I ..
Изобретение касается способов изго- i товления механически текстурированной фасонной нити, имеющей в направлении своей продольной оси гладкие участки и короткие утолщенные участки-узелки,5
состоящие из базового компонента, содерьжащего по крайней мере одну филаментную нить из химических волокон, и из фасонного компонента, содержащего также не . менее одной филаментной нити из хими- ю ческих волокон. Известны различные способы изготовления фасонной нити, например способ, основанный на принципе изменения объемности по длине.нитей, текстурируемых с помощью форсунки, рабо- is тающей на жидкостном потоке. Способ предусматривает два ролика для подачи нитей размещенных на определенном расстоянии друг от друга между питающим приспособлением и текстурируюпХей фор- сункой, причем первый подающий ролик , подает нить с относительно малой скоростью, в то время как другой подающий ролик подает вторую лить с относительно большей скоростью.. 2S
Известен способ изготовления пряжи с утолщенными участками, где пряжа, подвергаемая текстурИ1Х)ваник, подается поочередно с более высокой и более низкой скоростью по отношению к скорости вы- тупа-перерабатываемой пряжи, причем нитеводители движутся попеременно в обоих направлениях. Пряжа вводится в текстурированное готовое изделие,наматываетсй на паковку. Пряжа, изготовленная по этому спооэбу, характеризуется довольно выразительными утолщенными участками.
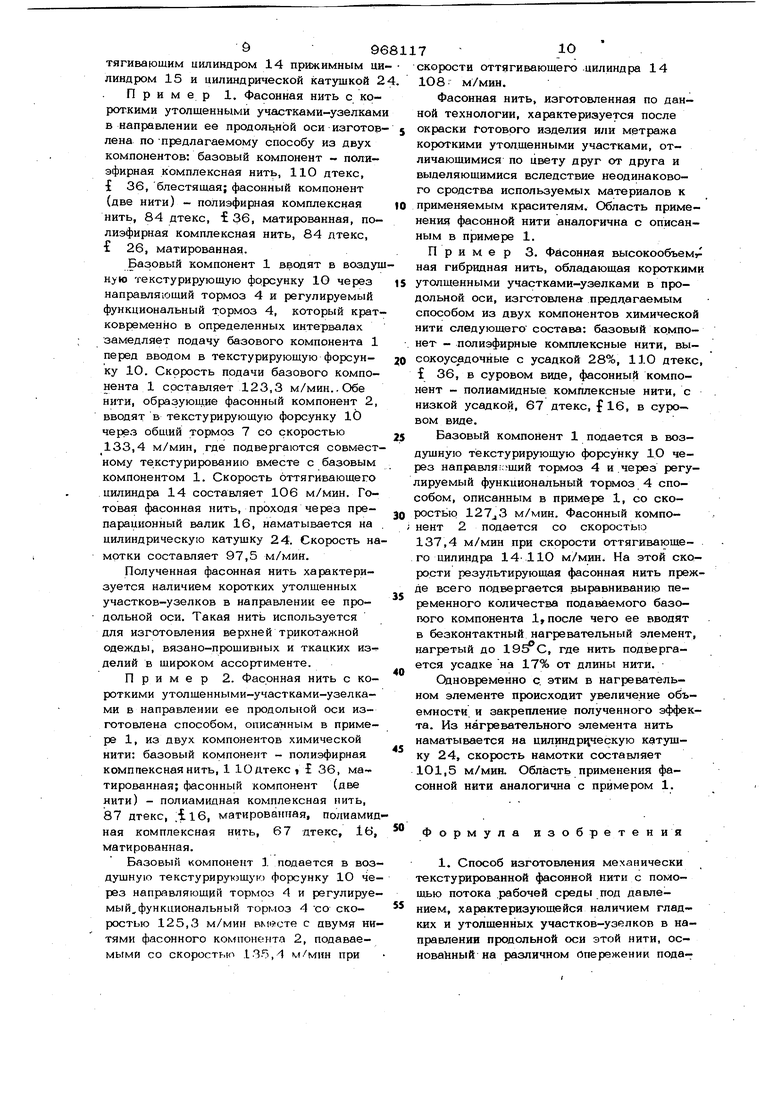
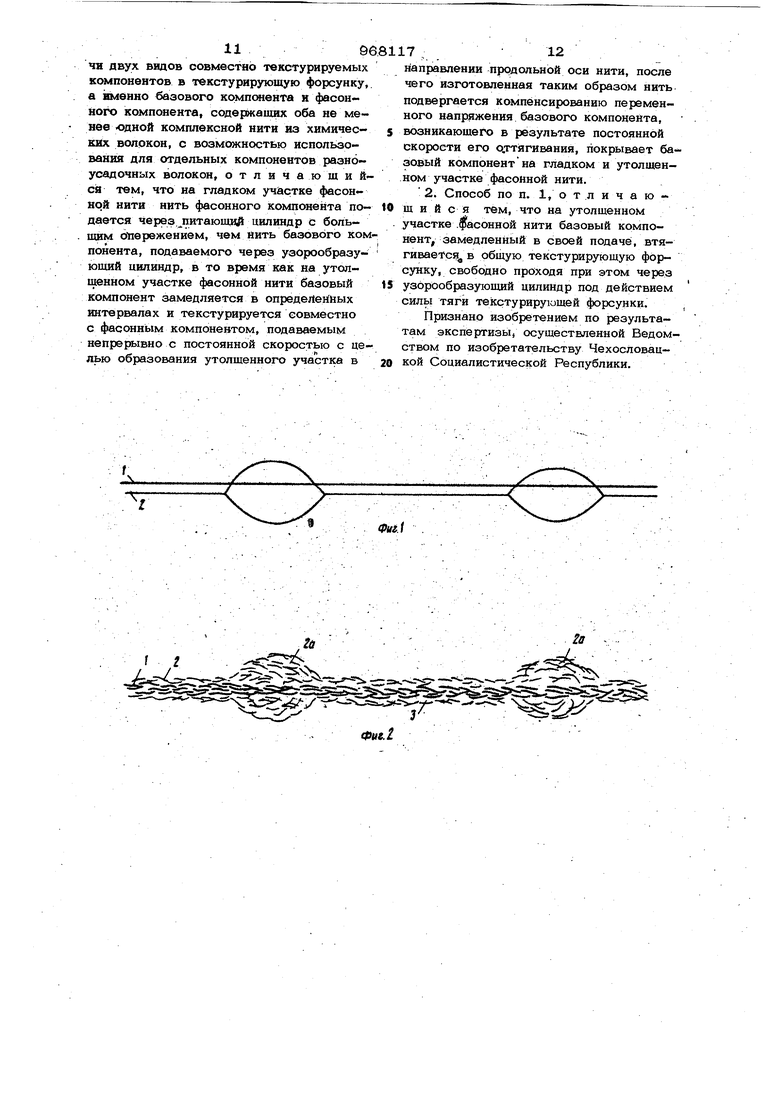
Известен также способ изготовления объемной пряжи с регулярно чередующимися участками с большей усадкой, заключаюЕшйся в том, что пряже при ее прохождении потоком газа сообщают колебания в поперечном напраапении к направлению ее оси. Количество и длина участков с большей усадкой зависят от скорости и натяжения пряжи, от давле-. ния газа и от расстояния между выходным отверстием текстурирующей форсунки и резонансного паза.По другому известному принципу изготовления фасонной пряжи образование фасонного эффекта основывается на различном опережении подачи двух видов нит в турбулентную камеру. Первая стержне вая нить додается с нулевым опережением так, чтобы не происходило увеличе ние ее объемности, вторую нить создающую эффект, подают с положительным опе режением в потоке рабочей среды с одновременным отсасыванием среды из i входных и выходных отверстий турбулен ной камеры,в результате чего на нити образуется эффект на основе перемещения результирующей нити в потоке рабочей среды, обволакивающей нить. При этом в турбулентной камере происходит перепутывание нитей и образование неравномерно расположенных узлов на стержневой нити. Известен также способ изготовления фасонных нитей, основывающийся на при менении форсунки, работающей по принци пу всасывания и переплетения нитей, с применением базового и фасонного , компонентов нити. В форсунке изменяетс давление струи воздуха и кроме того, несущая базовая нить подается периодически под натяжением или без него. Известен также способ изгото ения пряжи с местными утолшелиями-узелками использующий стержневую и покровную нити, заключающийся в том, jTO оба .компонента подаются в турбулентную зону, причем стержневая нить подается с более высоким напряжением чем напряжение покровной нити. Рабочаясреда в турбулентной зоне вызывает всасывание покровной нити и образование местных утолщений и петель из покровной нити на стержневой нити за счет подачи покровной нити с опережением. Недостатком указанных способов изготовления фасонных нитей или пряжи из химических волокон является то, что для их осуществления требуется относительно сложное технологическое оборудование. Цель изобретения - создание нового типа фасонной нити, обладающей свойствами пряжи,и упрощение технологии изготовления с применением несложного производственного оборудования. Эта цель достигается способом, по Которому изготовляют механически тек- стурированную .фасонную нить, характеризующуюся наличием коротких утолщенных участков-узелков в направлении ее продольной оси и состоящую из базового компонента, содержащего не менее одной филаментной нити из химических волокон и фасонного компонента, также содержащего не менее одной филаментной нитииз химических волокон. Оба компонента вводятся jB текстурирующую форсунку для совместного механического текстурирова- ния-в потоке рабочей среды под давлением при условии различного опережения их подачи, Оба компонента готовой фасонной нити, .т. е. базовый и фасонный могут содержать ра:зноусадочные химические войокна.. На гладком участке фасонной нити фасонный компонент подает- ся через питающие галеты с больщим опережением чем базовый компонент, подаваемый Через узорообразующий и прижимной цилиндры. .Подача базового компонента в текстурирующую форсунку и определенных промежутках замедляется и вслед. за этим он подвергается вместе с фасонным компонентом текстурированию. При этом фасонный компонент подается с постоянным опережением по отношению к скорости оттягивающего цилиндра. Таким образом в направлении продольной оси нити возникают короткие утолщенные участки. Готовая нить подвергается компенсированию на переменное количество подаваемого базового компонента и наматывается на паковку. Кроме TOrOi подача базового компонента фасонной нити периодически замедляется на небольщой промежуток времени и базовый компонент втягивается в текстурирующую форсунку при свободном проходе через направляющий паз узороебразующего цилиндра под воздействием силы тяги текстурирующей форсунки, образуя таким образом равномерно расположенные короткие утолщенные участки в виде узелков на поверхности нити. Подача базового компонента кратковременно замедляется и компонент втягивается в произвольных интервалах в текстурирующую форсунку только благодаря силе тяги форсунки. В этом случае происходит образование расположенных произвольно утолщений небольших рйзмеров. Интервалы кратковременного замедления подачи .базового Компонента задаются программой автоматической вычислительной мащины или механически. Предлагаемый способ изготовления фасонной нити, можно применять для переработки механически текстурированных гибриднь1х нитей, состоящих из двух компонентов, фасонный компонент содержит химические волокна с низкой усадкой, в то время как базовый компонент содержит химические волокна, обладающие вьюокой усадочиостью. На гладком участке фасон ной нити фасонный компонент подается 4 через питающие цилиндры с большим опережением, чем базовый компонент, подаваемый через узороообразуюший и прижимной цилиндры. Оба компонента подвергаются совместному механическому текстз рированию в потоке рабочей среды под давлением, в результате чего происходит взаимное переплетение волокон обоих ком понентов и образование извитков и петель на волокнах фасонного компонента. На утолщенном участке нити базовый компонент при вводе в текстурирующую форсунку регулярно или произвольно замедляется на короткое время и затем .подвергается текстурированию одновременно с фасоннь1м компонентом, который подается с постоянным опережением по отношению к скорости оттягивающего цилиндра. Таким образом возникают короткие утолщеннью участки в направлении продольной оси результирующей фасонной нити. Далее выравнивается не- постоянное количество подаваемого базового компонента, и полученную таким образом окончательную фасонную нить подвергают термоусадке, нить при этом фиксируется и одновременно увеличивает свой объем. Готовая нить наматывается на паковку. На фиг. 1 приведена схема принципа образования по составу фасонной нити с короткими утолщенными участками; на фиг. 2 - структурный состав текстурированной фасонной нити с короткими утолщенными участками; на фиг. 3 - схе матическое размещение рабочих механизмов текстурируюшей машины для изготов ления фасонной нити с короткими утолще ными, участками; на фиг. 4 - вид развернутой поверхности узорообразуюшего цилиндра; на фиг. 5 - схематическое 1 азмешение управляемого по программе тор моза узорообразующего и прижимного ци линдра. Фасонная нить, имеющая короткие утол щённые участки в направлении ее продольной оси, состоит из нити базового компонента 1 и из нити 2 фасонного ком понента. Фасонный компонент образует короткие утолщенные участки 2 а в резул тате накапливания этого компонента при кратковременном замедлении подачи базового .компонента 1; На гладких участках 3 фасонной нити фасонный компонент 6 17 6 2 попадает на поверхность готовой .фасонной нити в рее1ульгаг9 больщего постоянного опережения подачи по отношению к подаче базового компонента 1 фасонной нити. Короткие утолщенные участки 2а чередуются или регулярно, например путем управления с помощью функционального тормоза элементом системы регулирования, расположенным на узорообразующем цилиндре, или произвольно. ЧТО обеспечивается управлением функци- . ональнрго тормоза с помощью заданной программы; Базовый компонент 1 будущей фасонной нити подается с катушечной рамы (не по- . казано) через направляющий тормоз 4 и. другой функциональный тормоз 4 на узорробразующий цилиндр 5 и прижимной цилиндр 6 и оттуда в текстурирующую форсунку 10. Нить 2 фасонного компонента будущей фасонной нити подается также с катушечной рамы Через направляющий тормоз 7 на питающий цилиндр 8 и прижимной, цилиндр 9 в текстурирующую форсунку 10 вместе с базовым компонентом 1. Переменное напряжение подаваемого базового компонента 1 фасонной нити, возникающее в результате постоянной скорости ее намотки на цилиндрическую катушку 24, компенсируется с помощью выравнивающего приспособления 11, подпружиненный ролик которого касается готовой текстурированной нити в местах между направляющими роликами 12 и 13. Перед намоткой на цилиндрическую катушку 24 готовая нить проходит через оттягивающий цилиндр. 14, прижимной цилиндр 15 и пре па рационный валик 16. Развернутая поверхность узорорбразугощего (илиндра 5 имеет два направляющих паза 17, расположенные в оси рабочего расстояния А. Подача нити 1 базового компонента в гокстурирующую форсунку 1О. Базовый компонент. 1 с помощью направляющего элемента 18 подается между тарелками 19 и 2О управляемого функ- ционального тормоза 4. Тарелка 20 функционирует, от направляющего элемента 21, управляемого по заданной программе с помощью электромагнита (не показан). Тарелка 20 благодаря прижимной пружине . 22, находящейся на обшем вале 23 функ-. ционального-тормоза 4, соприкасается с .тарелкой 19. После опускания пружины . 22 базовый компонент 1 фасонной нити подается или на всю поверхность или только в направляющие йазы 17 узороо5п. раэуюшего цилиндра 5, прилегающего к поверхности прижимного цилиндра 6. Установка функционирует следующим образом. Базовый компонент 1 фасонной нити подается через направляющий тормоз 4 и второй функциональный регулируемый тормоз 4 между узорообразующим цилин ром 5 и прижимным цилиндром 6 в текс рирующую форсунку 10 с минимальным опережением, например 16% по отнощению к скорости оттягивающего цилиндра 14 и прижимного цилиндра 15. Фасонны компонент 2 фасонной нити подается с прстоянным опережением, например 2О-50 по отношению к скорости оттягивающего цилиндра 14 и прижимного шшиндра 15 , через направляющий тормоз 7 между питающий цилиндр 8 и прижимной цилиндр 9 Замедлением подани базового компонента 1 при его проходе через функциональный тормоз 4 и свободнем прохождении через один Из направляющих .пазов 17, расположенных в оси рабочего расстояния А узорообразующего цилиндра 5, в соприкосновении с которым находится вся поверхность прижимного цилиндра 6, кратковременно понижается скорость базового компонента 1, подаваемого в текстурирующую форсунку 10, функционирующей с постоянной силой тяги, например вв среднем от 0,029 до 0,О5 Н. Фасонный ком понент 2 подается с одинаковым постоян ным опережением и постоянной скоростью и тогда, когда кратковременно понижается скорость . подачи базового компонента 1, в результате чего на этом участке поверхности готовой фасонной ни ти образуется короткий утолщенный участок-узелок. Больщее количество фасонного компонента 2 при замедлении подачи базового компонента 1 вызывает кратковременное накопление фасонного компонента 2 в виде короткого утолщенного участка-узелка. Если управляемый по программе фуч; циональный тормоз 4 функционирует непосредственно от узорообразующего цилиндра 5,:например через выступ на узо рообразующем цилиндре 5 посредством рычажного механизма, то на результирующей фасонной нити появляется регулярный узелковый эффект. Если базовый компонент 1 произволь, но замедляется на короткий промежуток времени с помощью управляемого по про грамме тормоза 4, то решающим условием лля образования короткого утолщенного учас:тка явпяется положение узороОбразующего цилиндра 5 по отношению к прижимному цилиндру 6. Если узорообразующий цилиндр 5 находится в таком положении, когда через один из направля- , ющих пазов 17 в оси рабочего расстояния А свободно, проходит базовый компонент 1,.то в текетурирующей форсунке 10 происходит образование короткого утолщенного участка-узелка. Если же узорооб.разующий цилиндр 5 находится в таiKOM положении по отнощению к прижимному цилиндру, 6, тогда базовый компонент 1 зажимается между целыми поверхностями узорообразующего цилиндра 5 и прижимного цилиндра 6, то происходит преодоление тормозящего эффекта функционального тормоза 4. В этом случае не происходит замедление подачи базового компонента 1 и не возникают короткие утолщенные участки-узелки. Чередованием указанных вариантов можно изготовлять фасонную нить с произвольно расположенными короткими утолщенными участками в направлении ее продольной оси. На гладких участках 3 фасонной нити базовый Компонент 1 и фасонный компонент 2 подаются в текстурирующую форсунку 10 непрерывно с определенным постоянным опережением, причем фасонный компонент 2 подается с больщим опережением, чем базовый компонент 1 по отнощению к оттягивающему цилиндру 14 и прижимному цилиндру 15, в результате чего волокна фacokнoгo компонента 2 преобладают на поверхности результирующей фасонной нити. Текстурированная фасонная нить далее подвергается компенсированию с помощью выравнивающего приспособления 11 между направляющими роликами 12 и 13, где происходит компенсирование переменного напряжения подаваемого базового компонента 1. Переменное напряжение базового компонента 1 фасонной нити возникает в результате его амёдлекця в определенных интервалах при свободном прохождении через текстурирующую форсунку 10 и осуществляется с помощью функционального тормоза 4, управляемого по программе, причем скорость оттягивания фасонной нити через оттягивающий цилиндр 14 и прижимной цилиндр 15 все время портоянна. Если в перерабатываемом базовом компоненте 1 имеются усадочные волокна, то для повыщения объемности и закрепления полученного эффекта можно включить термоэлемент. Термофиксирующий элемент (не показан) можно поместить между оттягиваюшим цилиндром 14 прижимным ц ЛИНД ром 15 и цилиндрической катушкой 2 Пример 1. Фасонная нить с короткими утолщенными участками-узелкам в направлении ее продольной оси изготов лена по предлагаемому способу из двух компонентов: базовый компонент - полиэфирная комплексная нить, 110 дтекс, I 36, блестящая; фасонный компонент (две нити) - полиэфирная комплексная нить, 84 дтекс, € 36, матированная, полиэфирная комплексная нить, 84 лтекс, 26, матированная. Басзовый компонент 1 вводят в воздуш ную текстурирующую форсунку 1О через направляющий тормоз 4 и регулируемый функциональный тормоз 4, который крат ковременно в определенных интервалах замедляет подачу базового компонента 1 перед вводом в текстурирующую форсунку 10. Скорость подачи базового компонента 1 составляет 123,3 м/мин..Обе нити, образующие фасонный компонент 2, вводят в текстурирующую форсунку lO через общий тормоз 7 со скоростью 133,4 м/мин, где подвергаются совмест ному текстурированию вместе с базовым компонентом 1. Скорость оттягивающего цилиндра 14 составляет 106 м/мин. Готовая фасонная нить, проходя через препарационный валик 16, наматывается на цилиндрическую катушку 24. Скорость на мотки составляет 97,5 м/мик. Полученная фасонная нить характеризуется наличием коротких утолщенньЕх участков-узелков в направлении ее продольной оси. Такая нить используется для изготовления верхней трикотажной одежды, вязано-прощивных и ткацких изделий в щироком ассортименте. Пример 2. Фасонная нить с короткими утолщенными-участками-узелками в направлении ее продольной оси изготовлена способом, описанным в примере 1, из двух компонентов химической нити; базовый компонент - полиэфирная комплексная нить, 1 1О дтекс « f 36, матированная; фасонный компонент (две нити) - полиамидная комплексная пить, 87 дтекс, ;i.l6, матированная, полиамид ная комплексная нигь, 67 дтекс, 16, матированная. Базовый компонент 1 подается в воз душную текстурирукэщую форсунку 10 че рез направляющий тормоз 4 и регулируемый, функциональный тормоз 4 СО скоростью 125,3 м/мин вместе с двумя ни тями фасонного компои€ нта 2, подаваемыми со скорост,1о 135, м/мнн при скорости оттягивающего .цилиндра 14 1О8 м/мин. Фасонная нить, изготовленная по данной технологии, характеризуется после окраски Готового изделия или метража короткими утол.щенными участками, отличающимися по цвету друг от друга и выделяющимися вследствие неодинакового сродства используемых материалов к применяемым красителям. Область применения фасонной нити аналогична с описанным в примере 1. Пример 3. Фасонная высокообъемг ная гибридная нить, обладающая короткими утолщенными участками-узелками в продольной оси, изготовлена предлагаемым способом из двух компонентов химической нити следующегосостава: базовый крмпо- нет - полиэфирные комплексные нити, вы- сокоусадочные с усадкой 28%, 110 дтекс, f 36, в суровом виде, фасонный компонент - полиамидные комплексные нити, с низкой усадкой, 67 дтекс, f 16, в суровом виде. Базовый компонент 1 подается в воздушную текстурируюшую форсунку Ю через направля;; щий тормоз 4 и .через регулируемый функциональный тормоз 4 способом, описанным в примере 1, со скоростью 127j3 м/мин. Фасонный компо- нент 2 подается со скоростыо 137.4м/мин при скорости оттягивающего иилиндра 14-110 м/мин. На этой скорости результирующая фасонная нить прежде всего подвергается выравниванию переменного количества подаваемого базового компонента 1, после чего ее вводят в безконтактный нагревательный элемент, нагретый до 19о С, где нить подвергается усадке на 17% от длины нити. Одновременно с. этим в нагревательном элементе происходит увеличение объемности, и закрепление полученного эффекта. Из нагревательного элемента нить наматывается на цилиндрическую катушку 24, скорость намотки составляет 101.5м/мин. Область применения фасонной нити аналогична с примером 1. Формула изобретения 1. Способ изготовления механически текстурирюванной фасонной нити с помощью потока .рабочей среды под давле- нием, характеризующейся наличием гладких и утолщенных участков-узелков в направлении продольной оси этой нити, основайный на различном опережении подачи двух видов совместно текстурируемых компонентов в текстурирующую форсунку, а in«teHHO базового крмпстента и фасонного компонента, содержащих оба не менее -одной комплексной нити из химических волокон, с возможностью использования для отдельных компонентов разноусадочных волокон, отличающийся тем, что на гладком участке фасонной нити нить фасонного компонента подается через питаюший цилиндр с больщим о хережением, чем нить базового компонента, подаваемого через узорообразу- ющий цилиндр, в то время как на утолщенном участке фасонной нити базовый компонент замедляется в определенных интервалах и текстурируется совместно с фасонным компонентом, подаваемым непрерывно с постоянной скоростью с целью образования утолщенного участка в
направлении пррдольной оси нити, после чего изготовленная таким образом нить подвергается компенсированию переменного напряжения базового компонента, возникающего в результате постоянной скорости его о.тт;ягивания, покрывает базовый компонент на гладком и утолщенном участке фасонной нити.
2, Способ по п. 1, о т л и ч а ю щ и и с я тем, что на утолщенном участке .фасонной нити базовый компонент, замедленный в своей подаче, втягивается, в общую текстурирующую форсунку, свободно проходя при этом через узорообразующий цилиндр под действием силы тяги текстурирующей форсунки.
Признано изобретением по результатам экспертизы) осуществленной Ведомством по изобретательству Чехословацкой Социалистической Республики.


Y
Фи.1
S)
19,
Л
-и
Г±
гз
d
./7
