Настоящее изобретение относится к устройству для правки, состоящему из корпуса и оправки с хвостовиком для установки круглого инструмента, имеющего концентрическое сквозное отверстие, в частности шлифовального круга, и первого подшипника, прикрепленного к корпусу и расположенного в первой торцевой области оправки, а также инструмента для правки круглого инструмента, установленного на оправке, причем хвостовик имеет гидравлическое зажимное устройство, проходящее через отверстие круглого инструмента и состоящее из камеры с гидравлической жидкостью, на которую с помощью устройства предварительного зажима может подаваться давление. Для обработки материалов используются круглые инструменты, которые зажимаются на валу станка и приводятся сначала в быстрое вращение, а затем в соприкосновение с обрабатываемой деталью. Для обработки внешней формы или поверхности заготовки используются, в частности, шлифовальные круги с гладкой или профилированной поверхностью.
Несмотря на то, что шлифовальные круги отличаются высокой износостойкостью и прочностью, требуется частая доработка шлифовального инструмента, так называемая правка, необходимая для поддержания необходимой точности и аккуратности шлифования, особенно при высокоточной обработке материала.
Для этого шлифовальный круг вынимается из обрабатывающего станка и вставляется в правильную машину или устройство для правки. В соответствии с уровнем техники, такие машины и устройства состоят из корпуса, инструмента для правки, профиль которого отрицателен по отношению к желаемому профилю шлифовального круга, и оправки, которая, в свою очередь, служит для установки обрабатываемого шлифовального круга. Затем инструмент для правки и шлифовальный круг разгоняются до высокой скорости и приводятся в соприкосновение таким образом, что сам шлифовальный круг шлифуется более твердым правящим инструментом, в результате чего его необходимый профиль восстанавливается.
Для установки подвергаемого правке инструмента оправка имеет секцию для подсоединения приводного двигателя с помощью муфты или ремня и оборудована промежуточным первым или коренным подшипником, при этом оправка крепится к корпусу, по крайней мере, посредством первого подшипника. Кроме того, оправка, если смотреть со стороны первого подшипника, может иметь второй подшипник с другой стороны устройства для крепления шлифовального круга, с помощью которого она также крепится к корпусу устройства. Демпфируя осевые и радиальные вибрации, такое двустороннее крепление оправки значительно повышает концентричность вращения и уменьшает осевое биение шлифовального круга, особенно при высоких скоростях вращения и высоких механических нагрузках на шлифовальный круг во время правки.
Перед инструментом для правки стоит сложная задача восстановления профиля круглого инструмента, изготовленного из твердого материала, в частности шлифовального круга, с микрометрической точностью, чтобы этот круглый инструмент можно было использовать и в дальнейшем. Для выполнения столь высоких требований к точности обработки необходимо использовать более твердый материал, чем тот, из которого изготовлен круглый инструмент или, по крайней мере, его поверхность. Когда высокая точность правки достигается с помощью прочного и точного инструмента для правки, то в конечном итоге она передается и самой заготовке.
Однако, чтобы соответствовать требованиям к точности профиля в диапазоне микрометров, абсолютно необходимо, чтобы позиционирование шлифовального круга на оправке осуществлялось с соответствующей точностью и не изменялось под действием сил, обычно действующих на шлифовальный круг во время правки. Это требует исключительно плотной посадки шлифовального круга с исключением малейшего люфта как в радиальном, так и в осевом направлении. Этого невозможно достичь с помощью применяемых в станках механических зажимных приспособлений. Соответствующее уровню техники решение, с другой стороны, заключается в том, что шлифовальные круги "усаживаются" на оправку путем термической обработки, т.е. шлифовальный круг перед посадкой на оправку нагревается до более высокой температуры, чем температура оправки. Необходимая плотная посадка достигается за счет различных температурных изменений размеров обеих частей при последующем выравнивании температур.
Проблема здесь заключается во времени и сложности этого процесса как при установке шлифовального круга, так и, в частности, при его демонтаже после завершения правки. Последняя операция обычно занимает несколько часов. Кроме того, вследствие интенсивного контакта между двумя частями во время демонтажа шлифовального круга невозможно достичь столь же большой разницы температур, как при его установке, а потому и разница размеров этих частей не будет достаточной для их простого механического разъединения. Это означает, что при снятии шлифовального круга с оправки приходится прилагать значительно большие усилия, чем при его установке. Всегда существует риск повреждения одной или обеих деталей, что не только делает бесполезным весь результат правки, но и требует приобретения нового шлифовального круга, новой оправки или и того, и другого.
Поэтому желательно добиться требуемой плотной посадки инструмента на оправку таким образом, чтобы обеспечить ее быстрый и безопасный монтаж и демонтаж.
В сфере инструментальных станков известны зажимные устройства, которые работают с гидравлическими компонентами. Так, например, в DE 2 333 762В2 описано зажимное устройство с напорной камерой, концентрически окружающей шпиндель или вал с упругой деформируемой внешней стенкой, наружная поверхность которой образует зажимную поверхность. Недостатком здесь является то, что это зажимное устройство встроено в сам инструмент, а значит, требуется особая и сложная конструкция каждого отдельного инструмента.
DE 88 13 580 U1, напротив, предлагает зажимное устройство, которое имеет гидравлически расширяемую зажимную часть в виде зажимной втулки с внутренней гидравлической камерой. Давление в заполненную жидкостью камеру может подаваться через отверстие, закрытое зажимным винтом, при этом давление можно регулировать с помощью зажимного винта. Осевой зажимной элемент, который с геометрическим замыканием связан с зажимаемым инструментом в осевом направлении, обеспечивает осевое крепление и позиционирование инструмента.
Хотя здесь зажимное устройство встроено в шпиндель, единственным недостатком является то, что оно может располагаться только в одной конечной области шпинделя и поэтому не может использоваться с закрепленными с обеих сторон шпинделями или оправками.
Поэтому задачей настоящего изобретения является создание машины для правки инструментов, в частности шлифовальных кругов, с оправкой, которая имеет простую конструкцию и в то же время позволяет надежно и быстро снимать инструменты, даже если оправка расположена по обе стороны инструмента.
В соответствии с изобретением эта задача решается с помощью устройства для правки по пункту 1, которое имеет оправку, позволяющую быстро и легко устанавливать и снимать шлифовальный круг в соответствии с дополнительными независимыми пунктами формулы изобретения 14 и 15.
Характерной особенностью настоящего изобретения является то, что зажимная секция находится на хвостовике с обеих сторон, т.е. как со стороны, обращенной к первому подшипнику, так и с противоположной стороны. То, как это на самом деле реализуется, не имеет значения в контексте настоящего изобретения, до тех пор, пока обеспечивается по существу одинаково нагруженное крепление с обеих сторон.
Преимуществом такого решения является то, что упругая деформация зажимной части, вызванная увеличением давления гидравлической жидкости или силы зажима, прилагаемой к внутренней поверхности сквозного отверстия круглого инструмента, распределяется в осевом направлении гораздо равномернее, чем у известных зажимных устройств, использующих зажимную втулку, которая удерживается с одной стороны и не является аксиально-симметричной.
Это преимущество еще более усиливается, если зажимная секция спроектирована таким образом, что ее поперечное сечение остается неизменным в осевом направлении (непрерывная трансляционная симметрия) или периодически повторяется (дискретная трансляционная симметрия), так как для этого требуется равномерная упругая выпуклость/деформация зажимной секции или равномерная передача усилия зажима от зажимной секции к соседней зажимной поверхности круглого инструмента (т.е. к внутренней поверхности отверстия инструмента, через которое проходит оправка).
Особым преимуществом предлагаемого в данном изобретении решения, предусматривающего использование расположенной с обеих сторон зажимной секции, является то, что в отличие от зажимных устройств, известных из уровня техники, она также совместима с обоюдосторонним расположением подшипников оправки. Это предпочтительнее, чем односторонняя подшипниковая опора, так как обеспечивается более эффективное гашение нежелательных вибраций и, кроме того, возможно регулирование собственных частот таким образом, чтобы исключалась возможность резонанса с обычно встречающимися в процессе эксплуатации частотами как за счет того, что подшипники установлены с обеих сторон, так и благодаря соответствующему выбору усилия зажима и угла набегания применяемых подшипников.
При двустороннем соединении с хвостовиком согласно изобретению зажимная секция может быть выполнена заодно с валом с одной или обеих сторон. Это может быть достигнуто путем удаления из цилиндрической, как правило, металлической заготовки только такого количества материала, которое необходимо для формирования гидравлической камеры. Таким образом, зажимная секция остается интегрированной частью конструкции. Но так как для этого требуется доступ к камере для обработки резанием, это возможно только при одностороннем интегрированном соединении между зажимной секцией и хвостовиком.
Если необходимо интегрированное соединение с обеих сторон, то в настоящее время этого можно достигнуть только литьем. При этом гидравлическая камера и все другие полости хвостовика или оправки (без подшипника) задаются достаточно термостабильным положительным значением, а наружные размеры хвостовика/оправки - соответствующим отрицательным значением. Для удаления заполнения из гидравлической камеры и других полостей после охлаждения заливочной массы необходимо сделать это заполнение текучим. Для этого подходят такие химические процессы, как травление или механические процессы, например, вибрация или ультразвуковые волны.
Интересной альтернативой является также формирование полости гидравлической камеры из используемой позже гидравлической жидкости, которая перед процессом литья подвергается глубокой заморозке, например, до 80 градусов Кельвина или даже ниже. Если заливочная смесь заполняется как можно быстрее при минимально возможной температуре, то преждевременное разжижение или испарение среды и, таким образом, неблагоприятное изменение формы камеры предотвращается или уменьшается.
Кроме того, в соответствии с настоящим изобретением, хвостовик со встроенной зажимной секцией с обеих сторон и расположенной ниже камерой может быть легко изготовлен методом аддитивного производства (3D-печати).
Проблема здесь заключается в том, что 3D-печать высокопрочного механического материала, такого как хвостовик оправки, в настоящее время все еще затруднена из-за возникающих зажимных усилий и вращательных моментов.
Интегральное соединение с обеих сторон достигается также и тогда, когда гидравлическая камера после ее установки в заготовке подходящим способом полностью и герметично закрывается плоской деталью. Например, если гидравлическая камера имеет неизменное в осевом направлении круглое сечение, то можно использовать прямоугольный кусок материала, который наматывается на заготовку, закрывая камеру сверху, так что в конечном итоге образуется полый цилиндр. Прочное, долговечное и герметичное соединение может быть выполнено путем склеивания или, при подходящем материале, также сваркой, например, термической или электромагнитной импульсной сваркой.
В качестве альтернативы соединение зажимной секции с хвостовиком с одной или с обеих сторон может быть не интегрированным. В этом случае зажимная секция образует зажимную втулку. Для обеспечения необходимой герметичности рекомендуется выполнить соответствующий конец зажимной секции в виде направленного вниз фланца так, чтобы он плоско прилегал к буртику хвостовика под действием находящейся под давлением жидкости в гидравлической камере. Для предотвращения утечки можно вставить кольцевое уплотнение из подходящего эластичного материала между торцом зажимной секции и буртиком вала. В качестве альтернативы или дополнения внутренний край направленного внутрь изгиба может быть снова изогнут наружу так, чтобы при продольном сечении имел место изгиб, а при трехмерном сечении - полый цилиндр со ступенькой. При соединении зажимной части с хвостовиком сравнительно короткая полая цилиндрическая часть с меньшим диаметром заходит в круговую выемку в буртике хвостовика.
Если зажимная секция сформирована с обеих сторон, т.е. как на верхнем, так и на нижнем конце, то в случае цельного хвостовика ее установка будет затруднена или даже невозможна. Поэтому в данном случае предлагается исполнять хвостовик составным в виде двух частей с разделением в области камеры. Это позволяет сначала вставить зажимную часть в одну из деталей, а затем добавить вторую часть хвостовика.
Согласно настоящему изобретению демонтаж круглого инструмента, в частности шлифовального круга, происходит в два-четыре этапа. Прежде всего - при необходимости, т.е. в зависимости от конструкции корпуса и оправки - для получения доступа к круглому инструменту следует высвободить как минимум одну из сторон оправки из фиксатора в корпусе правильной машины согласно изобретению. Еще более легкий доступ может быть достигнут при освобождении из фиксаторов обоих концов оправки, после чего она полностью снимается с корпуса. Для этой цели корпус выполняется, например, из двух частей, которые могут быть отделены друг от друга, например, открыты. На втором этапе освобождается осевое крепление (если имеется), не зависящее от элемента предварительного зажима. На третьем этапе давление гидравлической среды снижается с помощью элемента предварительного зажима так, чтобы прилагаемое к круглому инструменту усилие зажима ослабло или почти полностью исчезло. Затем круглый инструмент снимается с хвостовика и оправки и удаляется. Теперь оправка готова принять для правки следующий круглый инструмент.
Монтаж инструмента осуществляется также с помощью элемента предварительного зажима, но в обратной последовательности, для чего потребуются всего четыре-семь шагов. Если снова исходить из оправки, используемой в правильной машине согласно изобретению, то сначала необходимо освободить ее из крепления (креплений) в корпусе и, при необходимости, удалить. После этого следует открыть осевой фиксатор, независимый от элемента предварительного зажима. Затем, при необходимости, давление гидравлической среды и, таким образом, диаметр зажимной секции уменьшается с помощью элемента предварительного зажима, например, путем изменения его положения, до такой степени, чтобы этот диаметр был не больше или немного меньше диаметра в свету сквозного отверстия круглого инструмента. Затем инструмент надвигается на оправку. В заключение давление гидравлической жидкости с помощью элемента предварительного зажима повышается до такой степени, что за счет расширения зажимной секции на круглый инструмент воздействует необходимое радиальное усилие зажима. В корпусе снова устанавливается и закрепляется осевой фиксирующий элемент (если имеется) и, затем, оправка вместе с зажатым круглым инструментом, при этом приводная сторона оправки также подключается к приводу, например, подсоединяется непосредственно или с помощью ремня к валу двигателя.
При использовании оправки согласно изобретению, ее монтаж и демонтаж занимает всего от нескольких до десяти секунд, в отличие от используемых сегодня термических процессов, где демонтаж оправки занимает от одного до нескольких часов. При этом обеспечивается точность позиционирования в микронном и субмикронном диапазоне.
Ниже представлены выгодные дополнительные варианты настоящего изобретения, которые могут быть реализованы по отдельности или, если они не являются взаимоисключающими, в сочетании друг с другом.
Для достижения микрометрической точности правки круглого инструмента, установленного на оправке устройства для правки согласно изобретению, предлагается, чтобы правочный инструмент был выполнен в виде алмазного ролика, т.е. фасонного ролика, покрытого алмазами. Чем выше точность этого алмазного ролика, тем выше будет точность шлифовального круга, который, в свою очередь, передает эту точность заготовке. Кроме того, процесс правки может быть осуществлен быстрее с помощью алмазных роликов, чем с помощью инструментов для правки из других материалов, причем эти ролики имеют длительный срок службы и высокую степень повторяемости.
В конструкции, предложенной в настоящем изобретении, зажимная секция выполнена в виде сравнительно тонкого полого цилиндра, который с обеих сторон интегрирован в хвостовик. Эта интеграция может быть достигнута путем формирования гидравлической камеры и, таким образом, зажимной секции в одной детали при изготовлении оправки. В качестве альтернативы их можно создавать отдельно, а затем соединять с помощью подходящих методов, таких как склеивание или сварка. Радиальная толщина или прочность зажимной секции является компромиссом между двумя противоположными требованиями: с одной стороны, меньшая толщина уменьшает модуль упругости секции и, тем самым, улучшает ее деформируемость за счет увеличения давления, а с другой стороны, уменьшает ее прочность и устойчивость к точечным нагрузкам при низком гидравлическом давлении. Последнее может привести, в частности, к нежелательной чувствительности конструкции к неосторожному обращению при установке или снятии подлежащего правке круглого инструмента. Однако, слишком большая толщина увеличивает до неприемлемого значения гидравлическое давление, необходимое для определенного действия зажима. Для оправки, изготовленной из улучшенной стали, разумным выбором оказалась толщина 0,2-2 мм, желательно 0,4-1 мм.
Для дальнейшего повышения прочности при сохранении максимально возможной эластичности толщина зажимной секции может также иметь отклонения по окружности и/или оси. Пол или крышка гидравлической камеры или и то, и другое могут иметь несущие конструкции, которые почти достигают противоположной стороны, предотвращая тем самым чрезмерную деформацию зажимной секции под действием внешних сил. В частности, предлагается форма круговой и/или осевой волны, при которой амплитуда волны близка к высоте, т.е. максимальному радиальному расширению гидравлической камеры. Таким образом, если локальная нагрузка превышает гидравлическое давление, можно избежать чрезмерно большой или разрушительной деформации, так как в этом случае нижняя сторона вала касается дна камеры и, таким образом, передает усилие в расположенную ниже структуру хвостовика.
Большая прочность может быть достигнута в том случае, если гидравлические камеры разделены по окружности или в осевом направлении на несколько вращательно-симметричных и однообразных вторичных камер. Перегородки между камерами помогают направить локальные или даже плоскостные силы с поверхности зажимной секции в более глубокую структуру, тем самым значительно увеличивая сопротивляемость конструкции.
В одном из вариантов настоящего изобретения имеются радиально-смещенные зажимные элементы для дополнительного создания и/или передачи давления. Они требуют лишь ограниченного смещения в радиальном направлении в диапазоне перемещения, как правило, от нескольких частей на миллион до нескольких процентов внешнего радиуса хвостовика. Этот диапазон измеряется на участке от нижнего до верхнего упора. Однако желательно, чтобы он был достаточно большим для компенсации расширения круглого инструмента за счет быстрого вращения во время правки и, как следствие, увеличения радиуса зажимного отверстия инструмента. Поэтому требуемый радиальный зазор зависит от растяжимости, т.е. от модуля упругости обрабатываемого круглого инструмента.
Зажимные элементы могут быть выполнены как зеркально-симметричные или близкие к ним по форме кольцевые сегменты цилиндров.
Они могут быть расположены радиально под гидравлической камерой. Преимуществом этого является то, что радиальное усилие, возникающее при радиальном перемещении зажимных элементов, равномерно распределяется гидравлической средой по большой площади. Это особенно полезно или необходимо, если зажимные элементы не покрывают всю окружность хвостовика или зажимной секции, а между ними имеются перегородки осевого и радиального сечения с более или менее значительными угловыми диаметрами. Такая конструкция может повысить устойчивость хвостовика к изгибающим моментам, вызываемым быть вызваны односторонними радиальными и/или осевыми силами при правке вращающегося круглого инструмента, закрепленного на оправке (а именно, когда эти силы прилагаются несимметрично).
Однако возможны также конструкции, в которых не используются перегородки или сегментирование по окружности между отдельными или всеми зажимными элементами. Несмотря на то, что для этого должна быть принята более высокая степень изгиба под действием описанных сил, равномерность распределения радиальных сил, прилагаемых зажимными элементами, повышается.
Такие передаваемые через зажимные элементы радиальные силы можно разделить на два типа: статические и динамические. Статические силы могут создаваться путем приложения к зажимным элементам механическим или гидравлическим способом усилия, радиально направленного наружу. Динамические силы, возникающие при вращении оправки, создаются зажимными элементами под действием центробежных сил. Они пропорциональны квадрату частоты вращения и пропорциональны радиусу и массе зажимных элементов. Динамическая составляющая распределенного по поверхности максимального усилия зажима, которое может быть приложено зажимными элементами, рассчитывается из произведения квадрата угловой скорости вращения, среднего радиуса зажимного элемента (т.е. среднего расстояния до оси вращения) и поверхностной плотности зажимного элемента. Последнее, в свою очередь, является результатом пространственной плотности, умноженной на радиальное вытягивание зажимного элемента.
В настоящем изобретении предложены конструкции, в которых динамическая составляющая усилия зажима максимизирована за счет использования зажимных элементов с максимально возможной пространственной плотностью (например, из свинца) и максимальным радиальным удлинением. Это уменьшает начальное усилие зажима, прилагаемое элементом предварительного зажима, и в то же время гарантирует надежный и прочный захват во время процесса правки, при котором оправка обычно вращается со скоростью от нескольких тысяч до десяти тысяч оборотов в минуту. При радиальном расширении 1 см, пространственной плотности 11 грамм на кубический сантиметр и среднем радиусе 1,5 см давление зажима составляет приблизительно 6500 гектопаскалей или 6,5 бар при 6000 об/мин, 26 бар при 12000 об/мин и 104 бар при 24000 об/мин.
Это давление зажима можно дополнительно увеличить путем увеличения среднего радиуса, т.е. среднего расстояния зажимных элементов от оси вращения. Это можно сделать, просто увеличив общие размеры хвостовика и сохранив при этом положение зажимных элементов под гидравлической камерой с жидкостью. Однако это ограничивается заданным размером сквозного отверстия круглого инструмента, диаметр которого, как правило, составляет от 50 до 70 мм. Аналогичным образом, хотя динамическое повышение давления происходит и в гидравлической жидкости за счет вращения, оно, как правило, ничтожно мало из-за низкой плотности известных гидравлических жидкостей - примерно на порядок ниже, чем у зажимных элементов. Поэтому в настоящем изобретении в качестве альтернативы или дополнения предлагается расположение зажимных элементов в радиальном направлении над гидравлической камерой. При зажиме круглого инструмента верхняя сторона зажимных элементов выступает над окружающей поверхностью хвостовика, т.е. только эта верхняя сторона (верхние стороны) зажимных элементов образует (образуют) зажимную поверхность зажимной секции. Однако, это имело бы тот недостаток, что усилие зажима не действовало бы на круглый инструмент равномерно, по крайней мере, если бы между зажимными элементами уже были перегородки для упомянутого выше деления по окружности. Этот недостаток может быть решен либо путем отказа от перегородок, либо путем создания эластичного слоя, покрывающего зажимные элементы, при этом верхняя сторона этого слоя образует зажимную поверхность.
Гидравлическое давление в гидравлической камере может передаваться непосредственно на зажимные элементы, в этом случае нижняя сторона зажимных элементов образует крышку гидравлической камеры. В этом случае герметичность между камерой и пространством перемещения зажимных элементов должна быть обеспечена подходящим круговым уплотнением, которое, однако, в любом случае будет оказывать радиальное усилие трения на зажимные элементы. Усилие зажима, передаваемое зажимными элементами, будет уменьшено за счет этого усилия трения. В других конструкциях для обеспечения герметичности оправки в соответствии с изобретением может использоваться сплошной слой материала между гидравлической камерой и зажимным элементом. Для того, чтобы обеспечить максимальную передачу давления гидравлической среды на зажимной элемент, этот слой должен быть как можно более тонким и, следовательно, как можно более эластичным.
Существенным преимуществом использования этого динамического эффекта зажима в дополнение к статическому (предварительному) зажиму является то, что усилие зажима увеличивается квадратично с увеличением скорости и, таким образом, инструмент зажимается на оправке тем сильнее, чем выше частота вращения во время обработки. Таким образом, усилие предварительного зажима может быть снижено до минимума, необходимого для точного позиционирования, а необходимое для надежного крепления во время правки усилие зажима может быть обеспечено за счет динамического зажима.
Простой, но, тем не менее, очень эффективной реализацией элемента предварительного зажима для оправки в соответствии с изобретением является зажимной винт, который ввинчивается в отверстие, связанное с гидравлической камерой. Отверстие может быть просверлено сбоку, т.е. в буртике хвостовика, и работать в радиальном или, по крайней мере, почти радиальном направлении, или же может быть просверлено в другом месте, например, в передней части хвостовика или в другой доступной точке. Вкручивание или выкручивание зажимного винта уменьшает или увеличивает объем гидравлической жидкости, что позволяет регулировать ее давление.
При увеличении давления зажимная секция изгибается радиально наружу и/или усилие зажима, прилагаемое к установленному круглому инструменту, увеличивается. И наоборот, снижение давления изменяет или уменьшает кривизну зажимной секции за счет ее упругости и/или уменьшает усилие зажима, прилагаемое к круглому инструменту.
Для точного осевого позиционирования у некоторых вариантов оправок в соответствии с изобретением хвостовик может иметь центровочный буртик. Обрабатываемый инструмент при установке надвигается до тех пор, пока хотя бы часть одной из его торцевых поверхностей не ляжет своей плоскостью на центровочный буртик. Таким образом, его осевое положение фиксируется, а также защищается от воздействия сил, действующих в осевом направлении. Для полной осевой фиксации круглого инструмента в настоящем изобретении предлагается предусмотреть фиксирующий диск, который в соответствии с изобретением помещается на хвостовик оправки и фиксируется там подходящим образом. Одной из возможностей является фиксация с помощью шплинта. Однако это затруднено из-за высоких скоростей обработки. Другая возможность заключается в том, чтобы снабдить существующее отверстие фиксирующего диска внутренней резьбой и нарезать соответствующею внешнюю резьбу как минимум на передней части хвостовика с другой стороны буртика. В этом случае фиксирующий диск можно просто прикрутить. При этом недостатком является то, что протравочная оправка может безопасно работать без дополнительных мер защиты только в одном направлении вращения, а именно в направлении, противоположном направлению резьбы.
Если используется контактное плечо и крепление в виде фиксирующего диска, то в настоящем изобретении далее предлагается, в качестве альтернативы или в дополнение к другому зажимному элементу, объединить осевую фиксацию с радиальным предварительным зажимом. Есть, по крайней мере, два варианта.
С одной стороны, поперечное сечение хвостовика может отклоняться от круглой формы на участке резьбы, например, путем выбора эллиптической или овальной формы, или создания одного или нескольких утолщений по окружности. В этом случае гидравлическая камера формируется таким образом, что, по крайней мере, на участках резьбы, где радиус увеличивается за счет профилирования, она простирается в эту область и, таким образом, под эти приподнятые участки. При этом эти продолжения камеры должны как можно плотнее проникать под поверхность вала, не оказывая негативного влияния на прочность и герметичность. Таким образом, деформация резьбового участка, вызванная завинчиванием фиксирующего диска, преобразуется, насколько это возможно, в изменение объема и давления в гидравлической камере.
В этой связи далее рекомендуется для облегчения точного завинчивания и обеспечения постепенного увеличения давления и, следовательно, усилия предварительного зажима, формировать средний диаметр хвостовика, начиная от противоположного центрирующему буртику конца до буртика или до конца участка с резьбой. Возможной и разумной реализацией этой идеи является линейное увеличение размера среднего диаметра, который на несколько частей на миллион до одного процента меньше, чем диаметр круглого отверстия фиксирующего диска, до конечного значения, которое приблизительно соответствует диаметру отверстия фиксирующего диска.
Другая возможность сочетания осевой фиксации с регулируемым радиальным предварительным зажимом заключается в том, чтобы создать в обращенной к круглому инструменту торцевой стороне центровочного буртика один или несколько элементов передачи усилия, в частности, элементов, симметрично расположенных в направлении вращения, для передачи в гидравлическую камеру осевого усилия зажима, которое через круглый инструмент прилагается фиксирующим диском к центрирующему буртику. Для этого камера сконструирована таким образом, что как минимум ее продолжения доходят до центрирующего буртика и располагаются непосредственно под элементами передачи давления.
В качестве элемента силовой передачи могут использоваться штифты, которые вставляются в отверстия, доходящие до (продолжений) гидравлической камеры. Эти штифты должны быть надлежащим образом герметизированы от утечки гидравлической жидкости. Для обеспечения герметичности в каждом случае можно также обойтись без просверленных отверстий и выполнить элементы силовой передачи в виде штифтов, выступающих над остальной поверхностью торца буртика.
Дальнейшие свойства, особенности и преимущества настоящего изобретения вытекают из примеров конструкции, более подробно описанных ниже на основе чертежей. Они предназначены только для иллюстрации изобретения, а не для его ограничения каким-либо образом.
Описание чертежей
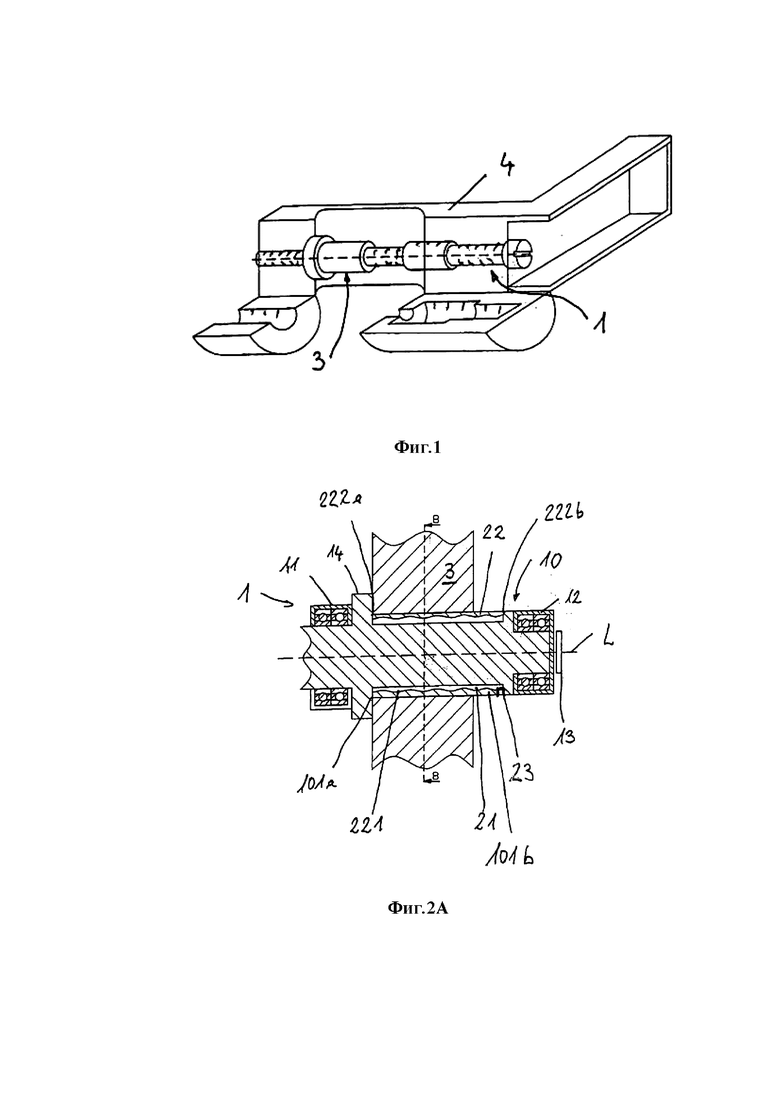
Фиг. 1: Перспективный взгляд на конструкцию правильной машины согласно изобретению с вставленной оправкой.
Фиг. 2А, 2В: Продольное и поперечное сечение оправки правильной машины согласно изобретению в первом предпочтительном варианте исполнения.
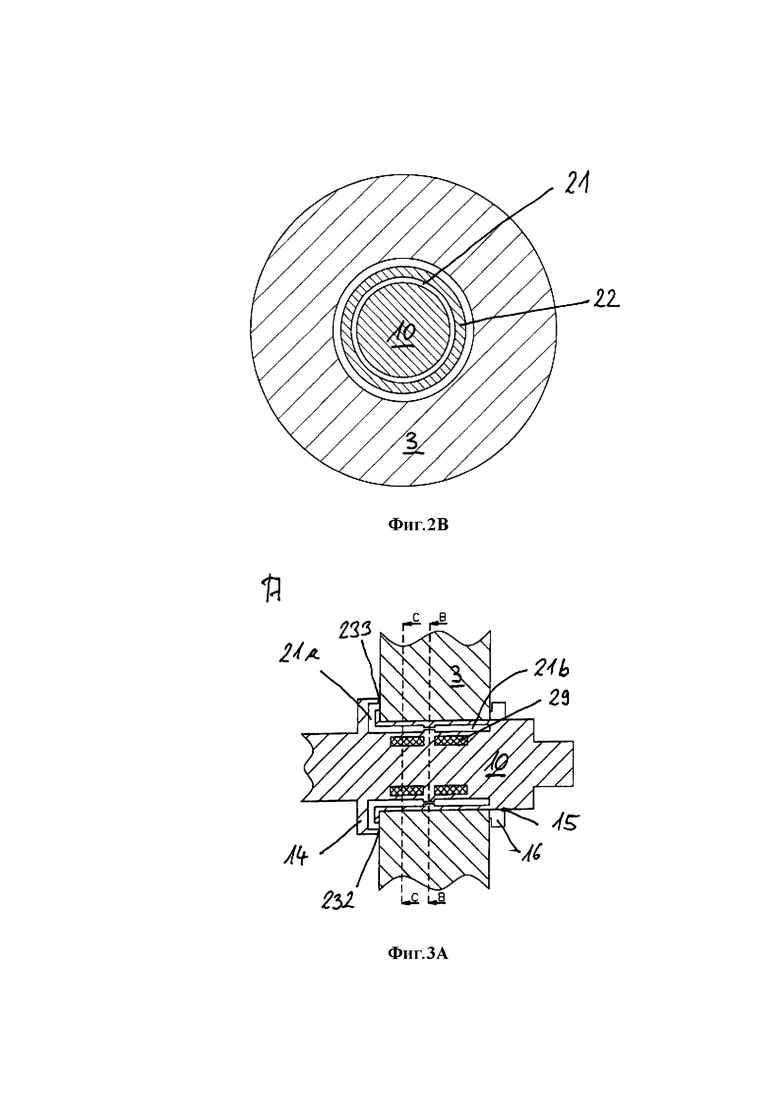
Фиг. 3А, 3В, 3С: Продольное и два поперечных сечения оправки правильной машины согласно изобретению во втором предпочтительном варианте исполнения.
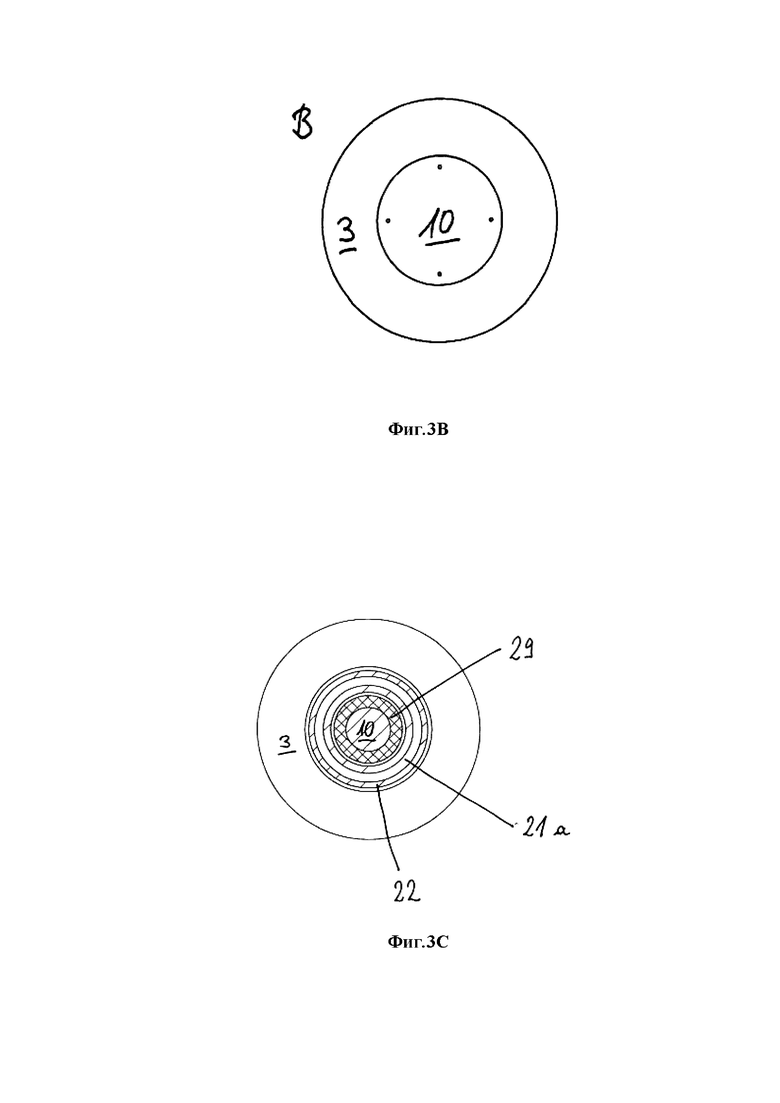
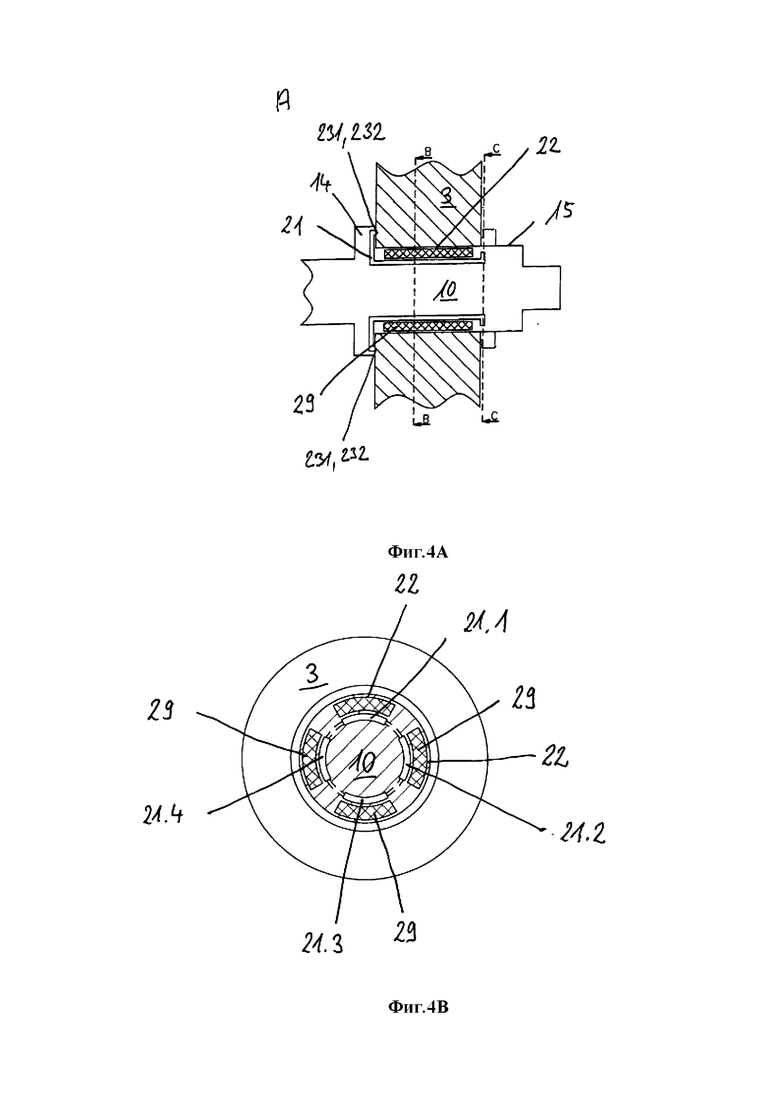
Фиг. 4А, 4В, 4С: Продольное и два поперечных сечения оправки правильной машины согласно изобретению в третьем предпочтительном варианте исполнения.
На Фигуре 1 показан возможный вариант исполнения устройства для правки согласно изобретению. Это корпус 4, состоящий из двух открывающихся половин, в которые вставляется оправка 1, которая после закрытия и фиксации половин корпуса удерживается и фиксируется на подшипниках 11 и 12, расположенных с обеих сторон хвостовика 10. Изображен закрепленный в оправке 1 круглый инструмент в виде профилированного шлифовального круга 3. Для быстрой смены инструмента нижние кромки полусфер оборудованы шарнирами, а верхние их кромки соединяются друг с другом не требующим применения инструмента запором.
На Фигуре 2 показана оправка правильной машины в соответствии с предпочтительным вариантом исполнения.
На Фигуре 2А показан продольное сечение в плоскости, в которой лежит ось вращения L, а на Фигуре 2В - поперечное сечение по линии ВВ.
Оправка 1 состоит из хвостовика 10 с центровочным буртиком 14, служащим для осевого позиционирования, и двух подшипников, расположенных с обеих сторон хвостовика 10, первого подшипника 11 и второго подшипника 12, которые служат для фиксации хвостовика в корпусе правильной машины согласно изобретению, например, как показано на фиг.1. Подшипники 11, 12 показаны здесь как подшипники качения, но в рамках настоящего изобретения могут использоваться и другие типы подшипников, например (воздушные) подшипники скольжения или магнитные подшипники. Датчик 13 расположен на передней стороне наружной подшипниковой втулки второго подшипника 12, который может быть, в частности, акустическим датчиком, и используется известным образом для контроля и определения (рабочего) состояния и надлежащего функционирования машины.
Хвостовик 10 оправки 1, в свою очередь, состоит из зажимного устройства 2, состоящего из эластичной зажимной секции 22, радиально расположенной под ней (гидравлической) камеры 21, заполненной гидравлической жидкостью под давлением, и элемента предварительного зажима 23 для регулировки давления в гидравлической камере. Внешняя и зажимная поверхность зажимной секции 22 имеет форму цилиндрической поверхности, а внутренняя поверхность имеет опорные конструкции 221, которые видны в продольном сечении (Фиг. 2А). Последние служат для повышения устойчивости зажимной секции 22 к действию радиально направленных сил, которые локально или на большей площади превышают давление в гидравлической камере, что может привести к повреждению зажимного устройства 2. Зажимная секция 22 с обоих концов загнута вовнутрь, цилиндрические пружины 222а и 222b вставлены в соответствующие дополнительные пазы или вырезы 101а и 101b хвостовика 10. Это обеспечивает надежную и прочную фиксацию зажимной секции 22 в хвостовике. Кроме того, этим достигается герметичность соединения между хвостовиком и зажимной секцией и предотвращается выход гидравлической жидкости под высоким давлением.
Элемент предварительного зажима 23 для регулировки статического давления в гидравлической камере состоит из винта 233, который вставляется в качестве вытеснителя в радиальное отверстие в боковой стороне хвостовика 10. Как минимум в этой точке отверстие ведет в гидравлическую камеру, выходящую за пределы зажимной секции, или же в продолжение камеры. Последующее вкручивание или выкручивание винта 233 изменяет рабочий объем гидравлической камеры и, таким образом, давление среды внутри. Требуемое (статическое) усилие предварительного зажима устанавливается следующим образом: при установке или снятии круглого инструмента винт 233 выкручивается настолько, чтобы внешний диаметр зажимной секции 22 стал меньше, чем отверстие инструмента, или к инструменту не прилагалось значительное усилие. Теперь инструмент можно одеть или снять. В отличие от процессов термической усадки или расширения, применяемых в соответствии с современным уровнем техники, которые занимают много часов и связаны с высоким риском повреждения как инструмента, так и оправки, процесс с оправкой согласно изобретению занимает всего от нескольких секунд до нескольких десятков секунд. Это дает выигрыш во времени, который вряд ли можно переоценить на практике. Недостатком, с которым он приобретается, является связанная с конструкционно обусловленная повышенная эластичность оправки: тонкостенная и соответственно эластичная зажимная секция и гидравлическая среда, как правило, имеют более высокую эластичность, чем массивный хвостовик. Это проявляется в повышенной вибрации и повышенном радиальном и осевом биении под действием неравномерных сил. Опорные конструкции 221, присутствующие на внутренней стороне зажимной секции в исполнении, показанном на фиг.2, могут компенсировать это только в той степени, в какой амплитуда колебаний больше, чем расстояние конструкций от дна гидравлической камеры 21. Оперативная возможность снижения этих вибраций заключается в том, чтобы при правке круглого инструмента обеспечить воздействие инструмент и, тем самым, на оправку только равномерных, т.е. взаимно компенсирующих друг друга сил. Однако, в тех случаях, когда желательна повышенная структурная жесткость, т.е. пониженная упругость, то настоящее изобретение предлагает окружное и/или осевое разделение, как показано в вариантах исполнения согласно фиг.3 или 4.
На Фигуре 3 показана оправка с зажимными элементами правильной машины согласно изобретению другого предпочтительного варианта исполнения.
На Фигуре 3А показано продольное сечение разрез, на фигурах 3В и 3С - сечения вдоль линий ВВ и СС фигуры А.
Оправка 1 состоит из хвостовика 10, на одном конце которого расположен участок 15 с наружной резьбой для навинчивания осевого фиксирующего диск 16, а на другом конце - центровочный буртик 14 и расположенная в промежутке зажимная секция с зажимным устройством 2. Также оправка (не изображена) включает в себя, по крайней мере, один подшипник, предпочтительно два подшипника, расположенных по обеим сторонам хвостовика 10, и датчик, как показано на Фигуре 2. На хвостовике 10 и зажимном приспособлении 2 закреплен круглый инструмент в виде шлифовального круга 3.
Зажимное устройство 2 состоит из гидравлической камеры, разделенной на верхнюю камеру 21а и нижнюю камеру 21b, которые расположены под тонкостенной зажимной секцией 22, при этом зажимная секция 22, в свою очередь, соединена с обеих сторон с остальной частью хвостовика 10. Это улучшает как передачу усилия на хвостовик, так и герметичность относительно находящейся под давлением гидравлической жидкости по сравнению с исполнением, показанным на фиг.2. В полости, радиально расположенной под верхней и нижней гидравлическими камерами 21а, 21b, которая отделена от последней тонким эластичным слоем материала толщиной, сравнимой с толщиной зажимной секции 22, присутствуют радиально смещенные зажимные элементы 29. Они имеют максимально возможную пространственную плотность и радиальное удлинение для достижения высокой поверхностной плотности. В результате действия центробежных сил на зажимные элементы во время вращения оправки динамически повышается давление гидравлической среды и, тем самым, увеличивается усилие зажима, статически прилагаемое зажимным устройством 2 к инструменту 3. Однако существуют пределы радиального удлинения зажимных элементов 29 из-за необходимой жесткости хвостовика 10.
В конструкции, как показано на фиг.3, используется двухкомпонентная гидравлическая камера, в которой, как показано на фиг.3В, верхняя (вторичная) камера 21а, обращенная к буртику 14, и нижняя камера 21b отделены друг от друга сплошной перегородкой, за исключением нескольких проходов для выравнивания давления. Перегородка повышает устойчивость хвостовика 10 и, таким образом, самой оправки к внешним воздействиям. В дополнение к осевому делению можно было бы предусмотреть деление по окружности на вторичные камеры, как показано на фиг.4, для дальнейшего повышения жесткости хвостовика на кручение и изгиб.
Хвостовик 10 имеет буртик 14, который контактирует с фиксирующим диском 16, навинчиваемым на резьбовую часть 15 хвостовика и служащим для позиционирования и фиксации инструмента 3 в осевом направлении. Элемент предварительного зажима 23, служащий для регулировки давления гидравлической среды, реализуется в этом исполнении за счет того, что в торцевой поверхности центровочного буртика, обращенного к инструменту, присутствуют диаметрально противоположные элементы силовой передачи в виде выступов 233, а гидравлическая камера или, как минимум, в своих продолжениях, находится чуть ниже этих выступов, так что область центровочного буртика с выступами упруго поддается под действием осевой силы, уменьшая тем самым рабочий объем гидравлической камеры. Если круглый инструмент установлен и закреплен в осевом направлении путем завинчивания фиксирующего диска, то осевое усилие, прилагаемое фиксирующим диском, передается через круглый инструмент на выступы, которые эластично поддаются, уменьшая объем гидравлической камеры и повышая тем самым статическое давление гидравлической жидкости. В дополнение или в качестве альтернативы этому варианту создания предварительного усилия зажима можно использовать для этого другой элемент, например, зажимной винт, показанный на Фигуре 2.
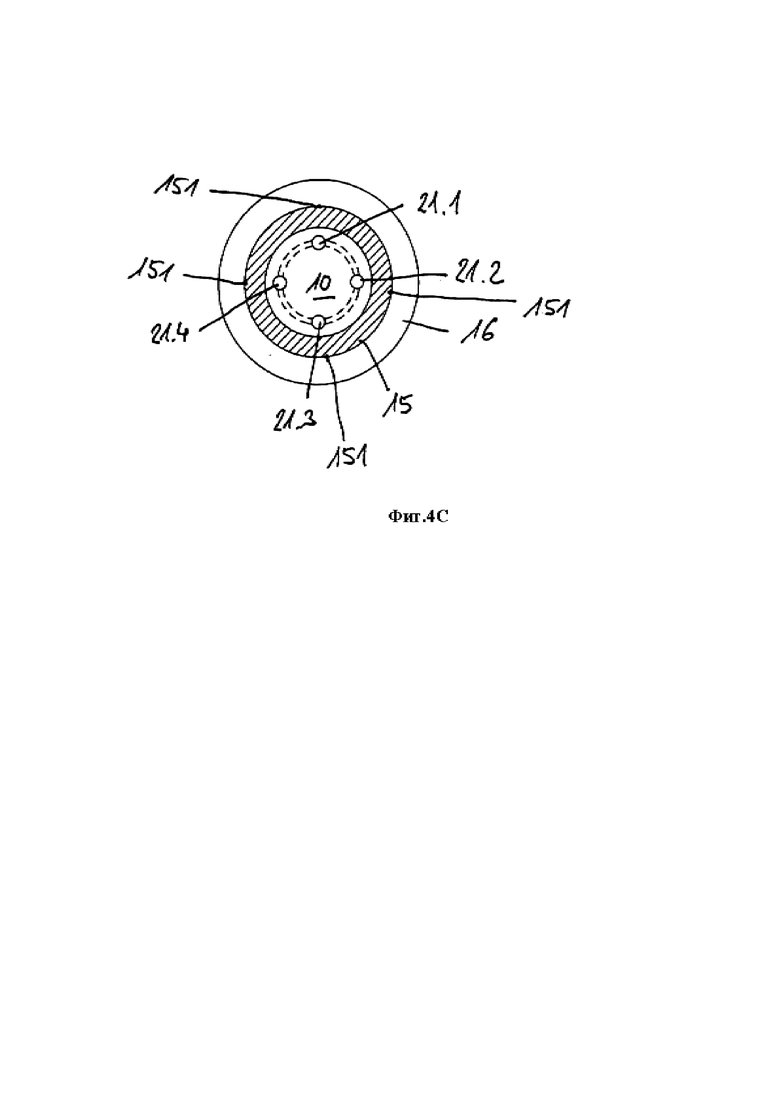
На Фигуре 4 показана оправка правильной машины в соответствии с третьим предпочтительным исполнением с зажимными элементами, расположенными радиально над гидравлической камерой.
Опять же, на Фигуре 4А показано продольное сечение, а на фигурах 4В или 4С - поперечное сечение вдоль линии ВВ или СС фигуры 4А.
На Фигуре 4А, а также на Фигуре 4В видно, что в этой конструкции согласно изобретению 4 зажимных элемента 29 расположены над гидравлической камерой. Это служит для увеличения расстояния между зажимными элементами и осью вращения оправки и, следовательно, увеличения упомянутого выше динамического зажимного усилия. Расположенная над зажимными элементами зажимная секция 22, внешняя сторона которой представляет собой зажимную поверхность, выполнена как можно более тонкой для достижения высокой эластичности. Это возможно благодаря тому, что действующие на хвостовик усилие изгиба может приниматься и отводиться как разделительными секциями, расположенными между зажимными элементами, и самими зажимными элементами. Это возможно благодаря тому, что зажимные элементы 29 имеют значительно больший модуль упругости и, будучи твердыми телами, отличаются более стабильной формой по сравнению с заполненными гидравлической жидкостью камерами, которые в других исполнениях, представленных на фигурах 2 и 3, занимают место зажимных элементов 29. В этом исполнении зажимные элементы 29 имеют круглый кольцевой сегмент в форме поперечного сечения и определенный радиальный зазор для создания выраженной выпуклости зажимной секции 22. Чтобы обеспечить осевое и тангенциальное направление зажимных элементов с минимальным люфтом и, одновременно, их плавный ход при радиальных перемещениях, в полости, вмещающие зажимные элементы 29, может быть введена смазка. В качестве альтернативы можно также использовать роликовый подшипник.
Гидравлическая камера разделена на четыре окружные вращательно-симметричные вторичные камеры 21.1-21.4, соединенные каналами для выравнивания давления, причем каждая их них придана одному из четырех зажимных элементов, т.е. расположена непосредственно под ним (см. фиг.В). Как и у зажимного элемента 29, поперечное сечение камеры может соответствовать кольцевому сегменту или иметь другую конструкцию, при единственном условии, что крышка, разделяющая камеру и полость зажимного элемента, является достаточно тонкой и упругой, чтобы при изменении давления в гидравлической камере обеспечить соответствующую деформацию и, таким образом, радиальное смещение зажимных элементов. Кроме того, можно предусмотреть осевое разделение камер для увеличения силы сопротивления, как при варианте исполнения, показанном на Фигуре 3.
На Фигуре 3С изображено поперечное сечение хвостовика 10 в области резьбового участка 15, на котором расположен фиксирующий диск 16, который при взаимодействии с центровочным буртиком фиксирует инструмент 3 в осевом направлении. Как видно, поперечное сечение хвостовика значительно отличается от круглой формы: над каждой из гидравлических (нижних) камер 21.1-21.4 имеется выпуклость 151. Размеры этой выпуклости таковы, что радиус хвостовика в наивысшей точке выпуклости немного больше, чем радиус в свету отверстия фиксирующего диска 16. Так как камеры там, так же как и на участке зажимной секции, лежат чуть ниже поверхности хвостовика, то в этих выпуклостях 151 хвостовик имеет определенную эластичность. При навинчивании диска выпуклости вжимаются во внутрь, тем самым уменьшая объем гидравлической камеры и соответственно повышая давление находящейся в ней жидкости. Для достижения постепенного повышения давления при завинчивании диска резьбовая зона 15 хвостовика 10 сконструирована таким образом, что ее радиус неуклонно увеличивается, начиная от конца, обращенного в сторону от центровочного буртика. Может потребоваться корректировка в соответствии с эластичностью выпуклостей, но она, как правило, не превышает нескольких процентов.
Хотя в принципе этого может быть достаточно для установки усилия предварительного зажима, на лицевой стороне центровочного буртика 14, обращенного к инструменту 3, имеются элементы силовой передачи в качестве дополнительных инструментов для создания или увеличения статического усилия предварительного зажима, которые аналогичны изображенным на фиг.3. Но в отличие от них, в данном случае эти элементы представляют собой отверстия 231, достающие до гидравлических камер 21.1-21.4, в которые вставлены перемещаемые в радиальном направлении штифты 232.
Поскольку описанная выше геометрия резьбового участка 15 создает неизменное соотношение числа оборотов навинчиваемого фиксирующего диска и предварительного (радиального) усилия зажима, то может оказаться, что при тонких инструментах максимальное усилие предварительного зажима будет достигнуто раньше, чем инструмент будет надежно зафиксирован осевым усилием зажима. Для компенсации этого можно предусмотреть третий не показанный здесь элемент для регулировки статического давления гидравлической жидкости и, таким образом, предварительного усилия зажима, например, зажимный винт, как в конструкции, показанной на Фигуре 2.
Список номеров позиций
1 оправка
10 хвостовик
11 первый подшипник
12 второй подшипник
14 центровочный буртик
15 резьбовой участок
151 выпуклость
16 фиксирующий диск
2 зажимное устройство
21 гидравлическая камера
21.1-4 окружные вторичные камеры
21а, 21 нижние, верхние вторичные камеры
22 зажимная секция
23 зажимной элемент
231 отверстие для установки штифта 232
232 штифт
233 выступ
29 зажимной элемент
292 наружная поверхность
3 инструмент, шлифовальный круг
4 корпус
L Продольная ось и ось вращения оправки
Изобретение относится к устройству для правки круглого инструмента. Устройство для правки содержит корпус, оправку с хвостовиком, служащим для установки круглого инструмента, имеющего концентрическое отверстие, первого подшипника, закрепленного на корпусе и расположенного на первом концевом участке оправки, и правящего инструмента для правки круглого инструмента, установленного в оправке. Хвостовик имеет гидравлическое зажимное устройство, проходящее через отверстие круглого инструмента и состоящее из по меньшей мере одной камеры с гидравлической средой, в которую с помощью элемента предварительного зажима может подаваться давление предварительного зажима. Гидравлическое зажимное устройство формируется из зажимной секции, расположенной над камерой в радиальном направлении и удерживаемой с обеих сторон в хвостовике. Зажимная секция соединена с обеих сторон с хвостовиком - со стороны, обращенной к первому подшипнику, и со стороны, противоположной стороне, обращенной к первому подшипнику. В результате обеспечивается плотная посадка инструмента на оправку с обеспечением их быстрого и безопасного монтажа и демонтажа. 3 н. и 11 з.п. ф-лы, 4 ил.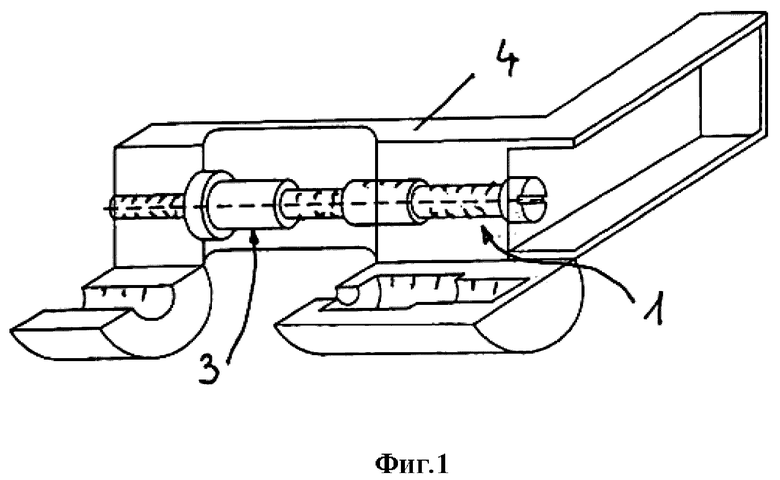
1. Устройство для правки круглого инструмента, состоящее из:
- корпуса (4) и
- оправки (1) с хвостовиком (10), служащим для установки круглого инструмента, в частности шлифовального круга (3), имеющего концентрическое отверстие, а также первого подшипника (11), закрепленного на корпусе (4) и расположенного на первом концевом участке оправки (1), и
- правящего инструмента для правки круглого инструмента, установленного в оправке (1),
причем хвостовик (10) имеет гидравлическое зажимное устройство (2), проходящее через отверстие круглого инструмента и состоящее из по меньшей мере одной камеры (21, 21а, 216) с гидравлической средой, в которую с помощью элемента предварительного зажима (23) может подаваться давление предварительного зажима,
гидравлическое зажимное устройство сформировано из зажимной секции (22), расположенной над камерой (21) в радиальном направлении и удерживаемой с обеих сторон в хвостовике, наружная поверхность которой образует зажимную поверхность и которая при увеличении гидравлического давления в камере (21) упруго выпячивается наружу в радиальном направлении так, что на внутреннюю поверхность концентрического отверстия круглого инструмента, через которое проходит зажимная секция (22), действует радиальное зажимное усилие,
отличающееся тем, что
зажимная секция (22) соединена с обеих сторон с хвостовиком (10) - со стороны, обращенной к первому подшипнику (11), и со стороны, противоположной стороне, обращенной к первому подшипнику (11).
2. Устройство для правки круглого инструмента по п. 1, отличающееся тем, что в хвостовике (10) выполнены дополнительные пазы и вырезы (101а) и (101b), при этом устройство для правки снабжено цилиндрическими пружинами (222а) и (222b), вставленными в соответствующие дополнительные пазы или вырезы (101а) и (101b) хвостовика (10).
3. Устройство для правки круглого инструмента по п. 1, отличающееся тем, что зажимная секция (22) по крайней мере частично формируется в виде тонкой полой цилиндрической крышки, встроенной в хвостовик (10).
4. Устройство для правки круглого инструмента по любому из пп. 1 или 2, отличающееся тем, что камера (21) разделена по объему на несколько, в частности, конгруэнтных вторичных камер (21.1-4), расположенных симметрично по отношению к продольной оси (L) хвостовика (10).
5. Устройство для правки круглого инструмента по любому из пп. 1-4, отличающееся тем, что вдоль хвостовика (10) имеются несколько камер (21а, 21б).
6. Устройство для правки круглого инструмента по любому из пп. 1-5, отличающееся тем, что имеется второй подшипник (12) оправки (1), который расположен со стороны зажимного устройства (20) напротив первого подшипника (11).
7. Устройство для правки круглого инструмента по любому из пп. 1-6, отличающееся тем, что зажимная секция (22) состоит из двух или более зажимных элементов (29), выполненных с возможностью смещения в радиальном направлении.
8. Устройство для правки круглого инструмента по любому из пп. 1-7, отличающееся тем, что элементом предварительного зажима (23) является зажимной винт, который ввинчивается в резьбовое отверстие (24) хвостовика, имеющего контакт с камерой (21) посредством жидкости.
9. Устройство для правки круглого инструмента по любому из пп. 1-8, отличающееся тем, что имеется центровочный буртик (14) хвостовика (10), служащий для осевого позиционирования круглого инструмента.
10. Устройство для правки круглого инструмента по любому из пп. 1-9, отличающееся тем, что имеется фиксирующий диск (16), который вместе с центровочным буртиком (14) служит для осевой фиксации круглого инструмента и может навинчиваться на резьбу (15) хвостовика (10).
11. Устройство для правки круглого инструмента по п. 10, отличающееся тем, что элемент предварительного зажима (23) формируется за счет того, что
- часть хвостовика (10), имеющая резьбу (15), по форме отклонена в осевом направлении от круглого сечения, в частности имеет овальную или эллиптическую форму, причем разница между наибольшим и наименьшим радиусами составляет от нескольких частей на миллион до одного процента, а средний радиус соответствует примерно радиусу сквозного отверстия (150) фиксирующего диска (15), имеющего внутреннюю резьбу, а
- камера (21) простирается под имеющую резьбу (15) часть хвостовика (10).
12. Устройство для правки круглого инструмента по любому из пп. 9-11, отличающееся тем, что элемент предварительного зажима (23) формируется за счет того, что
- по крайней мере один элемент силовой передачи находится на торцевой стороне центровочного буртика (14), обращенной к круглому инструменту, и
- камера (21) простирается до центровочного буртика (14) и под элемент силовой передачи,
- причем элемент силовой передачи представляет собой штифт (231), вставленный в отверстие (230), проникающее в камеру (21), или выступ (233), образованный на поверхности центровочного буртика (14).
13. Способ установки круглого инструмента с концентрическим отверстием на оправке устройства для правки круглого инструмента по любому из пп. 1-12, отличающийся тем, что включает следующие этапы:
a) при необходимости на первом этапе как минимум с одной стороны снимают фиксацию оправки в корпусе устройства,
b) при необходимости на следующем, втором, этапе с хвостовика снимают осевое фиксирующее и позиционирующее средство, не зависящее от элемента предварительного зажима, например фиксирующий диск (16),
c) затем, на третьем этапе, давление гидравлической жидкости и, таким образом, наружный диаметр зажимной секции уменьшают с помощью элемента предварительного зажима до такой степени, что этот диаметр становится меньше диаметра в свету отверстия круглого инструмента,
d) на следующем, четвертом, этапе инструмент надвигают на хвостовик,
e) на следующем, пятом, этапе гидравлическую жидкость в камере (21) подвергают необходимому для зажима давлению с помощью элемента предварительного зажима,
f) а затем, при необходимости на шестом этапе устанавливают и фиксируют осевое фиксирующее средство, не зависящее от элемента предварительного зажима, например фиксирующий диск (16),
g) при необходимости на следующем, седьмом, этапе, свободный конец оправки снова фиксируют в корпусе (4) устройства для правки.
14. Способ снятия круглого инструмента, установленного в оправке устройства для правки круглого инструмента по любому из пп. 1-12,
отличающийся тем, что включает следующие этапы:
a) при необходимости на первом этапе как минимум с одной стороны снимают фиксацию оправки в корпусе устройства,
b) при необходимости на следующем, втором, этапе ослабляют и удаляют крепление, не зависящее от элемента предварительного зажима (23), например фиксирующий диск (16),
c) затем, на третьем этапе ослабляют элемент предварительного зажима и, таким образом, гидравлическое давление в камере (21), а следовательно, и усилие предварительного зажима, действующее на круглый инструмент, уменьшается до такой степени, что его можно снять с хвостовика,
d) на следующем, четвертом, этапе инструмент снимают с хвостовика и удаляют.
| DE 3302478 С2, 13.12.1990 | |||
| Гидравлическая самоцентрирующая оправка с жидким заполнителем | 1951 |
|
SU93870A1 |
| Оправка | 1985 |
|
SU1315160A1 |
| Оправка | 1983 |
|
SU1138259A1 |

