Изобретение относится к области машиностроения и металлообработки и может быть использовано в шлифовальных станках с принципами адаптации и самонастройки.
На ВАЗе используются несколько специальных шлифовальных станков в технологии обработки тормозных колодок, которые не соответствуют некоторым требованиям массового производства, в частности по критериям стабильности размерных наладок. Частые подналадки по крышке выхода размеров за пределы поля допуска, из-за износа круга или его засаливания, усложняют эксплуатацию и обслуживание станков. Фактически размер восстанавливается опытным путем при контроле пробных партий деталей, что приводит к значительному количеству брака.
Известен автомат для шлифования тормозных колодок [1], содержащий две жестко установленные шлифовальные головки, два поворотных стола с приспособлениями для базирования и зажима колодок, загрузочные манипуляторы в виде кантователей и досыпателей и два транспортера-накопителя, подающих детали в зону загрузки.
Недостатком этого станка является быстрая потеря наладки шлифуемого размера из-за износа инструмента, либо засаливания шлифующей плоскости круга. Кроме того, базирование и фиксация колодок за ребро не дает достаточной жесткости колодки относительно инструмента.
Наиболее близким к заявленному является шлифовальный станок [2], в состав которого входят: магазин-накопитель в виде цепного транспорта с закрепленными спутниками, подающими детали в зону обработки в ориентированном положении, салазки с зажимным приспособлением для одной детали, совершающие возвратно-поступательное движение и обеспечивающие рабочую подачу относительно шлифовальных кругов, расположенных на шлифовальных бабках со шпинделями-пинолями, способными выдвигаться по мере износа инструмента посредством винтовой передачи, связанной с регулирующими маховиками; манипулятор-перекладчик с двумя схватами, переносящий детали с магазина-накопителя на зажимное приспособление и с зажимного приспособления на лоток-склиз; а также контрольное устройство с выдвижными щупами, дающими сигнал о выходе обработанной детали за пределы поля допуска.
Недостатком станка является большое количество вспомогательных движений, снижающих производительность, наличие подвижного зажимного приспособления, оказывающего влияние на размерную точность, невозможность восстановления режущих свойств инструмента и размерной наладки без периодических остановок станка и пробных прогонов.
Технической задачей, решаемой данным изобретением, является повышение качества обработки и стабильности размера колодок в условиях массового производства.
Данный технический результат достигается тем, что в автоматическом станке с цикловым программным управлением узел базирования и зажима установлен жестко, шлифовальная головка установлена с возможностью возвратно-качательного движения и осевой коррекции за счет механизма микроперемещений с пневмоприводом и имеет устройство диагностики и правки с закрепленным на его корпусе индикатором, контактирующим с планкой, связанной с подпружиненным штоком, причем устройство диагностики и правки обеспечивает осевое перемещение алмазного ролика и закреплено на шпиндельном узле, связанном с многолепестковым флажком.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается от прототипа тем, что узел базирования и зажима установлен жестко, шлифовальная головка установлена с возможностью возвратно-качательного движения и осевой коррекции за счет механизма микроперемещений с пневмоприводом и имеет устройство диагностики и правки с закрепленным на его корпусе индикатором, который контактирует с планкой, связанной с подпружиненным штоком, причем устройство диагностики и правки обеспечивает осевое перемещение алмазного ролика и закреплено на шпиндельном узле, связанном с многолепестковым флажком, для контроля наличия вращения. Таким образом, заявляемое устройство соответствует критерию изобретения "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии изобретательскому уровню.
На фиг. 1 изображен общий вид станка. На фиг. 2 показана технологическая схема шлифовки. На фиг. 3 показан разрез шлифовальной головки с механизмом автоматической компенсации износа круга. На фиг. 4 - разрез А-А на фиг. 3. На фиг. 5 показана конструкция устройства диагностики и правки. На фиг. 6 показан разрез Б-Б на фиг. 5. На фиг. 7 показаны узел базирования и зажима и привод возвратно-качательного движения шлифовальной головки.
Станок (фиг. 1) имеет станину 1, на которой установлен транспорт 2, манипулятор 3, лоток накопления 4, узел 5 базирования и зажима детали с шарнирно закрепленной на нем шлифовальной головкой 6, несущей устройство 7 диагностики и правки, и маятниковый привод 8.
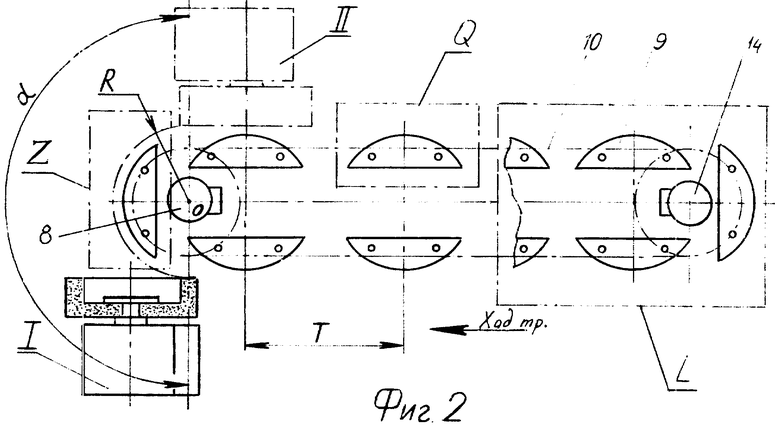
В качестве транспорта 2 (фиг. 1, 2, 7) используется синхронный цепной конвейер с циклическим ходом T, равным шагу расположения палет 9, закрепленных на цепи 10, натянутой между звездочками 11 с вертикальными осями вращения. Палеты 9 имеют установочные пальцы 12 для колодок 13. Приводом 14 транспорта 2 является высокомоментный электродвигатель с волновым редуктором.
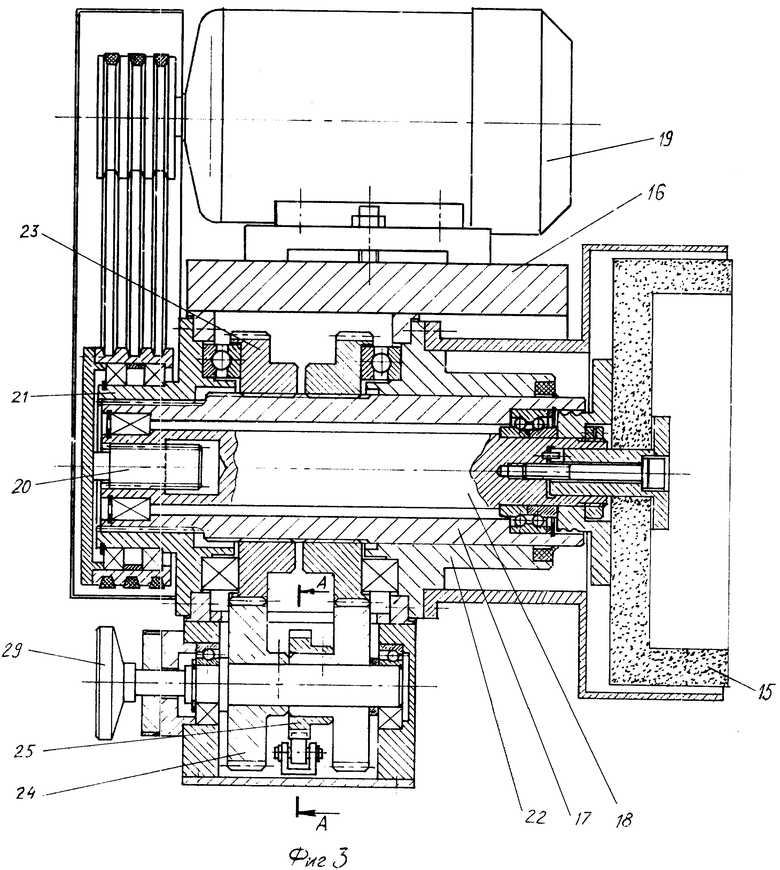
Шлифовальная головка 6 (фиг. 3) предназначена для шлифовки цилиндрической поверхности колодки 13 плоским торцем шлифовального круга 15 по радиусу R за счет шарнирного соединения ее несущего корпуса 16 с узлом 5 базирования и зажима при повороте вокруг центра O (фиг. 2).
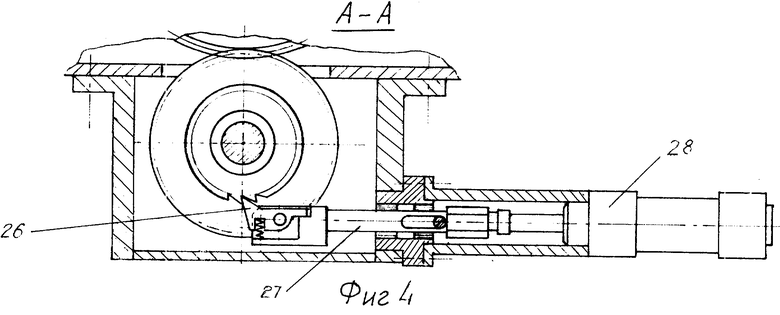
Конструкция шлифовальной головки 6, имеющей выдвижную пиноль 17 с встроенным шпиндельным узлом 18, обеспечивает вращение шлифовального круга 15 и его осевую подачу. При этом вращение от электропривода 19 шпиндельному узлу 18 передается через шлицевой вал 20, а выдвижение пиноли 17, зафиксированной от проворота шлицевой втулкой 21 и расположенной в направляющей гильзе 22, осуществляется посредством механизма микроперемещений, состоящего из винтовой передачи, выполненной в виде зафиксированных в осевом направлении двух гаек-шестерен 23, установленных на резьбовой части пиноли 17, вращение которым передается с помощью пары шестерен 24, жестко связанных с храповым колесом 25 за счет возвратно-поступательного движения подпружиненной собачки 26, закрепленной на скалке 27 пневмопривода 28.
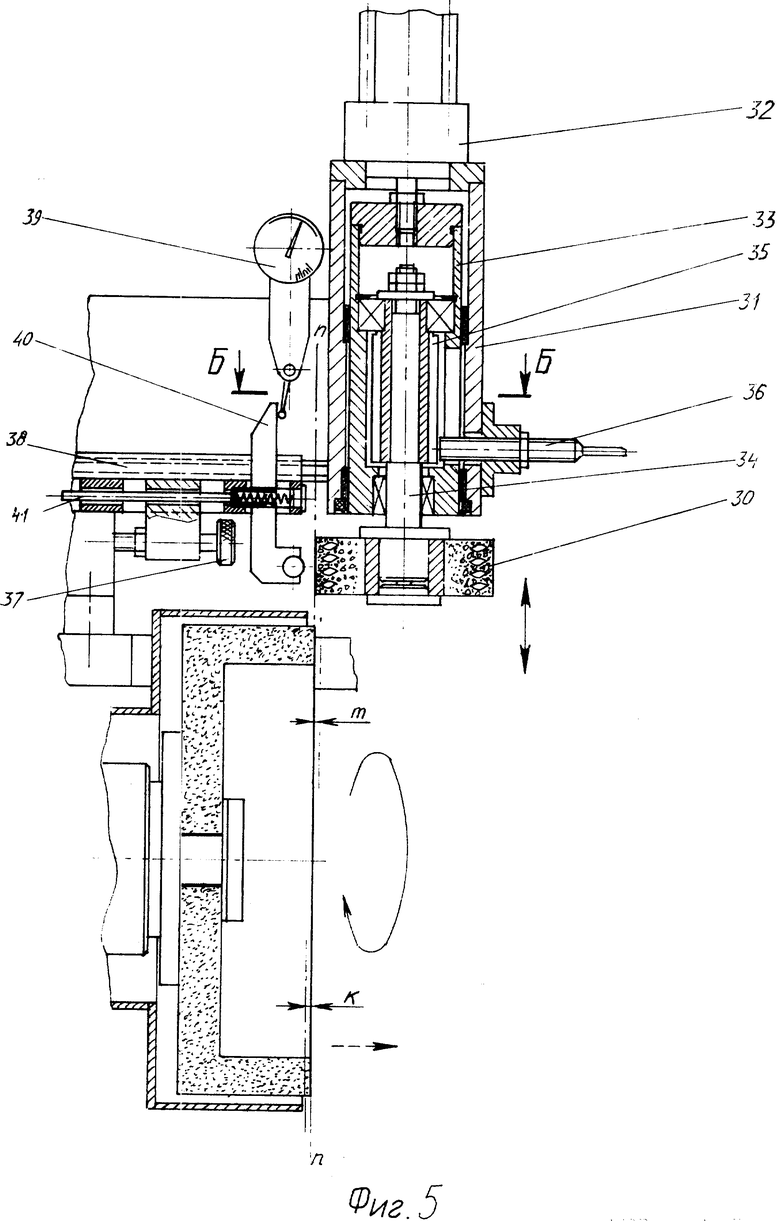
Предусмотрена ручная наладка шлифовального круг 15 на размер с помощью маховика 29. На несущем корпусе 16 расположено устройство диагностики и правки круга 7 (фиг. 5, 6), производящее контроль текущего состояния размерной наладки и восстановление режущих свойств круга 15. Работает по принципу фрикционной передачи вращения алмазному ролику 30, настроенному относительно радиуса R (фиг. 2) на середину поля допуска, при его врезании в тело круга 15 за счет возвратно-поступательного перемещения, чередующегося с микроподачей шлифовального круга 15.
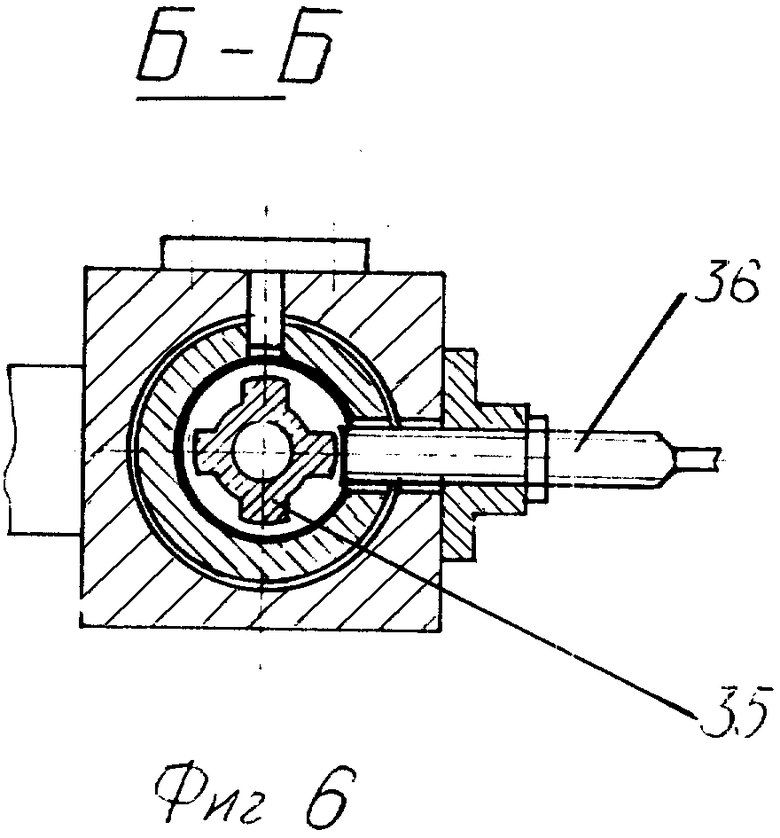
Устройство 7 диагностики и правки (фиг. 5) круга 15 состоит из корпуса 31, несущего цилиндр 32 и связанную с ним пиноль 33, имеющую встроенный шпиндельный узел 34, обеспечивающий свободное вращение закрепленным на нем алмазному ролику 30 и многолепестковому флажку 35, воздействующему на датчик 36, который проходит через паз пиноли 33 и установлен в отверстии корпуса 31.
Для настройки положения алмазного ролика 30 корпус 31 сделан подвижным в горизонтальной плоскости за счет микровинта 37 по пазам подставки 38, причем с целью контроля перемещения имеется индикатор 39, закрепленный на корпусе 31 и контактирующий с планкой 40, связанной с подпружиненным относительно подставки штоком 41.
Степень износа алмазного ролика 30 контролируется при подведении к нему планки 40 по индикатору 39 путем нажатия вручную штока 41.
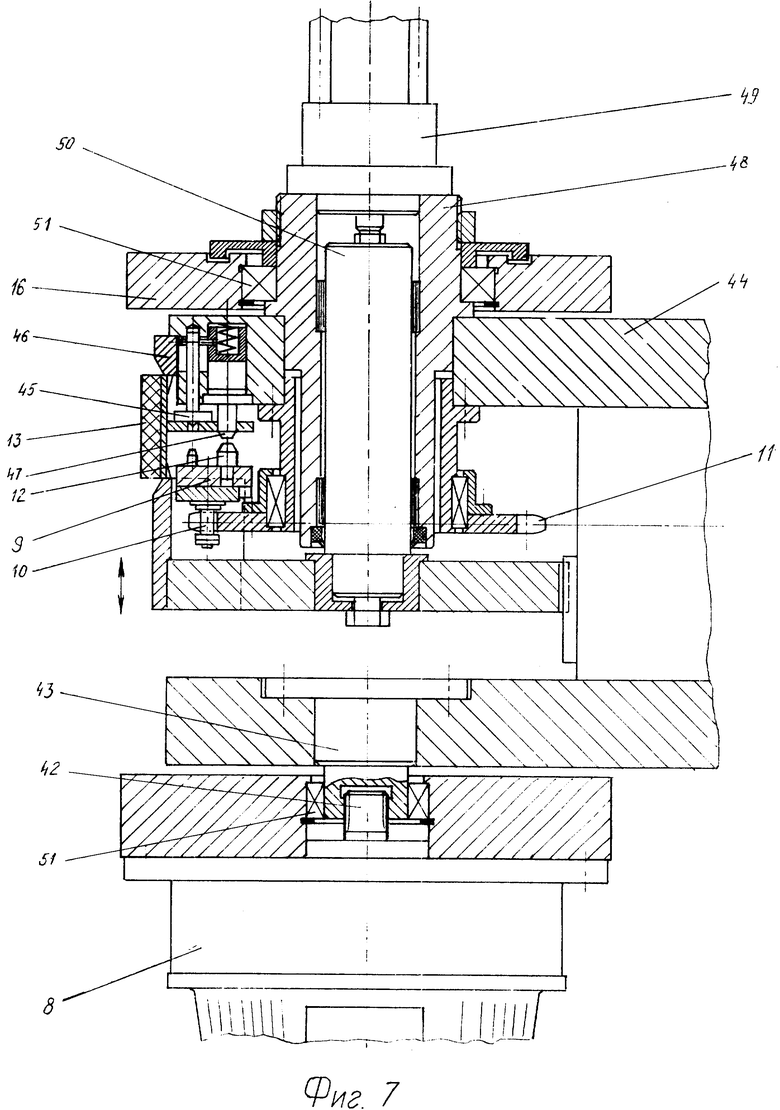
Маятниковый привод 8 (фиг. 1, 2, 7) сообщает возвратно-качательное движение шлифовальной головке 6, обеспечивая в одном направлении рабочую подачу шлифовки и в другом - синхронное движение с транспортом 2. Привод 8 аналогичен приводу 14 транспорта 2, но в отличие от него имеет возможность поворачиваться вместе с несущим корпусом 16 относительно вала 42, зафиксированного в узле 5 базирования и зажима колодок 13 на оси 43.
Узел 5 базирования и зажима колодок 13 (фиг. 7) состоит из корпуса 44 в виде скобы, имеющей в верхней части упругий толкатель 45 возврата колодок 13, базирующую опору 46, базирующие элементы 47 (показан один из них), гильзу 48, несущую цилиндр зажима 49, и шток 50 с зажимной плитой, а в нижней части - ось 43, причем гильза 48 и ось 43 через подшипниковые узлы 51 (верхний и нижний) связаны с несущим корпусом 16 шлифовальной головки 6.
Работает станок следующим образом.
Установленные вручную в зоне загрузки L на палеты 9 колодки 13 подаются транспортом 2 в рабочую зону Z на узел 5 базирования и зажима колодок 13. Шток 50 с зажимной плитой приподнимает колодку 13 с палеты 9 и передает на базирующие элементы 47, прижимая ее к опоре 46. Маятниковый привод 8 поворачивает шлифовальную головку 6 (из положения II в положение I), производящую шлифовку колодки 13 по радиусу R, на 180o. Затем шток 50 с зажимной плитой совершает ход вниз, а колодка 13, сопровождаемая упругим толкателем 45 возврата колодок 13, опускается на палету 9. Далее маятниковый привод 8 и привод 14 транспорта 2 совершают синхронный поворот в одном направлении, обеспечивая заход новой колодки 13 в узел 5 базирования и возврат шлифовальной головки 6 и исходное положение I (фиг. 2). Манипулятор 3 снимает обработанные колодки 13 с палет 9 в зоне выгрузки Q, укладывает на лоток накопления 4 и последним движением сдвигает столб деталей вдоль лотка 4, освобождая место для следующей колодки 13. На конце лотка 4 оператор вручную складывает готовую продукцию.
Через определенное число циклов происходит автоматический контроль состояния размерной наладки. Устройство 7 диагностики и правки включается в работу при возврате шлифовальной головки 6 в исходное положение. Цилиндр 32 опускает алмазный ролик 30 на уровень торца вращающегося шлифовального круга 15. В случае износа круга 15 на величину K (фиг. 5) до потери контакта с роликом 30 поступает сигнал за счет датчика 36 об отсутствии вращения ролика 30. После чего пневмопривод 28 механизма микроперемещений приводит в движение пиноль 17, смещая в осевом направлении торец шлифовального круга 15 на величину m, превышающую с некоторым запасом оптимальную наладку, соответствующую плоскости n-n (фиг. 5). Повторный ход цилиндра 32 восстанавливает оптимальную наладку путем выкрошивания алмазным роликом 30 притупившихся зерен шлифовального круга 15 до уровня n-n.
Использование предлагаемого станка, где контроль состояния инструмента, правка и коррекция размерной наладки происходит автоматически в процессе цикла работы станка без его остановки с периодичностью, заданной программой станка или аварийно, при выходе электрических параметров привода шлифовальной головки за пределы нормы, поднимает технологический уровень и позволит полностью исключить появление брака, что даст значительный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПРАВКИ КЛАПАНА | 2000 |
|
RU2188093C2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Устройство для шлифования плоских поверхностей изделий | 1983 |
|
SU1114526A1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2003 |
|
RU2245239C1 |
Изобретение относится к области машиностроения и металлообработки и может быть использовано в шлифовальных станках с принципами адаптации и самонастройки. Задачей, на решение которой направлено изобретение, является повышение качества обработки и стабильности размера колодок в условиях массового производства. Получение технического результата достигается тем, что в станке узел базирования и зажима установлен жестко, шлифовальная головка установлена с возможностью возвратно-качательного движения и осевой коррекции за счет механизма микроперемещений с пневмоприводом и имеет устройство диагностики и правки с закрепленным на его корпусе индикатором, контактирующим с планкой, связанной с подпружиненным штоком, причем устройство диагностики и правки обеспечивает осевое перемещение алмазного ролика и закреплено на шпиндельном узле, связанном с многолепестковым флажком для контроля наличия вращения. 7 ил.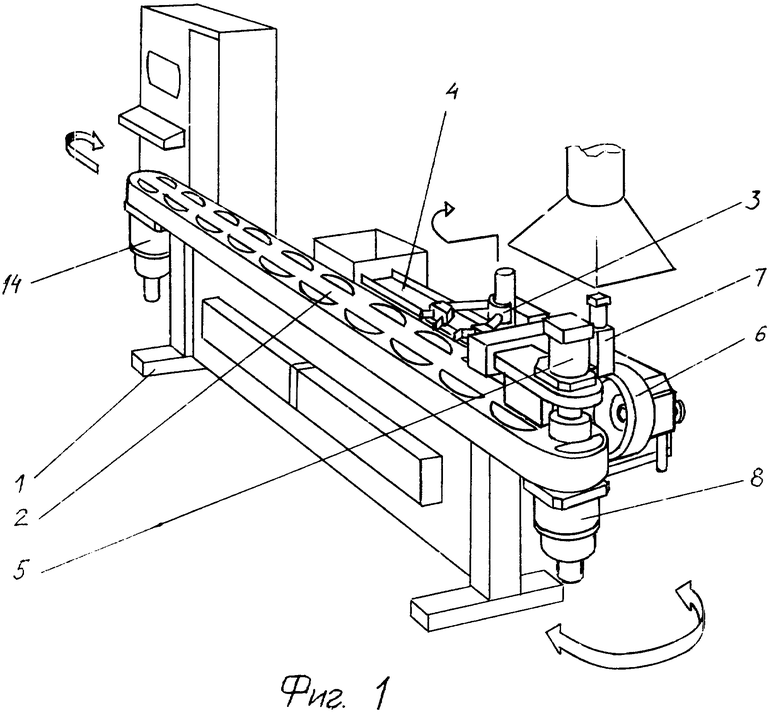
Станок для шлифования тормозных колодок с автоматической коррекцией износа шлифовального круга, содержащий транспорт, шлифовальную головку, узел базирования и зажима колодок, манипулятор и лоток, отличающийся тем, что узел базирования и зажима установлен жестко, шлифовальная головка установлена с возможностью возвратно-поступательного движения и осевой коррекции за счет механизма микроперемещений с пневмоприводом и снабжена устройством диагностики и правки, состоящим из закрепленного на его корпусе индикатора, планки, подпружиненного штока, алмазного ролика, шпиндельного узла, многолепесткового флажка, причем индикатор выполнен с возможностью контакта с планкой, соединенной с подпружиненным штоком, а алмазный ролик закреплен в шпиндельном узле, соединенном с многолепестковым флажком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1349965, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы "DISKUS-WERKE", поступивший в техническую библиотеку АвтоВАЗа не позднее 24.05.95. | |||
