, -1
Изобретение относится к дуговой сва{, ке, в частности к покрытиям электродов для сварки во всех пространственных положениях ответственных конструкций из углеродистых сталей.
Известны различные электродные покрытия, например состав 1 , содержащий следующие компоненты, вес.%: Рутиловый концентрат27-35Мрамор2-5 Слюда 12 - 16 Целлюлоза 0,5 - 2 Гранит2-4 Ферромарганец 10-12 Феррит бария О,5 - 5 Железный порошок Остальное : Недостатком указанного электродного покрытия является его недостаточная технологичность при сварке в вертикальном и . потолочном положениях шва из-за значительного содержания в нем железного порошка.
Наиболее близким по составу к предлагаемому является электродное покрытие: 2 , содержащее следующие компоненты, вес. %:
Рутиловый концентрат24-28Мрамор1О-2О Тальк7-11 Целлюлоза1-4 Гранит 13-17 Ферромарганец 7-11 Ферротитан 3-7 Железный порошок 12-16 К недостаткам известного электродного покрытия относятся его низкие сварочнотехнологические свойства при сварке трубопроводов (значительная жидкотекучесть сварочной ванны, затекание шлака при 20 сварке впереди дуги).
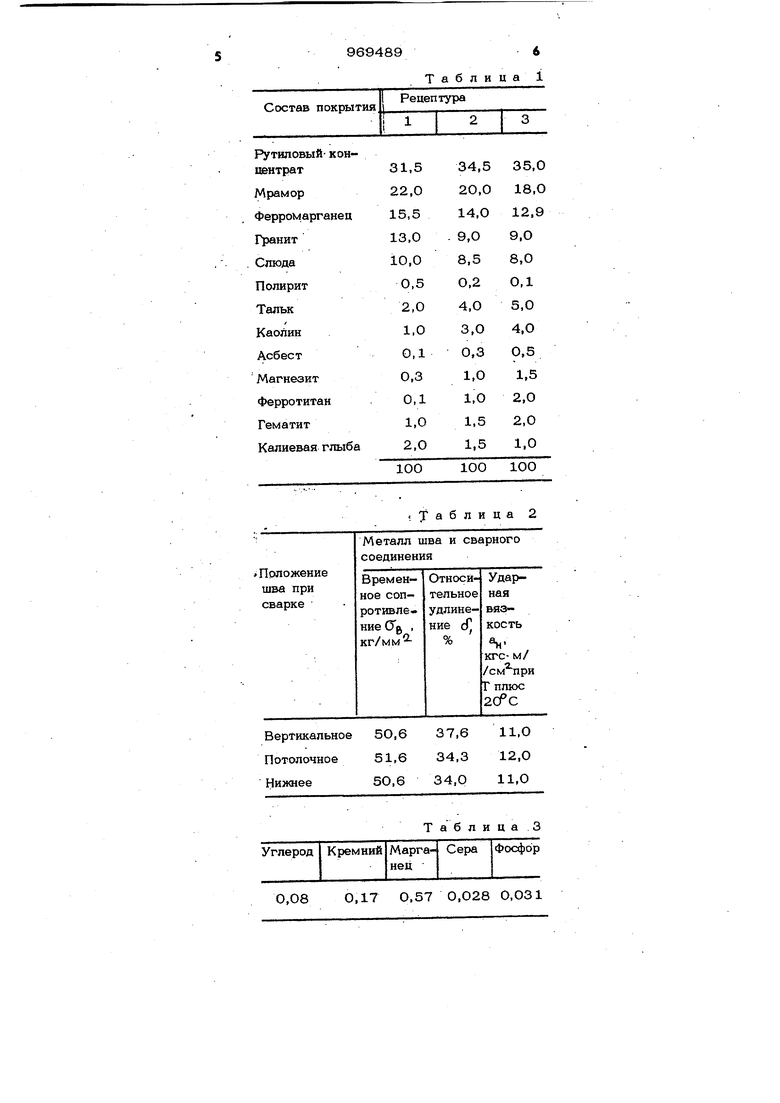
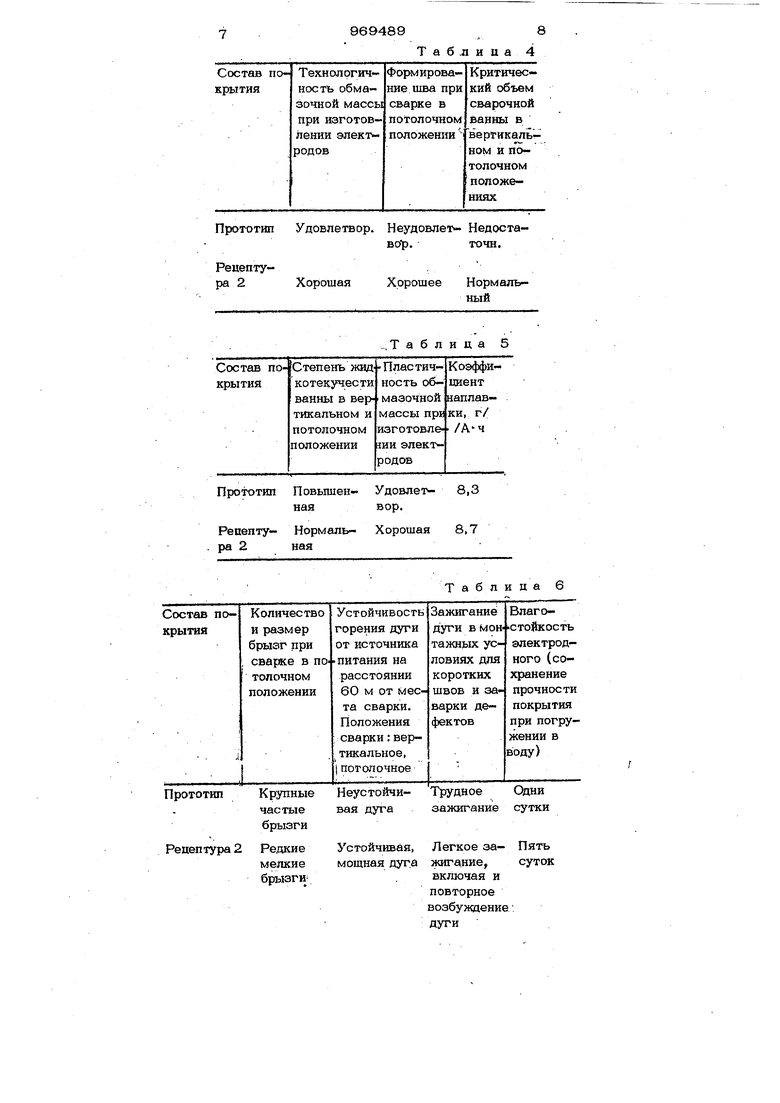
Цель изобретения - повышение сварочно-технологических свойств электродов при ручной дуговой сварке во всех пространственных положениях. Псютавпенная аель достигается тем, что состав электродного покрытия, содер зкащий рутиловый концентрат, мрамор, фе ромарганец, ферротитан, гранит, тапьк и компонент, содержащий железо, содержит слюду, каолин, асбест, магнезит, калиевую глыбу и полирит, а в качестве компонента, содержащего железо,- гематит при следующем соотношении компонентов вес. %: Мрамор18 - 22 Ферромарганец13-15 Ферротитан0,1-2 Гранит9-13 Тальк.2-5 Гематит1-2 Слюда8-10 Каолин 1-4 АсбестОД - 0,5 Магнезит0,3 - 1,5 Калиевая глыба1-2 Полирит0,1- О,3 Рутиловый концентратОстальное. Введение в состав предлагаемого покрытия дополнительных материалов по сравнению с прототипом мотивируется по лучением высокой технологичности покры тия при изготовлении электродов на дейс вующем технологическом оборудовании и созданием универсального монтажного эле рода типа Э-46 для сварки всех швов от ветственных строительных консярукций, сооружений и трубопроводов из углеродис тых сталей во всех пространственных по ложениях. Введение в состав покрытия слюды способствует уменьшению количества и размера брызг при сварке, особенно в потолочном положении. Введение в состав покрытия магнезита (карбоната магния) наряду с мрамором, соответственно в отношении 1: 10, позволяет улучшить газовую защиту сварочной ванны в широком .диапазоне режимов сварки. Введение гематита совместно с ферро- гитаном соответственно в соотношении 1:1 повышает производительность расплавления электрода за счет интенсификации процессов.раскисления. Введение каолина позволяет существенно повысить пластические cвoйctвa обмазочной массы и обеспечить получение качественного покрытия на всей стадии его изготовления. Введение калиевой глыбы в небольших количествах првьпиает устойчивость горения дуги в характерных для монтажа условиях, когда источники питания находятся на значительном расстоянии от места сварки, одновременно сохраняет невысокую гигроскопичность покрытия. Введение полирита, содержащего до 5О% редкоземельных элементов, повышает легкость зажигания дуги, особенно при ее повторном возбуждении, что чрезвычайно важно при сварке коротких швов, постановке прихваток и заварке дефектов, особенно в стестенненых и часто неудобных условиях монтажной сварки на проектной отметее. Введение в состав предлагаемого подрытия асбеста в сочетании с гранитом позволяет существенно повысить прочность и влагостойкость покрытия, что особенно важно при транспортировке и хранении электродов в условиях открытой строительной площадки. В табл. 1 приведены рецептуры электродного покрытия, использованные из вышеприведенного состава компонентов. Экспериментальными электродами с покрытием по указанным рецептам выполнена сварка образцов из стали ВСтЗ. В табл. 2 приведены результаты испы-. таний механических свойств металла шва и сварного соединения, сваренного электродами с составом покрытия по рецептуре 2 в разных пространственных положениях. Диаметр электрода 4 мм. В табл. 3 приведены данные, характеризующие химический состав металла шва, полученный при вьшолнении сварки в потолочном положении (электродное покрытие по рецептуре 2). В табл. 4-6 приведены данные, характеризующие сварочно-технологические свойства электродов. Из сопоставления данных таблиц 4, 5 и 6 соответственно по прототипу и рецептуре 2 (предлагаемый состав покрытия) следует, что улучшение сварочно-техноло- гических:свойств получено по следующим характеристикам : хорошая технологичность и пластичность обмазочной массы при изготовлении, хорошее формирование шва при сварке в потолочном положении, нормальный критический объем сварочной ванны, более высокий коэффициент наплавки, уменьшение разбрызгивания в потолочном положении, повьпиение устойчивости горения дуги при нахождении источников питания сварочного тока на значительном расстоянии от места сварки, облегчение зажигания дуги при ее повторном возбуждении, повышение влагостойкости электродов.
Таблица 3

| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2008158C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2070497C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
0,08
0,17 0.57 0,028 0,О31
Прототип Удовпетвор. Неудовлет- НедостаРецептура 2Хорошая
Прототип Повышен- Удовлегнаявор.
Рецепту- Нормальра 2ная
вая дуга
частые брызги
Устойчивая,
Редкие мощная дуга ме,пкие
бр5з13ГИ;
Таб.лиаа4
всУр.тонн.
Хорошее Нормальный
..Таблица 5
8,3
Хорошая 8,7
Таблица 6
зажигание сутки
Пять
Легкое засутокзкигание, включая и повторное возбуждение: дуги 9. 969489 Формула изобретения Состав электродного покрытия для сварки углеродистых сталей, содержащий |рутиловый концентрат мрамор, ферромарга З нед, ферротитан, гранит, тальк и компонент, содержащий железо, отличающийся тем, что, с целью повыше 1кя сварочно-технологических свойств элек-лродов при ручной дуговой сварке во всех пространственных положениях, он дополнительно содержит слюду, каолин, асбест, магнезит, калиевую глыбу и полирит, а в качестве компонента, содержащего железо, - гематит при следующем соотнощении компонентов, вес. % : Мрамор .18-22 Ферромарганец13 -J,5 ФерротитанО,1 - 2 п NO hfe (п § - 13 Гранит Тальк Гематит Слюда -4 Каолин 0,1 - О,5 Асбест 0,3 - 1,5 Магнезит 1-2 Калиевая глыба D,l - 0,3 Полирит Рутиловы конОстальноецентрат Источники информации, инятые во внимание при экспертизе 1.Авторское свидетельство СССР 591291, кл. В 23 К 35/365, 1978, 2.Авторское свидетельство СССР 245235, кл. В 23 К 35/365, 1968 рототип).
