Изобретение относится к способу получения малоусадочной нити, особенно к швейной нити из синтетических полимерных предориентированных комплексных нитей.
Известные синтетические нити, из которых наиболее распространены нити из полиэфирного волокна, имеют по сравнению с полученными классическим способом хлопчатобумажными нитями, в которых стержневая нить состоит из сложного полиэфира, а фасонная нить - из хлопка то преимущество, что они могут быть получены в виде непрерывной нити, почти не имеют загрязнений, могут быть окрашены за один цикл, и обладают явно повышенной прочностью. Однако это уравновешивается тем большим недостатком, что синтетические нити менее объемны и тем самым более проволокоподобны, а следовательно, значительно жестче на ощупь, чем хлопчатобумажные или смешанные нити. Однако производители одежды и в особенности производители белья из соображений комфортности при носке требуют для швейной нити мягкую на ощупь пряжу, которую можно без проблем применять для современных швейных машин, которая имеет достаточную конечную прочность и возможно меньшую усадку при кипячении.
Поэтому предпринимались многочисленные попытки создать способы, с помощью которых можно получить синтетическую нить с желаемыми свойствами. Так например, из ДЕ 3834139 A1 известен способ получения малоусадочной нити, в частности швейной нити из синтетических полимерных предориентированных комплексных нитей, характеризующийся их вытягиванием, текстурированием в потоке воздуха, наматыванием на катушку, дальнейшей обработкой в красильном устройстве. Целью этого способа является создание швейной нити с конечной прочностью более 40 cH/текс. На самом деле способ обеспечивает получения даже нитей с конечной прочностью между примерно 48 и 57 cH/текс. Это достигается за счет применения высокопрочных, малоусадочных и малорастягивающихся комплексных компонентов как для стержневого компонента (или стоевой пряди), так и для фасонного, за счет выдерживания определенного соотношения титров стержневых элементарных волокон и фасонных элементарных волокон, а также за счет определенных условий процесса, прежде всего в области растяжения перед текстурированием. После текстурирования предпочтительно проводят фиксацию с помощью горячего воздуха при поддерживаемой постоянной длине пряжи, т.е. фиксацию вытяжек. Способ обеспечивает получение только жесткой на ощупь, проволочной пряжи, как можно видеть по приведенной высокой конечной прочности. Однако высокая конечная прочность даже швейной нити является только на первый взгляд преимуществом. Значительно важней для потребителей, т.е. для производителей одежды и в особенности белья, швейные качества нити, а также соответствующая швейному материалу прочность и малая остаточная усадка готового шва.
Поэтому в основе изобретения лежит задача создать способ, с помощью которого можно получить малоусадочную нить, в частности швейную нить, которая при достаточной конечной прочности (в пределах около 40 cH/текс) была пушистой и мягкой на ощупь, а также имела хорошие швейные качества.
Эта задача решается тем, что при способе получения малоусадочной нити, в частности швейной нити из синтетических полимерных предориентированных комплексных нитей, характеризующемся их вытягиванием, текстурированием в потоке воздуха, наматыванием на катушку, дальнейшей обработкой в красильном устройстве, вытягивают комплексные нити в виде единственной компоненты при температуре, например 180-230oC с коэффициентом 1,6-1,5, текстурируют вытянутую компоненту в потоке воздуха с опережением подачи с коэффициентом 1,03-1,20, затем полученную таким образом однокомпонентную суровую нить подают в зону придания пряже повышенной объемности заданной длины с опережением подачи с коэффициентом 1,003-1,02, суровую пряжу с повышенной объемности наматывают на катушку с возможно меньшим натяжением, затем намотанную суровую нить сматывают и скручивают, причем обработке, при необходимости окраске, в красильном устройстве подвергают скрученную суровую нить в течение 1-3 часов при температуре 125-135oC.
Компоненту из комплексных нитей вытягивают при температуре 205-215oC.
Компоненту из комплексных нитей вытягивают с коэффициентом 2,20-2,30.
Эта задача может быть решена также за счет того, что при способе получения малоусадочной, в частности швейной нити из по меньшей мере двух компонентов из синтетических полимерных предориентированных комплексных нитей, одна из которых образует стержневую компоненту, а другая - фасонную компоненту, и обе независимо друг от друга и с различной степенью вытягивают при температуре в области примерно 130-230oC, а также текстурируют в потоке воздуха с различным опережением подачи, наматывают на катушку, подвергают обработке в красильном устройстве, согласно изобретению стержневую компоненту вытягивают с коэффициентом 1,6-2,5 и фасонную компоненту с коэффициентом 1,3-2,1, опережение подачи на текстурирование у стержневой компоненты составляет 1,01-1,03, у фасонной компоненты составляет 1,10-1,35, полученную после текстурирования в потоке воздуха по меньшей мере двухкомпонентную суровую нить подают в зону придания нити повышенной объемности заданной длины при опережении подачи с коэффициентом 1,003-1,025, далее суровую нить с повышенной объемностью наматывают на катушку с возможно меньшим натяжением, намотанную суровую нить сматывают и скручивают, затем скрученную нить подвергают обработке, при необходимости окраске, в красильном устройстве в течение 1-3 часов при температуре 125-135oC.
В качестве комплексных нитей применяют полиэфирные комплексные нити.
Стержневую компоненту вытягивают с коэффициентом 2,0-2,4, предпочтительно, 2.25.
Фасонную компоненту вытягивают с коэффициентом 1,5-1,9.
Для нитей с титром готовых нитей между примерно 700 и 100 дтекс текстурирование в потоке воздуха производят со скоростью в области 300-500 м/мин.
Текстурирование производят в Y-образной фильере текстурирования в потоке воздуха.
Суровую нить подают в зону придания пряже повышенной объемности с опережением подачи с коэффициентом примерно 1,01.
Зона придания нити повышенной объемности имеет длину примерно 100 см.
Зона придания нити повышенной объемности расположена между валиком со стороны подачи и валиком со стороны съема.
Нить с повышенной объемностью наматывают на катушку с натягом, соответствующим вытяжению нити на 2-5%, предпочтительно 4%.
Намотанную на катушку суровую нить при сматывании подвергают скручиванию при величине αметр, равной примерно 65-85.
Намотанную на катушку суровую нить при сматывании подвергают скручиванию в обычном процессе скручивания и наматывают на шпули, подлежащие крашению.
Скрученную суровую нить в течение примерно 2 часов подвергают обработке, при необходимости окраске, в красильном устройстве при температуре примерно 130oC.
Способ согласно изобретению поясняется ниже на примере изготовления швейных ниток с использованием схематических чертежей и таблиц I и II. Чертежи показывают:
фиг. 1a, 1b - способ для изготовления однокопнонентной нити и
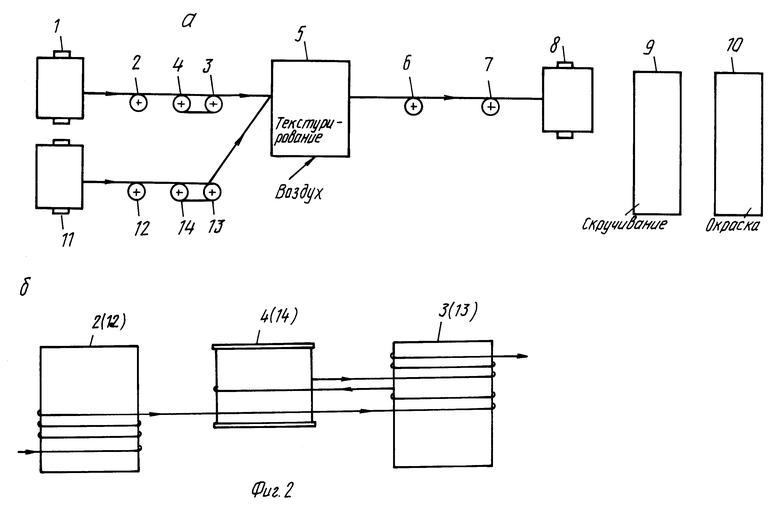
фиг. 2a, 2b - способ для изготовления двухкомпонентной нити.
В соответствии с фиг. 1a 1b подаваемая с катушечной рамки 1 одна компонента синтетической комплексной нити из предориентированного, соответственно, частично вытянутого сложного эфира (POY) подают через первый вытяжной валик 2, через второй вытяжной валик 3 и подогреваемую галету или подогреваемый штифт 4, с нее или с него еще раз через вытяжной валик 3, как правило, с двойным охватом по меньшей мере каждого из вытяжных валиков. В образованной таким образом вытяжной зоне компоненту при температуре, которая может достигать примерно 180-230oC, вытягивают с коэффициентом примерно 1,6-2,5. Затем эту вытянутую компоненту подают в обычную Y-образную фильеру 5 текстурирования в потоке воздуха (предлагаемую, например, фирмой Хеберлайн, Швейцария) с опережением подачи, равным примерно 1,03-1,20. Выходящую из фильеры 5 текстурирования в потоке воздуха суровую нить подают в зону придания нити повышенной объемности, которая расположена между двумя валиками 6 и 7 может иметь длину примерно в 1 м. При этом опережение подачи суровой нити валиком 6 по сравнению со скоростью вращения валика 7 составляет примерно 1,003-1,025. Точное значение опережения подачи выбирают так, чтобы суровая нить в соответствии с собственной эластичностью своих элементарных волокон могла увеличивать объемность в радиальном направлении, не образуя недопустимо большого провеса между валиками 6 и 7. Затем сходящую с валика 7 сверхобъемную суровую нить с возможно меньшим натягом наматывают на катушку, в данном случае на шпулю крестовой намотки 8. Затем шпулю 8 устанавливают в обычную крутильную машину 9, в которой суровую нить, - снова с возможно малым натягом, - сматывают со шпули и подвергают скручиванию (точнее говоря вращению, поскольку речь идет только об одной компоненте) с величиной αmtr, равной примерно 65-85 ( αmtr = числу вращений/м: 
При более низких и более высоких значениях αmtr получают худшие швейные качества. Кроме того, при более высоких значениях αmtr повышается склонность нити к образованию завитков. При желании, например, улучшить внешний вид готовой нити можно если затем две такие крученные суровые нити подвергнуть обычному скручиванию. Это приводит к образованию нити с соответственно большим конечным титром, как показано в таблицах 1 и 2 в качестве примера 1. Крученую и, при необходимости, скрученную суровую нить подают далее в обычное красильное устройство 10 и подвергают там обработке в течение 1-3 часов, обычно в течение 2 часов при температуре примерно 123-135oC в водном растворе, который обычно содержит требуемый краситель. Во время этой обработки суровая нить подвергается усадке в зависимости от исходных материалов примерно на 4-8% и тем самым становится готовой нитью.
Фиг. 2а и 2b показывают схему изготовления двухкомпонентной пряжи, состоящей из стержневой компоненты и из фасонной. Стержневая компонента поступает с катушечной рамки 1.
Ее проводят по тому же пути и подвергают тем же процессам обработки до Y-образной фильеры 5 текстурирования в потоке воздуха, как и одиночную компоненту из комплексной нити в варианте по фиг.1. С другой катушечной рамки 11 поступает фасонная компонента, которую аналогично стержневой проводят вокруг первого вытяжного валика 12, второго вытяжного валика 13 и расположенного между ними подогреваемого штифта 14. Обе компоненты подают вместе, однако с различным опережением подачи в фильеру 5 текстурирования в потоке воздуха. Последующие стадии процесса одинаковы с обработкой однокомпонентной нити согласно фиг.1. Однако параметры процесса частично отличаются от параметров способа изготовления однокомпонентной нити. В частности, диапазон возможных растяжений фасонной нити увеличен и может составлять 1,3-2,1. И наоборот, опережение подачи стержневой компоненты в большинстве случаев ниже, чем для однокомпонентной нити и составляет обычно примерно 1,01-1,03, в то время как фасонную нить подают с опережением подачи примерно 1,10-1,35. Однако опережение подачи текстурированной в потоке воздуха суровой нити на валике 7 выбирают по тому же принципу, что и в случае с однокомпонентной нитью.
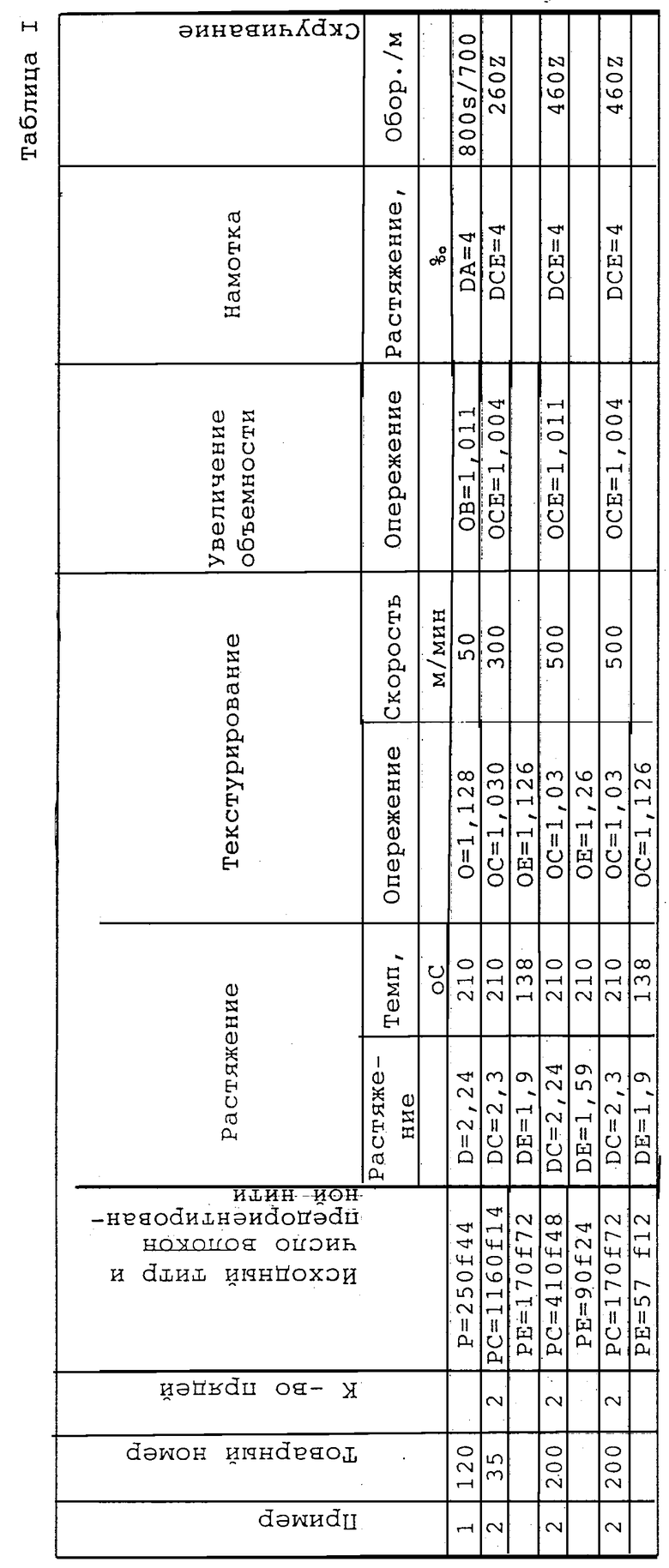
В таблице 1 приведены основные параметры способа получения однокомпонентной швейной нити (пример 1) согласно способу по п. 1 формулы изобретения и фиг. 1a, 1b, а также способу получения двухкомпонентных швейных нитей (примеры 2, 3 и 4) различных товарных номеров согласно способу по п.4 и фиг. 2a, 2b.
Соответствующие данные суровой нити и готовой нити приведены в таблице 2. Из однокомпонентной швейной нити согласно примеру 1 получают обычным скручиванием двух таких компонентов швейной нити готовую пряжу широко распространенного товарного номера 120. Поэтому титр готового товара указан в таблице равным 134 • 2 дтекс.
Приведенные в таблице 2 округленные значения титра суровой нити TR вычисляют из приведенных в таблице 1 величин следующим образом:
Пример 1: 
Примеры 2-4: 
при 
Величины титров готовой нити образуют из величин титров суровой нити путем перемножения на указанный в таблице 2 коэффициент усадки 1,06.
| название | год | авторы | номер документа |
|---|---|---|---|
| НИТЬ ШВЕЙНАЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2021 |
|
RU2780193C1 |
| Фасонная нить и способ ее изготовления | 1979 |
|
SU962354A1 |
| Способ изготовления механически текстурированной фасонной нити | 1979 |
|
SU968117A1 |
| СПОСОБ ПОЛУЧЕНИЯ ХИМИЧЕСКОЙ НИТИ | 2001 |
|
RU2181804C1 |
| ТЕКСТУРИРОВАННАЯ НИТЬ С РАЗЛИЧНОЙ УСАДКОЙ И ПРЕВОСХОДНОЙ ИМИТАЦИЕЙ СВОЙСТВ ЗАМШИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ТКАНЬ, КРУГЛОВЯЗАНЫЙ ТРИКОТАЖ И ОСНОВОВЯЗАНОЕ ТРИКОТАЖНОЕ ПОЛОТНО ИЗ ТАКОЙ ТЕКСТУРИРОВАННОЙ НИТИ | 2003 |
|
RU2283906C2 |
| СПОСОБ ПОЛУЧЕНИЯ ХИМИЧЕСКОЙ НИТИ | 2004 |
|
RU2245404C1 |
| ТЕКСТИЛЬНАЯ ПОДЛОЖКА ДЛЯ ТЕРМОКЛЕЕВОЙ ПРОКЛАДКИ | 1993 |
|
RU2072008C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТИРИРОВАННОЙ ТКАНИ | 1995 |
|
RU2091520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕКРУЧЕНОЙ ИЛИ КРУЧЕНОЙ С НЕКОТОРОЙ КРУТКОЙ НИТИ И ТЕКСТИЛЬНАЯ НИТЬ | 1993 |
|
RU2121535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОВЯЗАНОГО ТРИКОТАЖНОГО ПОЛОТНА | 1997 |
|
RU2128256C1 |

Способ предназначен для изготовления одно- и многокомпонентных нитей, в частности швейных нитей. Способ получения малоусадочной текстурированной в потоке воздуха нити из синтетических комплексных нитей приводит к получению особенно объемной, однако достаточно прочной пряжи, если суровую нить после текстурирования в потоке воздуха подводят не как обычно в зону усадки, а в зону придания пряже повышенной объемности, а именно с опережением подачи, которую выбирают так, чтобы суровая пряжа в соответствии с эластичным напряжением своих волокон могла бы определенным образом пружинить. Суровую пряжу с повышенной объемностью скручивают и затем подвергают обработке в обычном красильном устройстве. Изобретение позволяет осуществить увеличение объемности нити при одновременном повышении стабильности и конечной прочности. 2 с. и 14 з.п. ф-лы, 2 табл., 2 ил.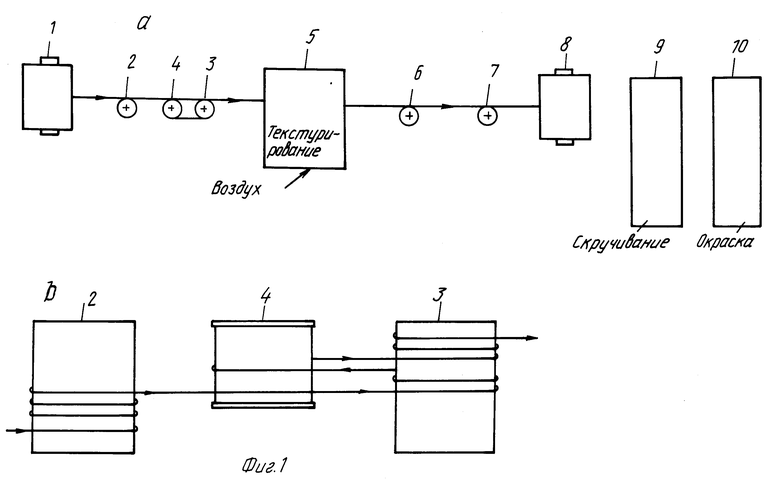
| DE 3834139 A1, 19.04.90 | |||
| Прибор для отпуска по весу жидкости | 1939 |
|
SU57583A1 |
| Электрод для дуговой сварки трехфазным током | 1947 |
|
SU72881A1 |
| ЗАДВИЖКА С УПРУГИМ РАСШИРЯЮЩИМСЯ ЗАТВОРОМ | 0 |
|
SU241857A1 |
| DE 3844615 A1, 22.03.90 | |||
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ НИТЕЙ | 0 |
|
SU317724A1 |
| Способ получения синтетической текстурированной швейной нити | 1983 |
|
SU1124053A1 |
| Экономайзер | 0 |
|
SU94A1 |

