1
Изобретение относится к металлургии, а именно к непрерывной разливке металлов.
Известна шестироликовая секция, состоящая из литой рамы и подвижной траверсы с установленными на них подшипниковыми подушками. Ролики установлены в подушках и двухрядных сферических роликоподшипниках. По своей конструкции двухрядные сферические роликоподшипники имеют возможность самоустанавливаться при перекосах оси одной обоймы относительно другой, не превышающих 2°(0, рад) Предел перекосов в 2° обусловлен условием сохранения контакта всех роликов обоих рядов подшипника со сферической поверхностью дорожки качения наружного кольца l .
Недостатком данной конструкции роликовой секции является то, что появляющиеся перекосы в подшипниковых узлах превышают допустимые в 1,5
.1,8 раза, в результате чего подшипники разрушаются.
Целью изобретения является увеличение срока службы подшипников и повышение качества слитков.
Поставленная цель достигается тем, что в роликовой секции машины непрерывного литья заготовок, содержащей раму и траверсу с закрепленными на )Q них подшипниковыми подушками и установленными в подушка} : на подшипниках качения приводными и неприводными роликами, оси подшипниковых подушек наклонены к вертикали под углом 0,5 15 2,0°.
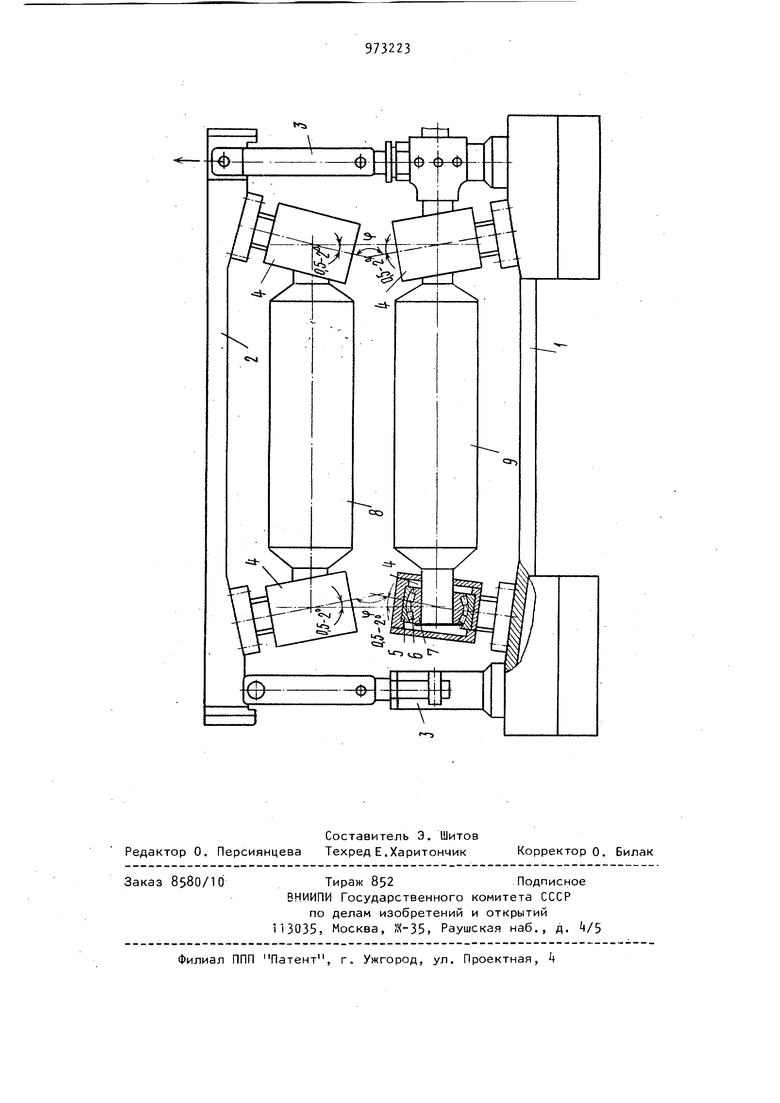
На чертеже изображена роликовая секция машины непрерывного литья заготовок.
Роликовая секция состоит из рамы 20 1 и подвижной траверсы 2, соединенных механизмом перемещения траверсы 3. На раме и траверсе попарно, направленные вершинами друг к другу, уста3 . 97 ноблёны подшипниковые подушки k, в .которых на двухрядных сферических; роликоподшипниках с наружной обоймой 5 роликами 6 и внутренней обоймой 7 установлены цапфами во внутренней обойме верхние неприводные 8 и нижние приводные 9 опорные ролики. При этом между осями, проходящими через вершину и основание двух подшипниковых подушек приводного и неприводного роликов, в плоскости, проходящей через оси противоположно расположенных опорных роликов, образован угол Ч 176-179.
Устройство работает следующим образом.
Опорные поверхности на раме 1 и траверсе 2 для подшипниковых подушек А выполнены наклонными, обеспечивающими наклон вершин подшипниковых подушек каждого ролика друг к другу. Этот наклон осуществлен в плоскости, проходящей через оси противоположно расположенных роликов 8 и 9 При наклоне подшипниковых подушек вершинами друг к другу ось подушки, проходящая через ее вершину и основание, должна быть наклонена через центр подшипника от оси, перпендикулярной осям роликов 8 и 9 на 0,. Это определит угол между осями двух противоположно расположенных подушек приводного и неприводного роликов равным 17б 179 (угол V на чертеже). . Наклоненная таким образом подушка заведомо предопределит перекос осей обоймы 5 и 7 в сторону, противоположную перекосу при прохождении слитка между роликами 8 и 9. При нагружении роликов последние изгибаются соответственно в сторону траверсы 2 и рамы 1. Внутренняя обойма 7 перемещается вместе с роликами б относительно наружной обоймы 5- При этом выбирается заданный заранее перекос, и при необходимости возможен дальнейший перекос на допускаемый угол перекоса
Как указано, при работе роликовых секций возможен перекос осей обойм, превышающий допускаемый в 1,5-1,8 ра:i2234
за. Для сферических двухрядных роликоподшипников допускаемый угол перекоса 0,-2° в зависимости от воспринимаемой ими нагрузки. Подшипниковые S узлы роликов машины непрерывного литья заготовок по длине технологической линии нагружены неодинаково. В зоне разгиба затвердевшего слитка нагрузки максимальны и уменьшаются
в сторону кристаллизатора, так как
на радиальном участке разгиба нет и слиток движется по радиусу. Поэтому для нормальной работы подшипниковых узлов по длине технологической пинии
5 интервал перекосов обойм должен быть обеспечен в пределах (О,5-2°)-1,8 0,9-3,6.
Предлагаемая конструкция роликовой секции увеличивает угол перекоса
20 обойм: (0,5-2°)2 1,0-,0, чем обеспечивается сохранение контакта тел качения с обоймами подшипника.
Экономический эффект от внедрения предлагаемой конструкции может быть
25 обеспечен за счет уменьшения расходов на изготовление подшипников, уменьшения расходов на ремонты, а также повышения качества продукции.
Формула изобретения
Роликовая секция машины непрерывного литья заготовок, содержащая раму и траверсу с закрепленными на них подшипниковыми подушками и установенными в подушках на подшипниках качения приводными и неприводными роликами, отличающая ся тем, что, с целью увеличения срока службы подшипников и повышения качества слитков, оси подшипниковых подушек наклонены к вертикали под yi лом 0,5-2,0.
Источники информации,
принятые во внимание при экспертизе
1. Целиков А.И. идр. Машины и агрегаты металлургических заводов. Т, 2, М., Металлургия, 1978, с. 1б1-1б2, рис. V-2it.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
| ПРОМЕЖУТОЧНАЯ ОПОРА РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1991 |
|
RU2017572C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВРАЩАЮЩЕГОСЯ РОЛИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2274512C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015826C1 |
| РОЛИКОВАЯ СЕКЦИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2254204C1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВРАЩАЮЩЕГОСЯ РОЛИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2247626C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЦЕНТРОБЕЖНЫЙ НАСОС С РОТОРОМ НА ПОДШИПНИКАХ КАЧЕНИЯ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2485352C1 |