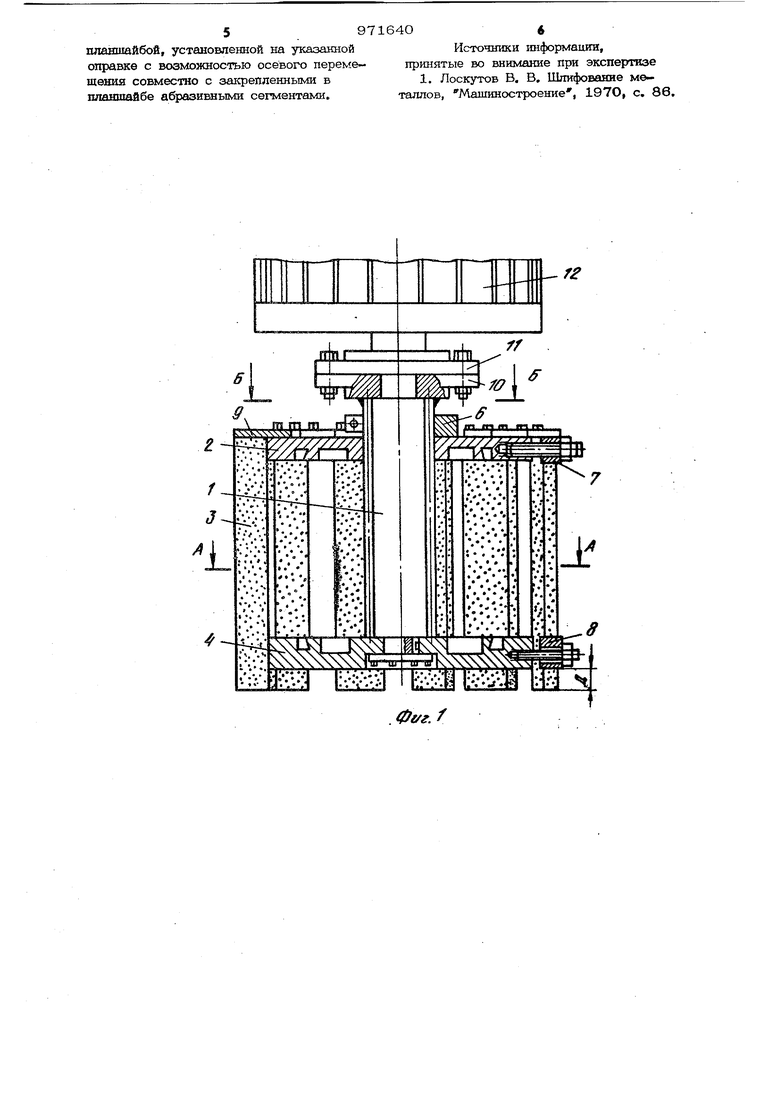
, Изобретение относится к области изготовления абразивного инструмента, для торцовогю шлифования. Известен торцовый абразивньй инстру мент, абразивные сегменты которого закреплены на оправке, жестко связанной с планшайбой l . По мере износа абразивньЕя: сегментов они могут бьпъ смещены в осевом направлении на требуемую величину. Однако для того, чтобы инструмент внош ввести в работу, необходимо произвести правку его для тоххэ, чтобы обеспечить расположение режущих поверхностей cei ментов в одной плоскости. Необходимость в дополнительной one- рашш правки снижает производительноста шлифования и повышает непроизводительный расход абразшвного материала. Целью изобретения является повышение производительности труда за счет уменьшения времени на правку абразивны элементов и увеличения коэффтщента использования абразивных элементов. Поставленная цель достигается тем, что абразивные свгменть установлены с возможностью совместного осевого смещения. Последнее достигается благоЬ« даря вьшолненюо на отфавке шлшхевых пазов и установки дополнительной шшншаЯ- бы с возможностью перемещения совместно с абразивными сегментами в осевом направлении по указанным пазам. На фиг. 1 изображен абразншсый яя струмент, общий вид; на фиг. 2 - сечение А-А на . 1; на фир. 3 - сечевяв Б-Б на фиг. 1. Абразивный инструмент для шлифования плоских поверхностей состоит из щлицевой оправки 1, вдоль оси которой по шлицам перемещается верхняя плавшайба 2, в пазах которой размещены и зазфеплены верхние концы абразивных сегментов 3, проходящие другим концом в зеркально расположенные пазы.ншквей
ппашиайбы 4, с вьютупанием их концов за планшайбу 4 до необходшуюй рабочей дгошы д.
Для балансировки абразивного инструмента Б сборе, на нижней планшайбе 4 размещены в пазу по окружности зажимные призматические грузы 5. Зажимной хомут 6, жестко СБ51за1Шьй с подвижной верхней планшайбой 2 в соответствующем положении, вьщ- рживает выстулание абразивного элемента 3 на рабочуто длину Д.
Универсальные элементы 7 и 8, расположенные соответственно на планшайбах 2 и 4, предназначены для закрепления в двух точках абразивных элементов
3.С целью ограничения верти1шльного перемещения абразивных элементов 3
1И верхней планшайбе 2 установлены ограничительные сектора-упоры 9.
В верхней части шлицевой оправки 1 за одпо целое с оправкой 1 вьшолнен фланец 10 для соединения с фланцем 11 приводного вала электродвигателя 12, установленного на шлифовальном станке.
Абразивный инструмент ра.ботает еледующим образом. Абразивные сегменты 3 устанавливаются в пазы в€фхней подвияа ой планшайбы 2 и неподвижной 4, размещенных на шлицевой отфавке 1. Верхние концы абразивных сегментов 3, 1ШХОДЯЩИ6СЯ в пазах верхней планшайбы 2, устанавливаются торцами до упора 9 и зaжи шютcя зажимами 7. верхняя планшайба 2 перемещаетзя по шлнцевой оправке 1 вверх или вниз, до тех пор, пока абразивные сегменты 3 не вьздвинутся из плашиайбь 4 на достаточную рабочую длину Д, причем абразивные сегменты одновременно вьщвигаются все, После этого абразивные сегменты 3 за- креплшотся на нижней планшайбе 4 зажимами 8, а верхняя nneamia&6a 2 закрепляется на шлицевой оправке 1 зажимным хомутом 6, затем производится правка абразивных сегментов 3 по ;рабочему торцу Д и начинается шлифозэание, как обьганьгми сегментными кругами.
При износе вьютупающей рабочей дпи- ны Д абразивных сегментов 3, ослабляют зажимы 8 на нижней планшайбе 4, залсимной хомут 6 которой жестко связан с верхней планшайбой 2,затем верхняя планшайба 2 вместе с абразийпыми сегментами 3 опускается до определенного выступания рабочего размера Д, После этого закрепляют хомут 6 на опра ке 1 и зажимы 8 на нижней планшайбе
4,этим самым закрепляются абразивные
сегменты 3. Причем после такого перемещения правка абразивных сегментов 3 не требуется, так как верхние торцы абразивных сегментов 3 в верхней планшайбе 2 не раскреплялись, то есть зажимы 7 не трогались, а перемещение верхней планшайбы 2 по шлицевой оправке 1 обеспечивает надежную перпендикулярность, и сохраняется плоскостность рабочей длины Д всех абразивных сегментов 3
Если достигнуто .полное сближение подвижной верхней планшайбы 2 с нижней планшайбой 4 и произошел износ выступающей рабочей длины Д тогда ослаблют зажимы 8 на нижней планшайбе 4, за жимы 7 на верхней подвижной планшайбе 2 и выдвигают абразивные сегменты 3 до рабочего размера Д, затем закрепляют их зажимами 8 на нижней планшайбе 4, а под зажимы 7 верхней планшайбы 2 устанавливают и зажимают отходы абразивных сегментов 3 как технологические (заполнители паза), чтобы не было люфта в зажимах 7 на планшайбе 2, они служат еще и как упоры рабочих абразивных сегментов 3,
Такая конструкция корпуса предложенного абразивного инструтС ента сокращает время на правку, увеличивает срок службы абразивных элементов, уменьшает ж отходы, повьплает производительноссть труда, увеличивает коэффициент использования абразивных элементов более чем в 3 раза.
Предложенный абразивный инструмент для шлифования плоских поверхностей по сравнению с лучшими образцами аналогичного оборудования позволит повьюить производительность труда и увеличить коэффи1шент использования абразивных элементов, следовательно, сократить затраты на производство.
Формула изобретения
Абразивный инструмент для торцового шлифования, вьшолненный в виде оправки и жестко связанной с ней планшайбы, несущей абразивные сегменты и крепежоаые элементы, отличающийся тем, что, с целью повышения производите ностн путем устранения необходимости правки инструмента при осевом смешении сегментов, на оправке вьшоянены шлицы, а инструмент снабжен дополнительной
59716406
планшайбой, установленной на указаннойИсточники 1шформаиин,
оправке с возможностью осевого переме пршмтые во внимание при экспертизе
щения совместно с закрепленными в1. Лоскутов В. В. Шлифование мепланшайбе абразивными сегментами.таллов, Машиностроение, 197О, с. 86,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцового шлифования | 1985 |
|
SU1291381A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Устройство для правки круглых инструментов | 2018 |
|
RU2761847C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК И СПОСОБ ШЛИФОВАНИЯ ОСЕВЫХ СВЕРЛЕНИЙ И ДВУСТОРОННЕЙ ОБРАБОТКИ ИМЕЮЩИХ ПЛОСКИЕ ВНЕШНИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2663503C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294277C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Устройство для комбинированной обработки | 1986 |
|
SU1328096A1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ПРАВКИ И ЗАТОЧКИ СТОЛЯРНОГО И ПЛОТНИЧНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2535098C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113973C1 |

f2
. фуг. f
