Предлагаемое изобретение относится к машиностроению и может быть применено при подводной механизированной и автоматической мокрой сварке, а также дуговой резке металлических конструкций непосредственно в пресной и морской воде.
Известна порошковая проволока для подводной сварки сталей (см. Левченко A.M., Паршин С.Г., Антипов И.С.Порошковая проволока для подводной сварки сталей. Патент РФ №2585605 от 09.12.2014 г. Опубликовано 27.05.2016 г. Бюл. №15), состоящая из стальной оболочки и шихты, содержащей, масс. %: рутиловый концентрат 23-42, гематит 18-27, железный порошок 28-42, ферромарганец 5-9, никель 3-5, комплексный фторид щелочного металла 3-15 и политетрафторэтилен 3-15. В качестве комплексного фторида щелочного металла шихта содержит соединение или смесь соединений, выбранных из группы гексафторалюминатов, гексафтортитанатов, гексафторсиликатов, гексафторцирконатов щелочных металлов. Применение указанной проволоки позволяет улучшить качество сварного шва за счет металлургических реакций по удалению водорода из зоны сварки. Однако применение данной порошковой проволоки требует больших значений рабочего напряжения до 40 В из-за поступления и диссоциации воды. Поскольку порошковая проволока для сварки имеет диаметр 1,6 мм, объем шихты и образующегося шлака является небольшим, что не позволяет полностью изолировать поверхность сварочной ванны от проникновения воды. Это вызывает нестабильность сварочной дуги при многослойной сварке и появление водородной пористости в шве при формировании широких валиков в разделке свариваемых деталей.
Известен способ электродуговой сварки в среде защитного газа с флюсовой лентой (см. Паршин С.Г., Казаков Ю.В. Способ электродуговой сварки. Патент РФ на изобретение №2209714, от 12.10.01 г. Опубликовано 10.08.2003 г.). При данном способе, сварку производят по стекловолокнистой ленте, в полости которой размещают активирующий флюс. Данный способ позволяет увеличить проплавляющую способность дуги за счет контрагирования дуги парами фторидов и выполнять дуговую сварку деталей повышенной толщины без разделки кромок за один проход. Однако, указанный способ пригоден для аргонодуговой сварки вольфрамовым электродом на воздухе и не может использоваться при подводной мокрой сварке. Кроме того, стекловолокнистую ленту нельзя применять при подводной мокрой сварке из-за проникновения воды в ленту и растворения компонентов флюса.
Известна порошковая проволока для мокрой подводной резки (см. Левченко A.M., Паршин С.Г., Антипов И.С. Порошковая проволока для мокрой подводной резки. Патент на изобретение №2722397 от 09.07.2019 г.), которая принята за прототип. Проволока по прототипу состоит из стальной оболочки и порошкообразной шихты, содержащей, масс. %: карбонат железа 50-70; карбонат щелочного металла 20-30; комплексный фторид щелочного металла 10-20. Указанное изобретение позволяет выполнять подводную мокрую резку углеродистых и низколегированных сталей за счет окисления железа в реакциях с углекислым газом при разложении карбонатов. Однако применение указанной порошковой проволоки эффективно при толщине металла до 10 мм и требует больших значений рабочего напряжения до 45 В. Поскольку порошковая проволока для резки также ограничена диаметром 1,6-2 мм, объем образующегося шлака является недостаточным для эффективной защиты зоны реза от проникновения воды. Это снижает глубину реза, стабильность сварочной дуги, что ограничивает толщину разрезаемого металла до 10-12 мм.
Сущность предлагаемого способа заключается в том, что на поверхности свариваемых (разрезаемых деталей) размещают активирующий флюс и производят подводную мокрую сварку (резку) по активирующему флюсу с применением порошковой проволоки.
Техническим результатом предлагаемого способа является увеличение глубины проплавления при подводной мокрой сварке и глубины реза, а также улучшение качества сварки (реза) путем размещения на поверхности металла водонепроницаемой ленты с активирующим флюсом.
В отличие от прототипа, процесс дуговой сварки и резки осуществляется непосредственно в воде с применением порошковых проволок, а активирующий флюс находится внутри ленты, состоящей из полимерной или металлической оболочки. В качестве полимера для оболочки применяют наиболее термостойкие полимеры:
политетрафторэтилен, полиамид, полиимид. Металлическую оболочку можно изготавливать из алюминиевой, оловянной или медной фольги.
Возможно также изготовление многослойной оболочки из слоя металлической фольги и слоя полимерной ленты.
При этом состав активирующего флюса состоит из следующих компонентов, масс. %:
Комплексный фторид щелочного металла - 15-45
Фторид щелочноземельного металла - 40-80
Политетрафторэтилен - 5-15.
В качестве комплексного фторида щелочного металла состав флюса содержит соединение или смесь соединений, выбранных из группы: гексафторалюминаты, гексафтортитанаты, гексафторсиликаты, гексафторцирконаты щелочных металлов. В качестве комплексного фторида щелочноземельного металла состав флюса содержит соединение или смесь соединений, выбранных из группы: фторид кальция, фторид магния, фторид бария, фторид стронция.
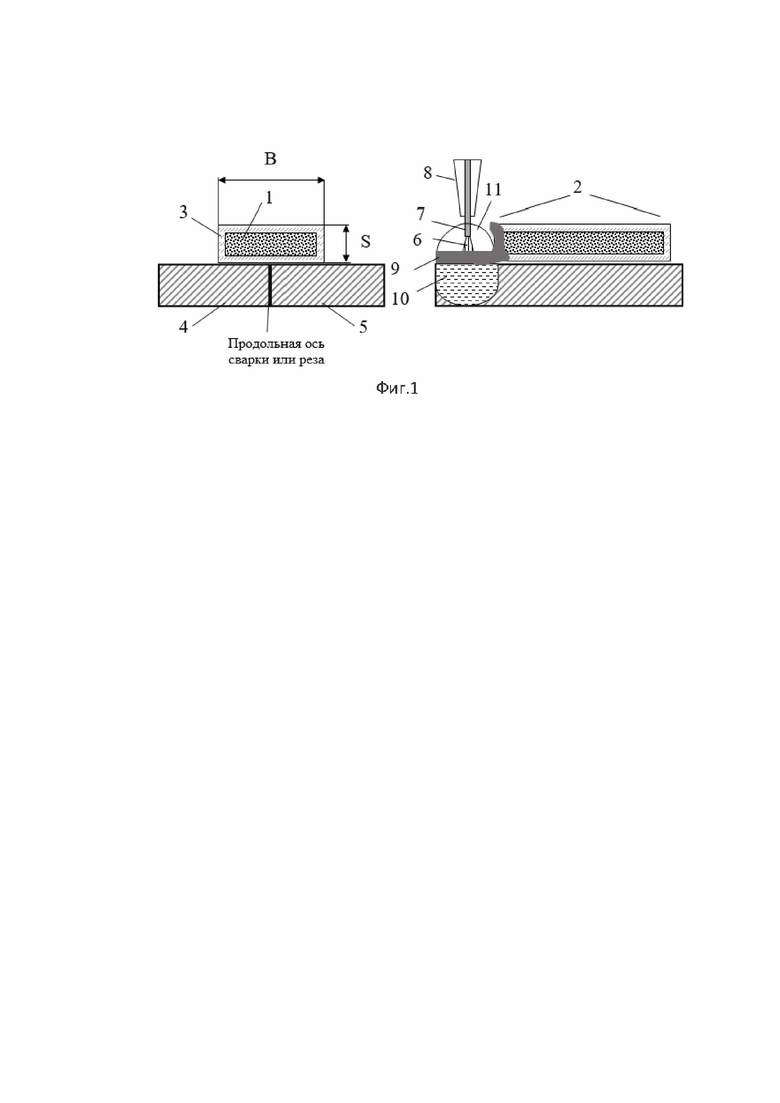
Предлагаемый способ иллюстрируется фигурой 1, где показано поперечное и продольное сечение деталей с флюсовой лентой при сварке и резке. По предлагаемому способу активирующий флюс 1 размещают в полости ленты 2, которая имеет полимерную оболочку 3. При подготовке деталей ленту с флюсом закрепляют на поверхности деталей 4 и 5. Изменяя ширину ленты В и толщину S можно регулировать количество активирующего флюса 1 внутри ленты 2, в зависимости от силы сварочного тока и толщины деталей. После укладки и закрепления ленты 2 с активирующим флюсом 1 вдоль продольной оси на поверхности деталей производят сварку или резку. Сварочная дуга 6 образуется между деталью и порошковой проволокой 7, которая имеет скользящий электрический контакт с токоподводящим наконечником горелки 8, погруженной в воду. Вначале сварочную дугу 6 возбуждают на начальном участке металла, свободном от ленты 2. Затем сварочную дугу перемещают вдоль продольной оси сварки или реза. Оболочка ленты из политетрафторэтилена испаряется, активирующий флюс 1 при плавлении образует шлак 9, который изолирует поверхность сварочной ванны 10 от окружающей воды, водорода и водяного пара, находящегося в парогазовом пузыре 11. Испаряемые компоненты, включая фторуглероды оболочки и фториды флюса воздействуют на сварочную дугу, увеличивают ее проплавляющую способность за счет сжатия и эффекта контрагирования.
Такое сочетание известных и новых признаков позволяет улучшить качество сварки и реза порошковыми проволоками под водой и увеличить глубину проплавления металла. Это становится возможным, поскольку флюсовая лента имеет высокое содержание комплексного фторида щелочного металла, например гексафторалюмината натрия Na3AlF6 и политетрафторэтилена с химической формулой (C2F4)n. Гексафториды и политетрафторэтилен при нагреве сварочной дугой разлагаются с выделением значительного количества фтора. В результате разложения и испарения компонентов флюсовой ленты вокруг сварочной дуги образуются газообразные фториды NaF, AlF3, AlF2, AlF, CaF2, CaF, CF, CF2, CF4, которые воздействуют на дуговой разряд, увеличивая его проплавляющую способность за счет сжатия дуги и образования отрицательных ионов фтора (см. Островский О.Е., Крюковский В.Н., Бук Б.Б. и др. Влияние активирующих флюсов на проплавляющую способность сварочной дуги и концентрацию энергии в анодном пятне. Сварочное производство, 1977 г., №3, с. 3-4).
Насыщение атмосферы парогазового пузыря фтором и фторидами приводит к связыванию водяного пара и водорода с образованием фтористого водорода HF, что снижает образование газовых пор в наплавленном металле и улучшает качество сварных соединений. Аналогичное влияние на сжатие дуги и связывание водорода оказывают гексафторалюминаты Li3AlF6, K3AlF6, гексафтортитанаты Na2TiF6, Li2TiF6, K2TiF6, гексафторсиликаты Na2SiF6 Li2SiF6, K2SiF6, гексафторцирконаты Na2ZrF6 Li2ZrF6, K2ZrF6.
Введение в состав флюса комплексного фторида щелочного металла, например гексафторалюмината натрия Na3AlF6 с низким поверхностным натяжением - около 130 мДж/м2 совместно с фторидом щелочноземельного металла, например фторидом кальция CaF2 или фторидом магния MgF2 с низким поверхностным натяжением около 200-220 мДж/м2 (см. Лепинских Б.М., Манаков А.И. Физическая химия оксидных и оксифторидных расплавов. М.: Наука, 1977. - 192 с.) позволяет улучшить смачиваемость сварочной ванны шлаком, увеличить площадь и объем жидкого шлака в зоне дуги. В результате этого шлак оттесняет воду от зоны сварки и изолирует сварочную ванну от поступления воды. Это приводит к улучшению стабильности сварочной дуги и уменьшению рабочего напряжения, поскольку уменьшаются затраты энергии дуги на диссоциацию воды.
Аналогичный механизм существует при подводной мокрой резке порошковой проволокой. Применение флюсовой ленты позволяет изолировать канал реза слоем жидкого шлака и оттеснить воду от зоны реза и от сварочной дуги. В результате этого процесс реза происходит в закрытом от воды парогазовом канале в атмосфере, насыщенной парами фтора и фторидов. Это приводит к сжатию дуги, улучшению стабильности ее горения, к росту глубины реза и к уменьшению рабочего напряжения.
Оптимальное содержание комплексного фторида щелочного металла во флюсе составляет 15-45%; фторида щелочноземельного металла 40-80; политетрафторэтилена 5-15. При уменьшении содержания комплексного фторида щелочного металла и политетрафторэтилена, ниже оптимального значения ухудшается способность флюса к активному связыванию водяного пара и водорода, что приводит к увеличению количества газовых пор в сварном шве, а также снижается эффект контрагирования сварочной дуги. При увеличении содержания комплексного фторида щелочного металла и политетрафторэтилена выше оптимального значения ухудшается стабильность горения дуги, шлаковая защита зоны сварки (реза), формирование шва. При уменьшении содержания фторида щелочноземельного металла ниже оптимального значения уменьшается объем шлака для изолирования и оттеснения воды от зоны сварки (реза), а при увеличении содержания выше оптимального значения возникает нестабильность сварочной дуги, нарушение формирования шва и искривление траектории реза.
Технология изготовления полимерной ленты выполняется известными в технике способами и заключается в следующем. Порошок активирующего флюса с размером гранул 50-80 мкм насыпают на самоклеящуюся ленту из политетрафторэтилена толщиной 0,2-0,5 мм, затем края ленты приклеивают друг к другу и формуют ленту с флюсом шириной 20-40 мм толщиной 5-15 мм.
В качестве примера применения предлагаемого способа можно привести подводную автоматическую дуговую сварку образцов из стали Ст3 сп размером 250×100 мм толщиной 6 мм. Для сварки применяли порошковую проволоку марки ППС-АПЛ2 диаметром 1,6 мм по ТУ 1274-001-83763787-2014, производства ООО «УНТЦ «Сварка», г. Санкт-Петербург с источником питания ESAB Origo MIG L405. Для изготовления полимерной ленты использовали самоклеящуюся ленту из политетрафторэтилена марки Chemstik толщиной 0,2 мм и шириной 60 мм. На ленту насыпали активирующий флюс следующего состава, масс. %: Na3AlF6 - 30; CaF2 - 60%; политетрафторэтилен - 10% и формовали ленту с флюсом толщиной 5 мм и шириной 22 мм. Стыковое соединение пластин собирали без разделки кромок, затем закрепляли флюсовую ленту вдоль стыка с помощью планок и магнитов. Собранный образец погружали в ванну на глубину 800 мм, подсоединяли к образцу отрицательный полюс источника питания. Сварочную горелку закрепляли на автоматической каретке, в токопровод подавали порошковую проволоку со скоростью 6 м/мин. Дугу зажигали на начальном участке образца, свободном от флюсовой ленты, затем дугу автоматически перемещали вдоль оси стыка. Флюсовая лента под водой плавилась и образовывала шлак, который оттеснял воду от сварочной ванны, столб дуги при этом сжимался за счет образования паров фторидов. В результате при скорости сварки 200 мм/мин получили полное проплавление стыкуемых деталей. По сравнению со сваркой без флюсовой ленты, средний сварочный ток увеличился с 172 А до 230 А, а среднее напряжение дуги уменьшилось с 38 В до 34,4 В.
Вторым примером применения предлагаемого способа можно привести подводную дуговую резку пластины из стали 16ГС размером 250×200 мм толщиной 16 мм. Для подводной резки применяли порошковую проволоку марки ППР-АПЛ1 диаметром 2 мм производства ООО «УНТЦ «Сварка», г. Санкт-Петербург с источником питания ESAB Origo MIG L405. На пластине закрепляли флюсовую ленту вдоль стыка с помощью планок и магнитов. Флюс имел следующий состав, масс. %: Na3AlF6 - 30; CaF2 - 60; политетрафторэтилен - 10, ширина ленты составляла 22 мм, толщина 5 мм. Собранный образец погружали в ванну на глубину 800 мм, подсоединяли к образцу отрицательный полюс источника питания. Сварочную горелку закрепляли на автоматической каретке, в токопровод подавали порошковую проволоку со скоростью 7 м/мин. Дугу зажигали на начальном участке образца, свободном от флюсовой ленты, затем дугу автоматически перемещали вдоль оси стыка со скоростью 50 мм/мин. Флюсовая лента под водой плавилась и образовывала шлак, который оттеснял воду от зоны реза, столб дуги при этом сжимался за счет образования паров фторидов. В результате получили сквозной разделительный рез пластины на всю толщину пластины. По сравнению с резкой без флюсовой ленты средний сварочный ток увеличился с 312 А до 394 А, а среднее напряжение дуги уменьшилось с 40 В до 30 В.
Третьим примером применения предлагаемого способа можно привести подводную дуговую резку пластин из стали 3сп размером 250×200 мм толщиной 10 мм. Для подводной резки применяли порошковую проволоку марки ППР-АПЛ1 диаметром 2 мм производства ООО «УНТЦ «Сварка», г. Санкт-Петербург с источником питания ESAB Origo MIG L405. Для изготовления водонепроницаемой металлической ленты использовали самоклеящуюся ленту из алюминия марки АДО по ГОСТ 13726-97 толщиной 0,25 мм и шириной 60 мм. На пластине закрепляли флюсовую ленту вдоль стыка с помощью планок и магнитов. Флюс имел следующий состав, масс. %: Na3AlF6 - 20; CaF2 - 70; политетрафторэтилен - 10, ширина ленты составляла 20 мм, толщина 5,2 мм. Собранный образец погружали в водяную ванну на глубину 800 мм, подсоединяли к образцу отрицательный полюс источника питания. Сварочную горелку закрепляли на автоматической каретке, в токопровод подавали порошковую проволоку со скоростью 8 м/мин. Дугу зажигали на начальном участке образца, свободном от флюсовой ленты, затем дугу автоматически перемещали вдоль оси стыка со скоростью 100 мм/мин. Флюсовая лента под водой плавилась и образовывала шлак, который оттеснял воду от зоны реза, столб дуги при этом сжимался за счет образования паров фторидов. В результате получили сквозной разделительный рез пластины на всю толщину пластины. По сравнению с резкой без флюсовой ленты средний сварочный ток увеличился с 298 А до 370 А, а среднее напряжение дуги уменьшилось с 38 В до 32 В.
Таким образом, предлагаемый способ подводной сварки и резки обеспечивает технический эффект, который выражается в увеличении глубины проплавления, улучшении качества сварного шва и качества разделительной подводной резки, может быть осуществлен с использованием известных в технике средств, следовательно, способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| Порошковая проволока для мокрой подводной резки | 2019 |
|
RU2722397C1 |
| Порошковая проволока для подводной мокрой резки сталей | 2020 |
|
RU2756005C1 |
| Экзотермическая порошковая проволока для подводной мокрой резки нержавеющих сталей | 2022 |
|
RU2792264C1 |
| Универсальная порошковая проволока для подводной мокрой резки металлических материалов | 2024 |
|
RU2833463C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
Изобретение может быть использовано при подводной механизированной и автоматической мокрой сварке, а также дуговой резке металлических конструкций непосредственно в пресной и морской воде. На поверхности деталей вдоль оси сварки или резки закрепляют водонепроницаемую ленту с активирующим флюсом, по которой осуществляют сварку или резку порошковой проволокой. Лента содержит оболочку из полимера или металлической фольги с размещенным внутри нее слоем активирующего флюса, содержащего компоненты в следующем соотношении, мас. %: комплексный фторид щелочного металла 15-45, фторид щелочноземельного металла 40-80, политетрафторэтилен 5-15. Техническим результатом является увеличение глубины проплавления при улучшении качества сварки или реза за счет увеличения проплавляющей способности дуги, связывания водорода фтором и фторидами, а также изолирования сварочной ванны и канала реза жидким шлаком, образующимся при расплавлении флюсовой ленты. 4 з.п. ф-лы, 1 ил.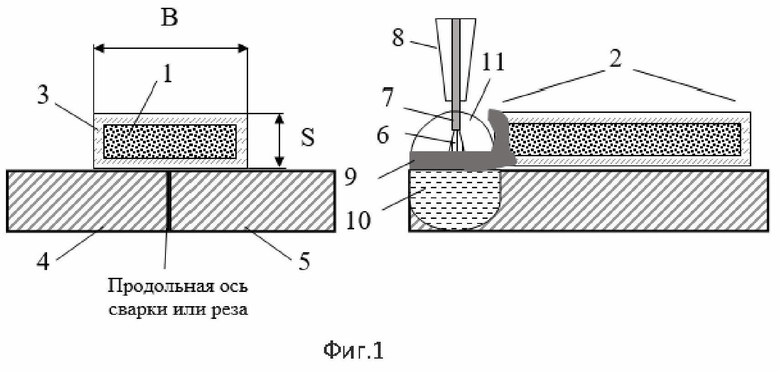
1. Способ подводной мокрой дуговой сварки и резки порошковой проволокой, отличающийся тем, что на поверхности деталей вдоль оси сварки или резки закрепляют водонепроницаемую ленту с активирующим флюсом, по которой осуществляют сварку или резку порошковой проволокой, причем упомянутая лента состоит из оболочки, выполненной из полимера или металлической фольги, и размещенного внутри нее слоя активирующего флюса, содержащего компоненты в следующем соотношении, мас. %: комплексный фторид щелочного металла 15-45, фторид щелочноземельного металла 40-80, политетрафторэтилен 5-15.
2. Способ по п. 1, отличающийся тем, что оболочку ленты выполняют из полимера, выбираемого из группы: политетрафторэтилен, полиамид, полиимид.
3. Способ по п. 1, отличающийся тем, что оболочку ленты выполняют из металла, выбираемого из группы: алюминий, олово, медь.
4. Способ по п. 1, отличающийся тем, что в качестве комплексного фторида щелочного металла состав флюса содержит соединение или смесь соединений, выбранных из группы: гексафторалюминаты, гексафтортитанаты, гексафторсиликаты, гексафторцирконаты щелочных металлов.
5. Способ по п. 1, отличающийся тем, что в качестве фторида щелочноземельного металла состав флюса содержит соединение или смесь соединений, выбранных из группы: фторид кальция, фторид магния, фторид бария, фторид стронция.
| Порошковая проволока для мокрой подводной резки | 2019 |
|
RU2722397C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |
| Способ изготовления сварочного флюса | 1989 |
|
SU1692796A1 |
| WO 1989008531 A1, 21.09.1989. | |||

