями копиров. По окончании обработки по автоматической команде от конечного выключателя выкключается вибрация лопатки, прекращается продольная подача вращение и поворот объемных копиров 30 и объе.мные копиры отводятся от лопатки 44. В конце отвода по команде от другого конечного выключателя продольные суппорты 8 и 9 ускоренно возвращаются вверх и останавливаются в исходном положении по команде от третьего конечного выключателя. Обработка лопатки может осуществляться и без абразивных лент, а посредством абразивной пасты, наносимой непосредственно на объемные копиры. В описывае.мом станке линии контакта объемных копиров и детали с обеих ее сторон всегда расположены в плоскости одного и того же профильного сечения, а силы прижима копиров направлены по нормали к главной оси каждого профиля и взаимно уравновешиваются. Таким образом, достигается идентичность геометрических и динамических условий обработки детали в каждом ее сечении. Это значительно снижает изгибающие и крутящие моменты от усилий прижима и уменьшает деформацию детали в процессе обработки, повышает динамическую устойчивость лент на копирах и стойкость лент, уменьшает износ копиров. Упрощается также расчет и изготовление копиров. Предложенный станок отличается повышенной производительностью, точностью и качеством обработки сложно-фасонных изделий. Формула изобретения Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки газотурбинных двигателей, содержащий станину, продольные суппорты, абразивные ленты с объемными копирами, выполненными в виде гиперболоидов вращения, механизмы горизонтальной и вертикальной вибраций с установленной на них лопаткой и механизм подачи продольных суппортов, отличающийся тем, что, с целью повышения качества и производительности обработки, станок снабжен устройствами поворота копиров относительно линии, соединяющей их центры, выполненными в виде жестко соединенного с копиром полого вала, на котором установлен зубчатый сектор с возможностью взаимодействия с рейкой, связанной с исполнительным гидроцилин ром, который посредством следящего золотника с плоским копиром кинематически соединен с механизмом подачипродольных суппортов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2014902/08, кл. В 24 В 21/16, 1974.
-Oz
Y///////A
Q
У
Y/////Y/A I
33
/5
J3
у//////л1
Э У///////А
30
Фмг-J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство ленточно-полировальногоСТАНКА для СООбщЕНия лОпАТКЕ ВЕРТиКАль-НыХ и гОРизОНТАльНыХ ВибРАций | 1979 |
|
SU823086A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Полировальный станок ВКЛ для одновременной двусторонней обработки пера лопатки | 1984 |
|
SU1206059A2 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |