Известны станки для формоваЕия изделий из вязкой массы, в том числе и горшочков из навозно-земляной или торфоперегнойной смеси, снабженные поворотной на горизонтальной оси многогнездовой формой и подвижным в вертикальной плоскости уплотнителем с лункоделателями.
Такие станки малопроизводительны и неудобны в обслуживании из-за недостаточного уплотнения массы в форме и несовершенства проиесса выталкивания из нее готовых горшочков.
В описываемом станке, с целью выталкивания из нижних частой гнезд отформованных горшочков усилием, формуюшим их в верхних частях гнезд, форма выполнена в виде плиты со сквозными гнездами, каждое из которых имеет в середине кольцевой заплечик, служаишГг ограничителем для поочередного перемеН1ения в гнездах дисков, жестко закрепленных по концам обшего подвижного штока. Рабочее осевое перемеи;ение уплотнителя с .тункоделятелями осушествляется кулачковой муфтой, установленной на несущей уплотнитель вертикальной подпружиненной оси, пропуп1,енной через отверстие поворотного в горизонтальной плоскости крони1тейна.
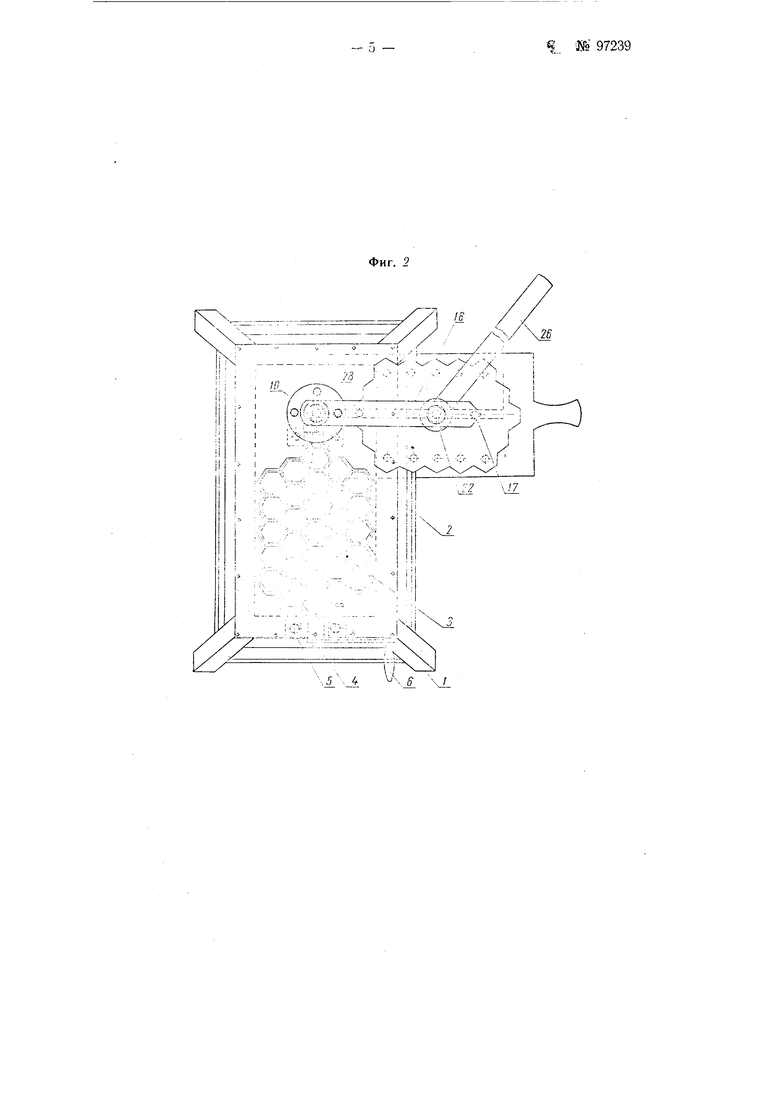
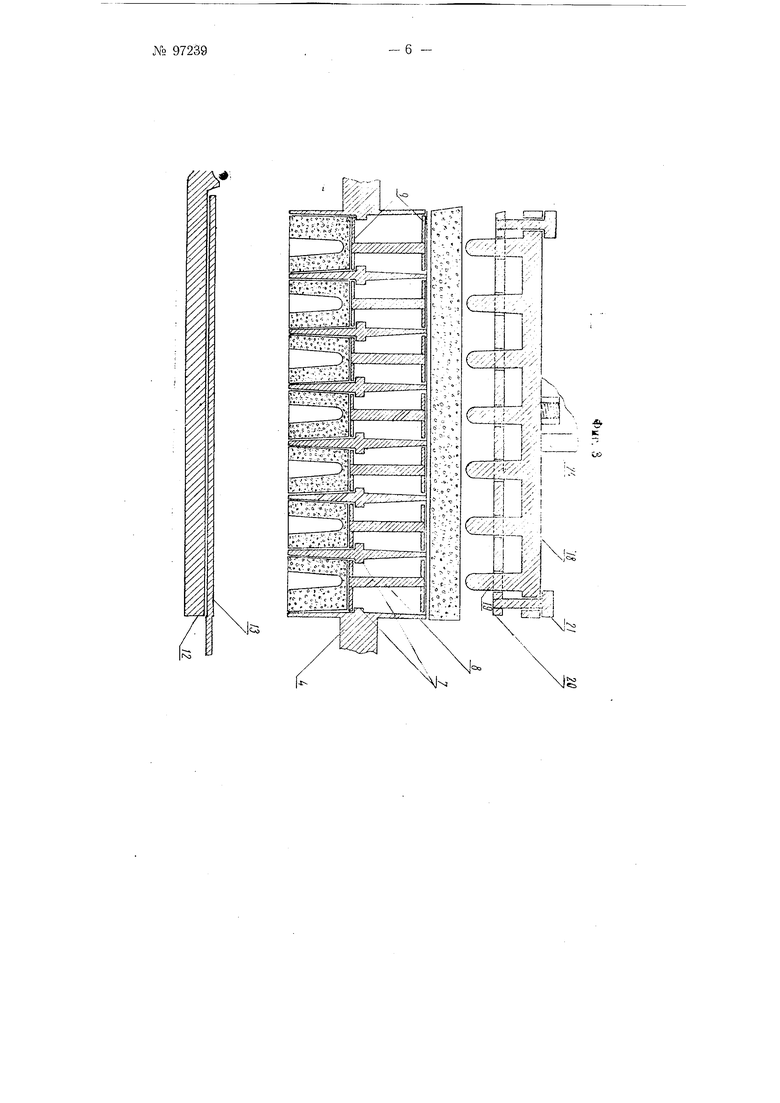
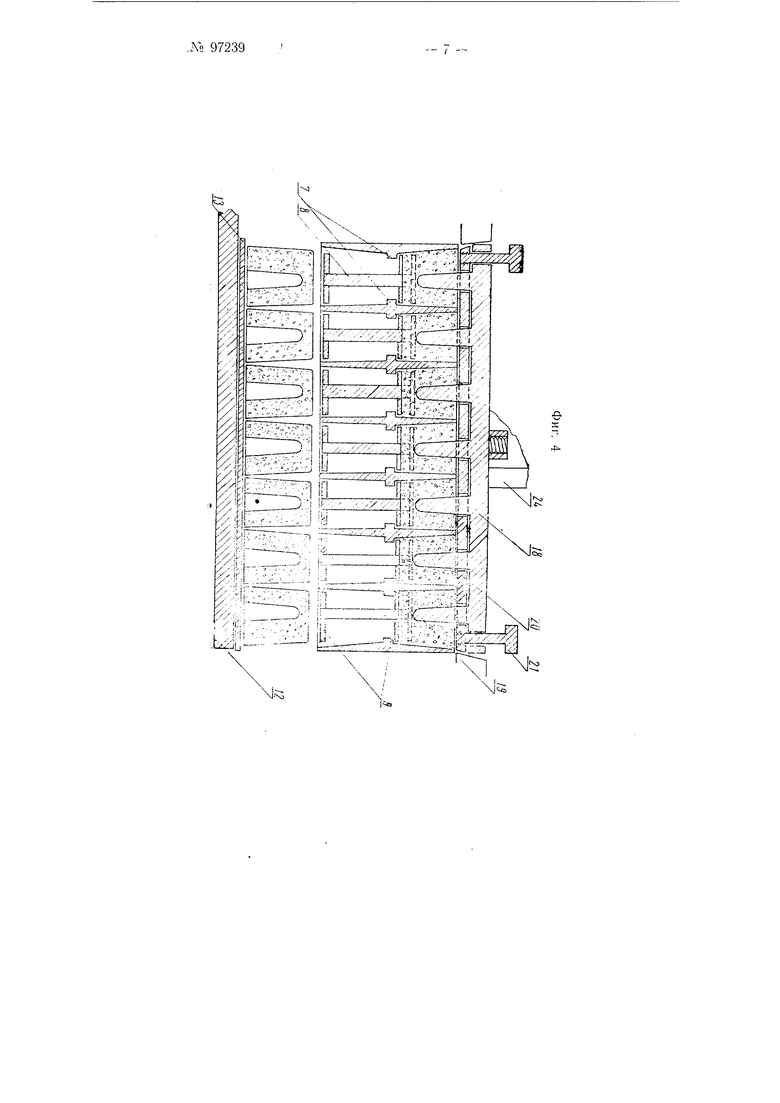
На фиг. 1 изобрал ен обший вид станка; на фиг. 2 - его план; на фиг. 3 и 4 - схемы, показываюшне основные моменты технологического пропесса изготовления горшочков.
На станине / установлен горизонтальный стол 2. имеюший сквозное окно, выполненное по форме дозировочной многогнездовой камеры .9, которая на своих цапфах 4 подвешена в подшипниках 5 под .столон 2. К одной из цапф 4 прикреплена рукоятка 6 позво,чя1()П1ая поворачивать форму (камеру) 3 вокруг горизонтальной оси на 180 .
Форма 3 состоит из нескольких (в данном случае 58) сквозных шестигранных гнезд, расположенных в два яруса и имеюших форму шестигранной усеченной пирамиды, обращенной верпп1ной внутрь. Границей между обоими ярусами гнезд служат имеющиеся в каждом из них кольцевые заплечики 7.
Внутри соосной пары гнезд вставлен выталкиватель, состояшей из общего щтока 8 и двух шестигранных тарелок 9, одна из которых
закреплена на конце штока 8 и находится в гнезде нижнего яруса, а другая навинчена на нарезной конец штока и находится в гнезде верхнего яруса. Выталкиватели имеют возможность свободного осевого перемещения в гнездах, ограниченного кольцевыми заплечиками 7.
Сквозь отверстие 10 в столе 2 проходит вертикальная ось 11, на нижнем загнутом конце которой установлен приемный стол 12 с поддоном 3, а на верхнем конце посредством втулки 14 и гайки 15 закреплен кронштейн 16 с рукояткой 17, на которой подвешен уплотнитель.
Уплотнитель состоит из основной плиты 18 с пальцами-лункоделателями 19 по числу гнезд одного яруса формы 3 с аналогичным им расположением. С нижней стороны плиты 18 установлена пластина 20 с отверстиями под пальцы 19, имеющая возможность свободного осевого перемещения в пределах, допускаемых длиною винтов 2/, пропущенных в отверстия, плиты 18 и ввинченных в пластину 20.
Через отверстие 22 кронштейна 16 пропущена подпружиненная ось 23, на нижнем конце которой закреплена плита 18 уплотнителя.
Кулачковый привод уплотнителя состоит из кососрезанной полумуфты 24, жестко закрепленной на плите 18, и соооной с ней аналогичной верхней полумуфты 25 с рукояткой 26; полумуфта 25 свободно надета -на ось 23 ме;::ду кронштейном 16 и полумуфтой 24. В плиту 18 ввернут направляющий стержень 27, свободно пропущенный в отверстие 28 кронштейна 16.
Рабочий процесс формования горшочков заключается в следующем.
Пои помощи рукоятки /7 поворачивают уплотнитель в горизонтальной плоскости в положение, показанное на фиг. 1 и 2, т. с. сдвигают его со стола 2. Одновременно с этим стол 12 выводится за пределы станины /. Пластину 20 опускают на полную длину винтов 2/ (фиг. 3). Выталкиватели устанавливают в нижнее положение, когда нижняя
тарелка щтока 8 находится в гнездах нижнего яруса.
Загружают на стол 2 торфоперегнойную массу, которая заполняет гнезда верхнего яруса камеры 3, после чего поворотом рукоятки 17 (фиг. 1 и 2) по часовой стрелке, заводят приемный стол 12 под стол 2, а уплотнитель пальцами 19 устанавливают над формовочной камерой 3. Затем при помощи рукоятки 26 поворачивают ведущую полумуфту 25. Последняя, скользя своей скощенной кромкой по полумуфте 24, заставляет ее спускаться вместе с плитой 18 и осью 23, сжимая пружину. Пластина 20, сначала под действием своего веса, а затем под давлением плиты 18 вдавливает торфоперегнойную массу в гнезда, ограниченные верхними тарелками 9, а пальцы 19 выдавливают в горшочках лунки.
При освобождении рукоятки 26 плита 18 в силу разжатия пружины оси 2с поднимается, пальцы 19 выходят из лунок и очищаются опускаюи1ейся под действием своего веса пластиной 20. Стол 12 и уплотнитель поворачивают против часовой стрелки, после чего посредством рукоятки 6 камепу 3 поворачивают на 180 пустыми гнездами вверх; запрессованные горпючки при этом не выпадают из гнезд нижнего яруса.
После вторичной загрузки на стол 2 массы, последняя не погружается в гнезда, так как тарелки 9 находятся в верхнем положении (фиг. 3). Затем стол 12 и уплотнитель рукояткой 17 устанавливают в рабочее положение и посредством рукоятки 26 и муфты 24-25 опускают уплотнитель. При этом пальцы 19, проткнув слой массы, нажимают на верхние тарелки 9, погружают их в гнезда верхнего яруса до заплечиков 7, освобождая гнезда для заполнения массой, а через штоки 8 нижними тарелками 9 выталкивают готовые горшочки из гнезд нижнего яруса на поддон 13 стола /2 (фиг. 4). Пластины 20 под давлением плиты 18 запрессовывают массу в гнезда, а пальцы 19 образуют в горшочках лунки. После подъема
уплотнителя и отвода его и стола 12 в сторону поддон с готовыми горшочками убирают и заменяют пустым и процесс продолжается в вышеописанном порядке.
Предмет изобретения
1. Станок для изготовления торфоперегнойных горшочков, снабженный поворотной на горизонтальной оси плоской многогнездовой формой и уплотнителем с лункоделателями, отличающийся тем, что, с целью выталкивания из нижних частей гнезд отформованных горшочков усилием, формующим их в верхних частях гнезд, форма выполнена в виде плиты
сквозными гнездами, каждое из которых имеет в средней своей части кольцевой заплечик, служащий огран-ичителем для поочередного перемещения монтированных в гнездах дисков, жестко закрепленных на концах общего подвижного щтока.
2. Форма выполнения по п. 1. отличаю щ а я с я тем. что, с це,1ью сообщения рабочего перемещения его уплотнителю с лункоделателями по оси гнезд формы, применена кулачковая муфта, установленная на несущей уплотнитель подпо жиненной оси, пропущенной через отверстие кронщтейна. поворотного в горизонтальной плоскости.
15
22 16
17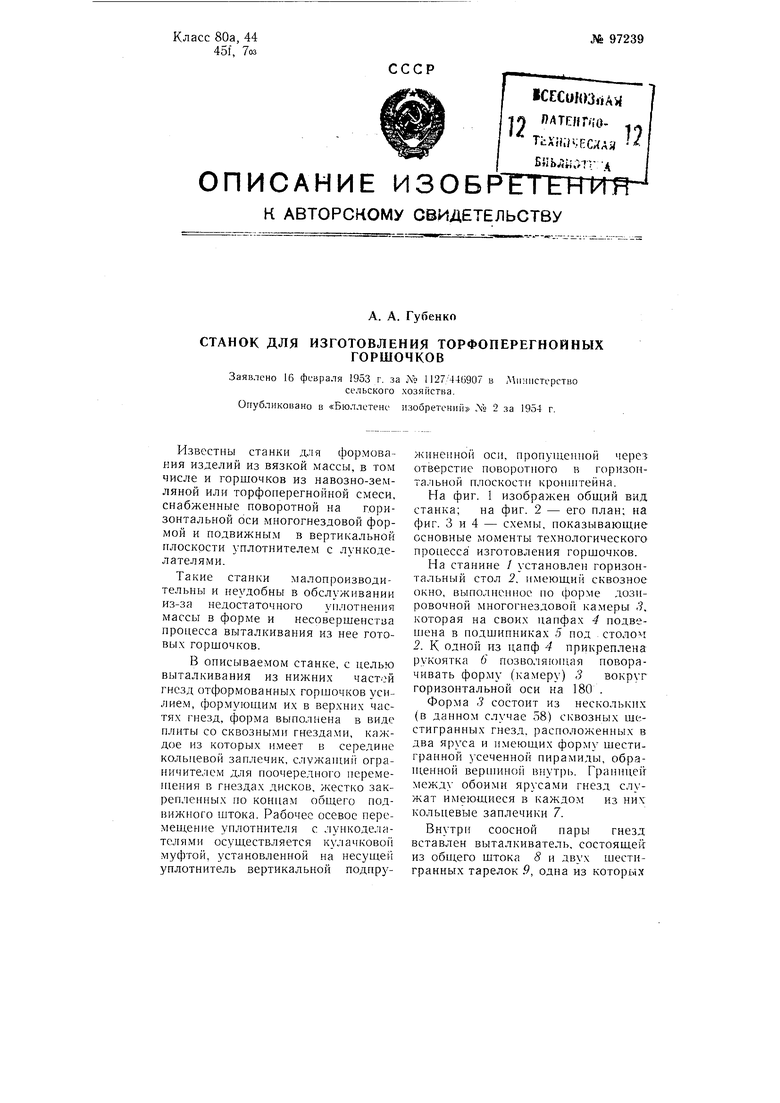
.
24
25
18
4J
13
