Изобретение относится к области металлургии, в частности к способам многослойного литья, и может быть использовано при изготовлении бии многослойных заготовок на основе алюминиевых .сплавов.
По основному авт.св. 835628 известен способ изготовления многослойной заготовки из алюминиевых сплавов, включающий заливку разнородных металлов через проставки из листового алюминия, плакированного легкоплавким сплавом Г1J.
Недостатком этого способа является то, что при затвердевании металла вследствие неоднородной кристаллизации образуется хрупкая диффузионная зона, приводящая к разругиению заготовки по границе соединения слоев при последующей пластической деформации .
Целью дополнительного изобретения является повышение прочности сцепления слоев в биметаллическом соединении.
f
Эта цель достигается тем, что в способе изготовления многослойной заготовки из алюминиевых сплавов по авт.св. № 835628 после затвердевания проводят диффузионный отжиг при 460-520°С в течение 14-24 ч.
Сущность предлагаемого способа заключается в следующем.
Листы алюминия, плакированного металлом с более низкой температурой плавления, чем алюминий, например силумином, устанавливают в изложницу. Разнородные алюминиевые сплавы
10 заливают при температуре, превышающей температуру плакирующего металла. В результате взаимодействия твердого алюминия с расплавленными алюминиевыми сплавами происходит
15 сцепление металлов. После затвердевания образуется многослойная заготовка из алюминиевых сплавов с алюминиевым подслоем. Полученную заготовку подвергают диффузионному отжигу
20 при 460-520°С в течение 14-24 ч. Диффузионный отжиг при 460-520°С приводит к снижению микротвердости в диффузионной зоне, образующейся в месте контакта алюминиевых сплавов с
25 алюминием. При этом в алюминиевой прослойке происходит выравнивание микротвердости в приконтактной зоне соединения со сплавами и в центральных областяхза счет диффузионного
30 перераспределения микрствердости в
прослойке, снижение протяженности хрупких диффузионных зон и величины микротвердости у границы соединения алюминиевых сплавов с алк 1инием приводит к повышению прочности сцепления слоев в биметаллическом соединеНИИ.
В интервале нагрева заготовки 46052О С происходит повышение прочности соединения.
Диффузионный отжиг способствует выравниванию физико-механических свойств, снятию напряжений и уменьше нию микропустот. Температура ниже не обеспечивает выравнивани свойств в приграничной зоне и нёдостаточна для устранения химической и структурной неоднородности литого металла. При температурах выше 520°С повьтшена в.ероятность пережога, т.е. оплавление границ зерен, что приводит к резког.у снижению пластичности сплавов.
При выдержке в печи менее 14 Ч диффузионные процессы не успевают
пройти полностью, а выдержка более 24 ч приводит к резкому снижению производительности нагревательных устройств, что удорожает технологический процесс.
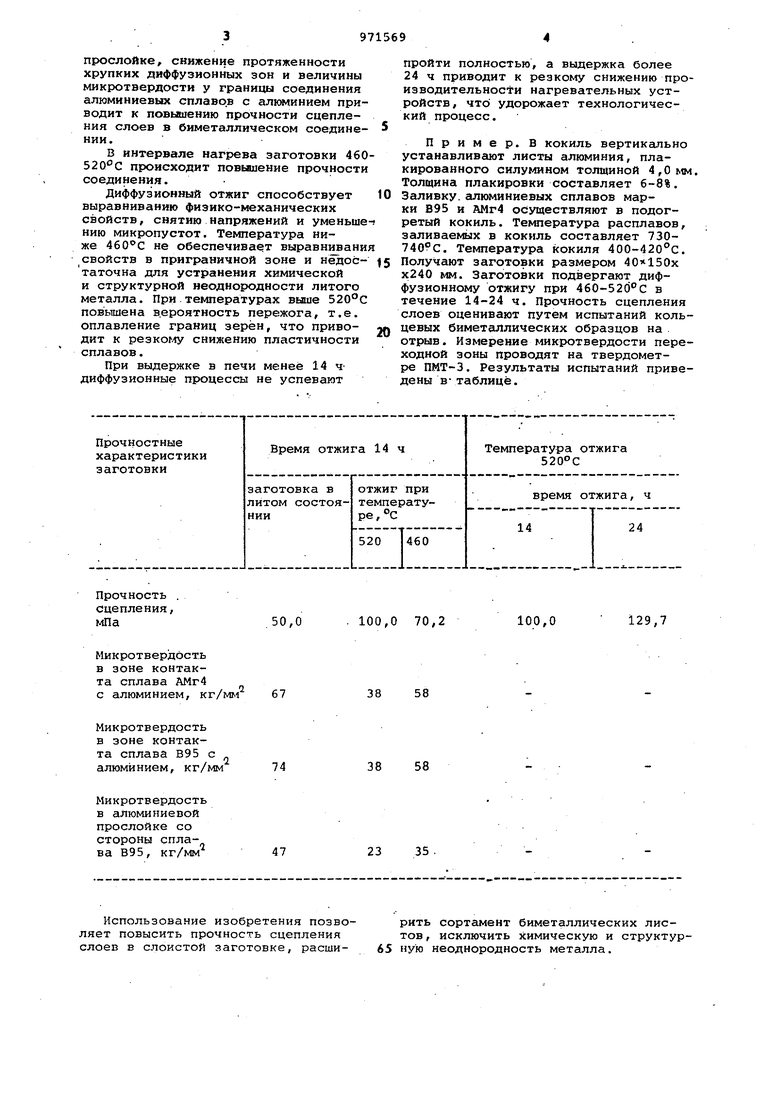
Пример. В кокиль вертикально устанавливают листы алюминия, плакированного силумином толщиной 4,0мм Толщина плакировки составляет 6-8%. Заливку, алюминиевых сплавов марки В95 и АМг4 осуществляют в подогретый кокиль. Температура расплавов, заливаемых в кокиль составляет 730740°С. Температура кокиля 400-420°С. Получают заготовки размером 40«150х х240 мм. Заготовки подвергают диффузионному отжигу при 460-520С в течение 14-24 ч. Прочность сцепления слоев оценивают путем испытаний кольцевых биметаллических образцов на отрыв. Измерение микротвердости переходной зоны проводят на твердометре ПМТ-3. Результаты испытаний приведены в- таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических изделий | 1980 |
|
SU935230A1 |
| Способ изготовления многослойныхзАгОТОВОК из АлюМиНиЕВыХ СплАВОВ | 1979 |
|
SU835628A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2368475C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1031691A2 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
| Способ изготовления плакированных металлов | 1977 |
|
SU691270A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЯ И НИЗКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С УТОЛЩЕННОЙ ПЛАКИРОВКОЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2263014C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| Цилиндрическая сборная заготовка для прессования многослойных изделий | 1974 |
|
SU515545A1 |
Прочность .
Сцепления,
.50,0
мПа
Микротвердость в зоне контакта сплава АМг4 с алюминием, кг/мм
Микротвердость в зоне контакта сплава В95 с алюминием, кг/мм
Микротвердость в алюминиевой прослойке со стороны сплава В95, кг/мм
Использование изобретения позволяет повысить прочность сцепления слоев в слоистой заготовке, расши129,7
100,0
100,0 70,2
38 58
38 58
23 35
рить сортамент биметаллических листов , исключить химическую и структурную неоднородность металла.
Внедрение способа на заводах по, обработке цветных металлов и сплавов позволит получить экономию за счет снижения брака по расслоению заготовок при последующей прокатке и повыпгению выхода годного. Экономический эффект на 1 т годного составит 114 руб.
Формула изобретения
Способ изготовления многослойной заготовки из алюминиевых сплавов по
авт.св. № 835628, отличаю;Щ и и с я тем, что, с целью повышения прочности сцепления слоев в биметаллическом соединении, после затвердевания проводят диффузионный отжиг при 460-520°С в течение 14-24 ч.
ч
Источники информации, принятые во внимание при экспертизе
