Изобретение относится к области ручной дуговой сварки и может быть использовано при сварке высоколегированных сталей, в том числе жаропрочных, жаростойких, коррозионно-стойких, с содержанием хрома до 25% и никеля до 30%, а также при сварке разнородных сталей и наплавке облицовочных (переходных) слоев.
Для сварки упомянутых высоколегированных сталей применяют электроды с покрытием основного вида, т.е. на основе мрамор - плавиковый шпат.
Такие электроды обладают низкой маневренностью в процессе сварки, обусловленной, в частности, требованием поддерживать короткую дугу при выполнении сварки. Кроме того, вследствие низкой эмиссионной способности покрытия дуга не обладает достаточной устойчивостью и эластичностью, возможен крупнокапельный перенос электродного металла через дуговой промежуток, часто обуславливающий повышенное разбрызгивание электродного металла. Сварка такими электродами осуществляется только на постоянном токе, а шлак трудно отделяется, особенно из узких и глубоких разделок.
В какой-то мере эти недостатки могут быть устранены применением электродов с рутиловым, рутилосновным или рутилокислительным покрытием.
В качестве примера такого электрода можно привести электрод для сварки высоколегированных сталей в соответствии с патентом RU 2058224. Электрод состоит из стержня, выполненного из низкоуглеродистой марганецсодержащей или низколегированной проволоки и покрытия. Покрытие включает, мас.%: рутиловый концентрат 15-20; мрамор 7-12; силикат 8-13; ферротитан 6-12; хром и никель в количестве, обеспечивающем суммарное содержание в электроде хрома 9,5-27 и никеля 0,6-19. Кроме того, покрытие содержит ферромарганец и ферросилиций в количестве, обеспечивающем суммарное содержание в электроде марганца 1,5-2,0 мас.%, кремния 0,6-1,5 мас.%, а также по крайней мере один легирующий компонент, выбранный из группы молибден, ниобий, ванадий, вольфрам.
Наиболее близким электродом к предложенному является электрод для сварки высоколегированных сталей в соответствии с патентом RU 2118926. Электрод включает легированный стержень и покрытие. Покрытие содержит компонент с двуокисью титана 30-50%, карбонат металла (мрамор) 15-30%, силикат 5-15%, плавиковый шпат 2-7%, ферротитан 0,5-3,0%, легирующие компоненты, выбранные из группы молибден, ванадий, ниобий, вольфрам - остальное. Покрытие содержит также никель и хром в количестве, обеспечивающем суммарное содержание в электроде никеля 5-27% и хрома 10-26%. Электрод позволяет улучшить сварочно-технологические свойства при сварке в положении, отличном от нижнего. При этом сохраняется высокий уровень служебных характеристик сварного соединения.
К недостаткам электрода можно отнести то, что известные электроды допускают сварку только постоянным током, не обеспечивают легкое повторное зажигание дуги, а отделимость шлака, особенно из узких и глубоких разделок, неудовлетворительна.
Задачей изобретения является получение электрода, допускающего сварку переменным и постоянным током, существенное улучшение повторного зажигания дуги и отделимости шлака даже из сравнительно узких разделок, а также создание шлака, обеспечивающего возможность регулирования (ограничения) содержания углерода в наплавленном металле.
Поставленная задача решается тем, что в электроде для сварки высоколегированных и разнородных сталей, состоящем из стержня, выполненного из стали и нанесенного на него покрытия, содержащего диоксид титана, мрамор, магнезит и феррохром или хром, стержень выполнен из аустенитной стали, а покрытие дополнительно содержит ферромарганец или марганец, ферросилиций и железный порошок при следующем соотношении компонентов, мас.%:
Мрамор 10-28
Ферромарганец или марганец 6-15
Ферросилиций 1-9
Феррохром или хром 5-20
Магнезит 3-12
Железный порошок 2-10
Диоксид титана остальное.
В частных воплощениях изобретения поставленная задача решается тем, что покрытие в качестве диоксида титана содержит рутил. Кроме того, покрытие содержит сырой магнезит.
Покрытие также может дополнительно содержать, по меньшей мере, один компонент, выбранный из группы, включающей в мас.%: феррониобий - до 10, молибден - до 10, ферромолибден - до 10, никель - до 10, феррованадий - до 10, ферротитан - до 10, доломит - до 10, слюду - до 5, полевой шпат - до 7, бентонит - до 5, гематит - до 5, поташ - до 3, соду - до 3 и волластонит - до 15.
Стержень может быть выполнен из проволоки марок Св-04Х19Н9, Св-04Х18Н8Г2Б, Св-04Х19Н9С2, Св-07Х18Н9Б. Св-07Х25Н13, Св-10Х16Н25М6, Св-01ХН23Н28М3Д3Т.
Сущность изобретения состоит в следующем.
Все компоненты в покрытии подобраны таким образом, чтобы электрод представлял собой электрод с покрытием рутилового, рутилоосновного или рутилокислительного вида.
В покрытии отсутствует плавиковый шпат, который, деионизируя дуговой промежуток, исключает возможность сварки переменным током. Наличие в покрытии диоксида титана и мрамора в заявленном соотношении (в отсутствии плавикового шпата) обеспечивает возможность сварки переменным током.
Совместное введение в покрытие таких компонентов, как ферромарганец или марганец, ферросилиций и железный порошок в заявляемых количествах, позволяет регулировать химический состав и теплофизические и механические свойства наплавленного металла в широком диапазоне.
Кроме того, ферросилиций обеспечивает глубокое раскисление наплавленного металла и снижает склонность к старению.
Марганец или ферромарганец в указанных количествах также улучшают механические свойства при комнатной и повышенных температурах.
Влияние железа состоит в возможности регулирования повторного зажигания дуги и стабилизировать ионную природу шлака.
В качестве диоксида титана может быть использован рутил или чистая двуокись титана либо они могут быть использованы вместе.
Введение сырого магнезита позволяет регулировать коэффициент теплового расширения и отделимость шлака.
Введение в электрод таких компонентов, как феррониобий, молибден или ферромолибден, никель, феррованадий, ферротитан, не является обязательным и зависит от базового состава проволоки, а также от требований к физико-химическим функциональным характеристикам наплавленного металла. Такие добавки, как феррониобий, молибден или ферромолибден, никель, феррованадий, способны улучшить структуру наплавленного металла, а также повышают его служебные характеристики в процессе эксплуатации.
Компоненты из группы, которую составляют доломит, слюда, полевой шпат, бентонит, волластонит, гематит, поташ или сода, также не являются обязательными и вводятся с целью регулирования сварочно-технологических свойств электродов (повышения стабильности дуги, улучшения отделимости шлака, формирования и размеров шва и т.д.) либо для регулирования переноса расплавленного металла в сварочную ванну благодаря изменению поверхностного натяжения в системе шлак-металл при плавлении электрода.
Изобретение реализуется следующим образом.
Для изготовления электродов были использованы стержни из аустенитной проволоки марок Св-04Х19Н9, Св-04Х18Н8Г2Б, Св-04Х18Н8Г2Б, Св-04Х19Н9С2, Св-07Х25Н13,Св-10Х16Н25М6 и др.
Все компоненты покрытия измельчались, перемешивались и смешивались со связующим, в качестве которого использовалось натриевое, натриево-калиевое или калие-натриевое жидкое стекло.
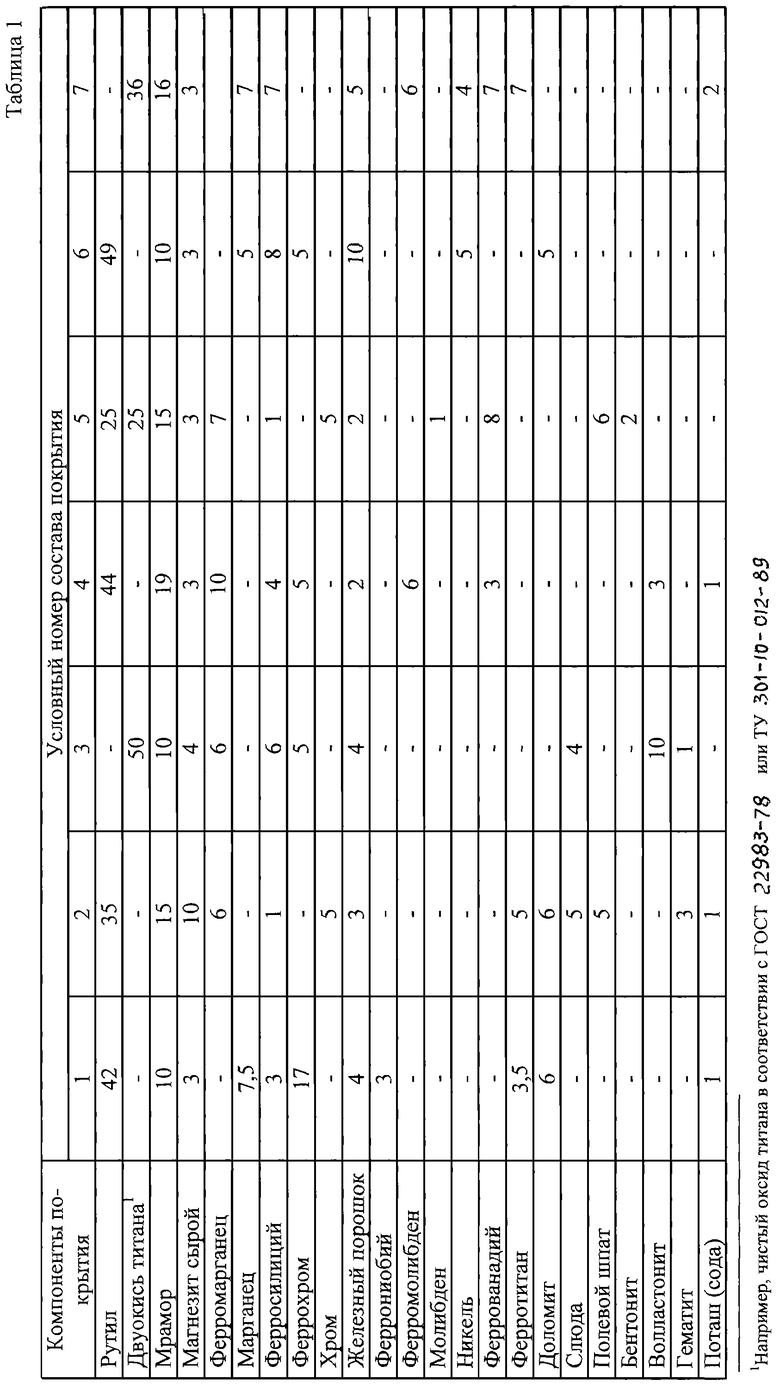
Покрытие наносилось на стержень из проволоки Св-07Х25Н13 (примеры 1-3 составов покрытия по таблице 1), Св-04Х19Н9 (примеры 4-5 по таблице 1) и проволоку Св-10Х16Н25М6 (примеры 6-7 по таблице 1) методом опрессовки, а затем его подвергали сушке и прокалке при 280-300°С в течение 1 часа.
Испытания электродов проводились следующим образом.
Этими электродами согласно нормативным требованиям были сварены встык пластины из стали 20Х23Н13 и 12Х18Н9 толщиной 20 мм, из наплавленного металла которых были изготовлены образцы для механических испытаний при обычных и повышенных температурах, образцы для испытаний на ударную вязкость и образцы для химического анализа наплавленного металла.
В процессе сварки стыковых соединений были выявлены следующие технологические особенности заявляемых электродов:
- легкое зажигание и легкое повторное зажигание дуги;
- устойчивое горение дуги при сварке как постоянным, так и переменным током;
- незначительные потери электродного материала на разбрызгивание;
- очень легкая, а во многих случаях самопроизвольная отделимость шлака, в том числе из разделок стыкового соединения;
- хорошее формирование симметричного шва с мелкочешуйчатой поверхностью при сварке во всех пространственных положениях (кроме вертикального сверху вниз).
В таблице 1 приведены примеры составов покрытий с учетом необходимости делегирования наплавленного металла или дополнительного легирования элементами, которые не предусмотрены базовым составом проволоки.
В таблице 2 приведены свойства, полученные при использовании электродов с данными покрытиями при следующих составах наплавленного металла, в мас.%:
Как следует из таблицы 2, содержащей результаты механических испытаний наплавленного металла при комнатной и повышенных температурах, электроды согласно изобретению позволяют выполнять сварку сталей 20Х23Н13, 20Х25Н18, 06Х28МДТ и многих других, работающих в различных средах и при высоких температурах в соответствии с их назначением и в зависимости от химического состава наплавленного металла, и обеспечивают эксплуатационную надежность сварных конструкций.
3 при 650°С
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2400341C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| Электродное покрытие | 1981 |
|
SU986685A1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 1993 |
|
RU2102209C1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Состав электродного покрытия | 1990 |
|
SU1745482A1 |
| Электродное покрытие | 1990 |
|
SU1756081A1 |
| Состав электродного покрытия | 1979 |
|
SU903046A1 |
Изобретение может быть использовано при сварке высоколегированных сталей, в том числе жаропрочных, жаростойких, коррозионно-стойких с содержанием хрома до 25% и никеля до 30%, а также при сварке разнородных сталей и наплавке облицовочных (переходных) слоев. Электрод выполнен из стержня из аустенитной стали и покрытия, содержащего, мас.%: мрамор 10-28, ферромарганец или марганец 6-15, ферросилиций 1-9, феррохром или хром 5-20, магнезит 3-12, железный порошок 2-10, диоксид титана - остальное. Электрод допускает сварку переменным и постоянным током, существенное улучшение повторного зажигания дуги и отделимости шлака даже из сравнительно узких разделок, а также создание шлака, обеспечивающего возможность ограничения содержания углерода в наплавленном металле. 4 з.п.ф-лы, 2 табл.
Мрамор 10-28
Ферромарганец или марганец 6-15
Ферросилиций 1-9
Феррохром или хром 5-20
Магнезит 3-12
Железный порошок 2-10
Диоксид титана Остальное
| ЭЛЕКТРОД ДЛЯ СВАРКИ | 1997 |
|
RU2118926C1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 1993 |
|
RU2102209C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ КОРРОЗИОИИОСТОЙКИХ СТАЛЕЙ | 0 |
|
SU349537A1 |
| Сварочный электрод | 1972 |
|
SU420224A1 |

