(54) УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ПРОЧНОСТИ ФОРМОВОЧНЫХ СМЕСЕЙ НА РАЗРЫВ
1
Изобретение относится к испытанию материалов на прочность, в частности формовочных и стержневых смесей, используемых в литейном производстве.
При заливке расплавленного металла в форму происходит интенсивное испарение влаги в слое формовочной смеси, соприкасающемся с металлом. Эта влага затем конденсируется в более отдаленном слое смеси, имеющем меныиую температуру. В результате образуется переувлажненный слой смеси, прочность которого существенно уменьшается, что зачастую приводит к обвалам формы и к появлению брака отливок. Для изучения этого свойства смеси и для контроля смесей при изготовлении форм используются устройства для определения предела прочности формовочных смесей на разрыв в зоне конденсации влаги.
Известен прибор для определения прочности На разрыв формовочных и стержневых смесей, в котором испытуемый образец, сформированный в разъемной гильзе, подвергается одностороннему нагреву с помощью нагревателя, установленного на поворотной траверсе и прижимаемого к гильзе винтом. Длительность нагрева образца, регулируемая с помощью реле времени, подбирается таким образом, чтобы переувлажненный слой, образовавшийся за счет конденсации паров влаги, испарившейся из
5 слоев, прилегающих к нагревателю, находился на уровне разъема гильзы. После этого подводится закрепленный на другом конце поворотной траверсы пневматический силовозбудитель и осуществляется разрыв
1Q образца. Результаты испытаний считываются по вакуумметру 1.
В связи с тем, что положение переувлажненного слоя по отнощению к месту разрыва образца в таком устройстве задается 15 приблизительно (подбором длительности времени нагрева и температуры), то и точность определения прочности весьма низкая. Кроме того, силоизмеритель, построенный на принципе измерени-я давления или разрежения в пневмоцилиндре, также дает значительные погрешности.
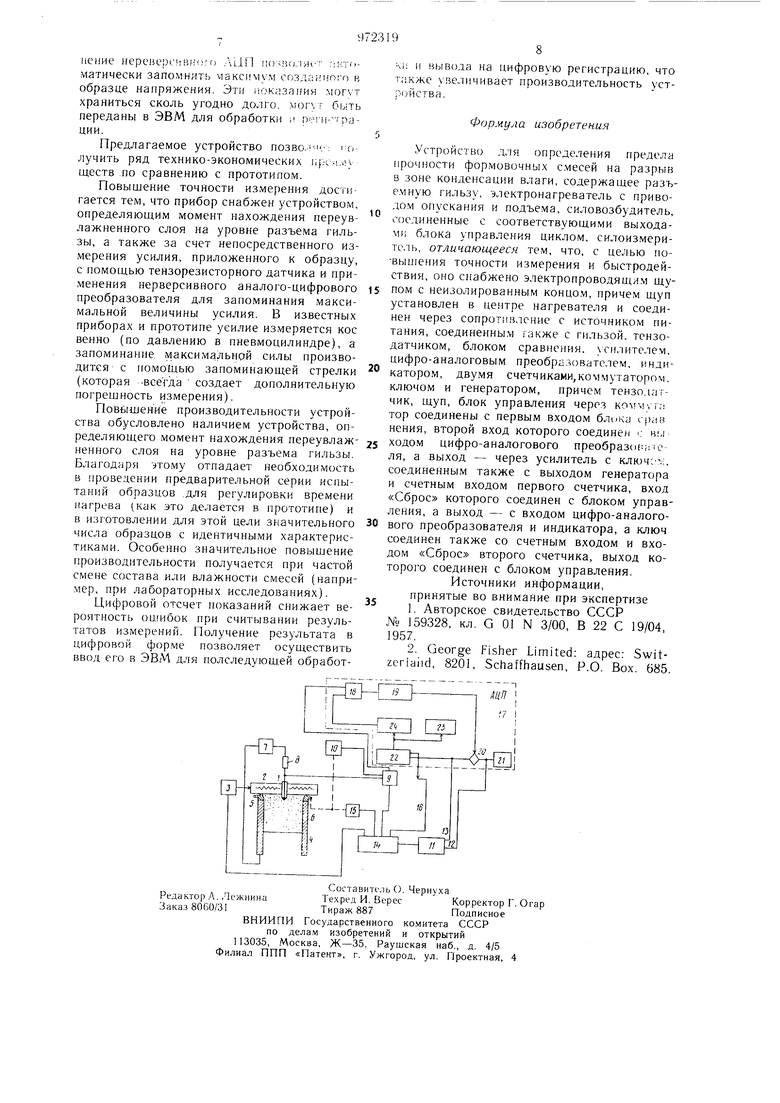
К недостаткам указанного устройства относятся также низкая производительность прибора, поскольку необходимо производить предварительную серию испытаний образцов для выбора времени нагрева, чтобы обеспечить положение переувлажненного слоя смеси на уровне разъема гильзы (такие предварительные испытания необходимо проводить при изменении влажности испытуемых смесей или их состава), и наличие большого числа операций, выполняемых вручную, отсутствие автоматизации цикла измерения, что приводит к утомляемости оператора и снижению производительности. Наиболее близким к предлагаемому по технической сущности является прибор для определения прочности на разрыв сырой формовочной смеси типа PNZ, содержащий рг13)емную гильзу, в которой формуется стандартный образец. К верхнему торцу гильзы прижимается приводом термонагреватель. Длительность нагрева задается с помощью реле времени. После окончания нагрева образца нагреватель поднимается пружиной и включается в работу силовозбудитель (пневматический цилиндр), который через рычаг создает нарастающее разрывное усилие на образце. Силоизмеритель манометрический определяет напряжение в образце по давлению в пневмоцилиндре. Максимальное усилие и, соответственно, предел прочности на разрыв, фиксируются с помощью дополнительной стрелки, запоминающей максимальное показание манометра. Весь цикл осуществляется автоматически с помощью блока управления циклом 2. К недостаткам известного прибора относится невысокая точность измерения, поскольку настройкой времени нагрева можно лищь приблизительно добиться того, чтобы переувлажненный слой находился на уровне разъема гильзы. Для этого проводят серию предварительных испытаний образцов и добиваются изменением времени нагрева отсутствия мениска на границе разрыва образца. При столь приблизительном методе настройки, соответственно, невысока точность измерения. Кроме того, манометрический Силоизмеритель со стрелкой, запоминающеи максимальное значение, также имеет низкую точность измерения. При изменении влажности или состава испытуемой смеси необходимо вновь производить настройку времени нагрева, осуществляя серию предварительных испытаний. Отсюда вытекают низкая производительность и необходимость изготовления больщого числа образцов с идентичными свойствами. Цель изобретения - повыщение точности измерения и быстродействия. Для достижения поставленной цели устройство для определения предела прочности формовочных смесей на разрыв в зоне конденсации влаги, содержащее разъемную гильзу, электронагреватель с приводом опус кания и подъема, си ювозлудитель, соединенные с соответствующими выходами блока управления циклом, Силоизмеритель, снабжено электропроводящим щупом с неизолированным концом, причем щуп установлен в центре нагревателя и соединен через сопротивление с источником питания, соединенным также с гильзой, тензодатчиком, блоком сравнения, усилителем, цифро-аналоговым преобразователем, индикатором, двумя счетчиками, коммутатором, ключом и генератором, причем тензодатчик, щуп, блок управления через коммутатор соединены с первым входом блока сравнения, второй вход которого соединен с выходом цифроаналогового преобразователя, а выход - через усилитель с ключом, соединепны.м также с выходом генератора и счетным входом первого счетчика, вход «Сброс которого соединен с блоком управления, а выход - с входом цифро-аналогового преобразователя и индикатора, а ключ соединен также со счетным входом и входом «Сброс второго счетчика, выход которого соединен с блоком управления. Такое выполнение устройства позволяет автоматически определять время прогрева образца по моменту прохождения переувлажненным слоем уровня разъема гильзы, а также обеспечить автоматическое запоминание максимального значения напряжения в разрущаемом образце в цифровом виде. Па чертеже приведена схема устройства для измерения предела прочности формовочных смесей в зоне конденсации влаги. Устройство содержит электропроводящий щуп 1, закрепленный в электронагревателе 2, имеющем привод 3 подъема-опускания. Неизолированный конец щупа 1 находится На уровне разъема гильзы 4 и кольца 5. В гильзе 4 с кольцом 5 запрессован стадартный образец 6. К одному полюсу источника 7 питания подсоединена гильза 4, к другому - щуп 1 через резистор 8. Резистор 8 и сопротивление смеси между щупом I и корпусом гильзы 4 образуют делитель, который подключен на первый вход коммутатора 9. Второй вход последнего соединен с тензорезисторным датчиком 10. Счетчик 11 со счетным входом 12 и щиной 13 сброса подключен к блоку 14 управления циклом, выходы которого соединены с приводом 3 подъема-опускания нагревателя, силовозбудителем 15, управляющим входом коммутатора 9 и щиной 16 сброса АЦП 17. АЦП 17 содержит элемент 18 сравнения, усилитель 19 рассогласования, выход которого соединен с управляющим входом ключа 20. Генератор 21 тактовой частоты через ключ 20 подсоединен к входу счетчика 22, кодовые выходы которого соединены с входами цифрового индикатора 23 и цифро-аналогового преобразователя (ЦАП) 24, выход которого соединен с входом элемента 18 сравнения. Второй вход элемента 18 сравнения является входом АЦП. Устройство работает следующим образом Разъемную гильзу 4 с заформованным образцом 6 устанавливают в устройство, нагреватель 2 приводом 3 прижимается к верхнему торцу гильзы, на котором находится отрывное кольцо 5. При этом щуп 1 внедряется в образец 6. По мере прогрева образца влага испаряется из слоев, прилегающих к нагревателю, и коднесируется в лежащем ниже (более холодном) слое. Образуется переувлажненный слой, который с течением времени прогрева перемещается внутрь образца. По мере приближения этого слоя к неизолированному концу щупа 1 электрческое сопротивление смеси между щупом 1 и гильзой 4 уменьшается, что вызывает изменение напряжения на выходе делителя. Это напряжение через первое положение коммутатора 9 входов поступает на вход АЦП 17.. По мере роста это напряжение превышает напряжение с выхода ЦАП 24 на выходе элемента 18 сравнения появляется сигнал, который усиливается усилителем 19 сравнения, и на управляющем входе ключа 20 возникает открывающий сигнал. Очередной импульс с генератора 21 тактовой частоты проходит через ключ 20 на вход счетчика 22, число в котором возрастает на единицу, соответственно, на единичную ступеньку, увеличивается сигнал На выходе ЦАП 24, что вызывает изменение полярности сигнала на выходе элемента 18 сравнения, усилителя 19 сравнения и закрывание ключа 20. Если напряжение на входе АЦП 17 продолжает расти, то вновь произойдет описанный выше процесс, и на вход счетчика 22 поступит очередной импульс рабочей частоты. Таким образом происходит следящее аналого-цифровое преобразование. Очевидно, что чем быстрее растет напряжение на входе АЦП, тем выше частота рабочих импульсов на выходе АЦП. В связи с этим можно использовать АЦП как преобразователь скорости изменения аналогового сигнала в частоту. С помощью счетчика 11 производится определение момента, когда период между импульсами рабочей частоы (на выходе АЦП) превысит заданную наперед величину. Действительно, на счетный вход 12 счетчика 11 поступают импульсы тактовой частоты с выхода АЦП. Если за время между двумя импульсами рабочей частоты счетчик 11 Не успевает заполниться импульсами тактовой частоты, то его переполнения не произойдет и сигнал На выход не поступит. Но по мере увеличения времени между импульсами рабочей частоты наступит момент, когда счетчик переполнится и сфор.мирует выходной сигнал. При прогреве образца в гильзе, как было отмечено выще, сопротивление смеси между щупом 1 и гильзой 4 сначала у.меньшается за счет конденсации все большего количества влаги, достигает минимальной величины, когда переувлажненный слои находится на уровне неизолированного конца щупа и затем при движении переувлажненного слоя далее внутрь образца это сопротивление вновь начинает увеличиваться. В соответствии с этим изменяется напряжение на выходе делителя, что вызывает сначала увеличение рабочей частоты на выходе АЦП. При приближении сопротивления смеси к минимуму в момент прохождения переувлажненным слоем уровня разъема гильзы эта частота уменьшается, а затем совсем исчезает, когда сопротивление смеси вновь начинает расти, поскольку АЦП выполнен нереверсивным (счетчик 22 нереверсивный). Соответственно, счетчик 11 сформирует выходной сигнал, когда все увеличивающееся время между импульсами рабочей частоты на выходе АЦП станет больше заданной величины. Это время задается емкостью счетчика 1 1 и выбором тактовой частоты на входе 12. Таким образом, с помощью АЦП и счетчика 1 I определяется момент достижения минимума сопротивления смеси на уровне разъема гильзы, т. е. момент нахождения переувлажненного слоя на этом уровне. Цифровой индикатор 23 в этот период цикла не используется и может быть погашен. При поступлении сигнала в момент нахождения переувлажненного слоя на уровне разъема гильзы со счетчика 11 на блок 14 управления циклом последний включает привод 3 подъема нагревателя 2, силовозбудитель 15, который создает нарастающее усилие отрыва на кольцо 5, которое воспринимается тензометрическим датчиком 10. Одновременно производится сброс АЦП 17 по входу 16 и переключение коммутатора 9 входов, который отключает от АЦП делитель и подключает на вход АЦП тензометрический датчик 10. По мере увеличения разрывающего усилия растет выходное напряжение на выходе тензометрического датчика 10, которое преобразуется АЦП в цифровую форму. Процесс следящего преобразования описан выше. Поскольку на шину 13 сброса счетчика 11 непрерывно поступают импульсы рабочей частоты с выхода АЦП, то на выходе счетчика нет сигнала. Когда происходит разрыв образца, резко уменьшается усилие на тензометрический датчик 10, соответственно, уменьщается напряжение на его выходе и исчезают и.мпульсы рабочей частоты на выходе .4ЦП, поскольку последний выполнен нереверсивны.. Это приводит к тому, что счетчик 11 переполняется и формирует сигнал с блока 14 управления циклом, который по этому сигналу выключает силовозбудитель. На этом цикл измерения заканчивается. Максимальное усилие, которое выдерживает образец перед разрывом, запонимается на цифровом индикаторе 23 в АЦП. Таким образом, приме
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения предела прочности формовочной смеси на разрыв | 1987 |
|
SU1430806A1 |
| Устройство для определения предела прочности формовочных смесей на разрыв | 1983 |
|
SU1130823A1 |
| Устройство для определения предела прочности образца формовочной смеси при растяжении в зоне конденсации влаги | 1988 |
|
SU1587390A1 |
| Устройство для изготовления и определения прочности на разрыв образцов стержневых смесей | 1982 |
|
SU1064186A1 |
| Устройство для поверки испытательных машин | 1983 |
|
SU1185182A1 |
| Устройство для определения предела прочности образцов материалов | 1982 |
|
SU1065727A1 |
| Устройство для определения газопроницаемости пористых материалов | 1984 |
|
SU1187022A1 |
| Устройство для измерения максимальной нагрузки при прочностных испытаниях | 1984 |
|
SU1442862A1 |
| Машина для испытания на растяжение образцов материалов | 1981 |
|
SU983502A1 |
| Устройство для определения газопроницаемости пористых материалов | 1982 |
|
SU1032371A1 |
