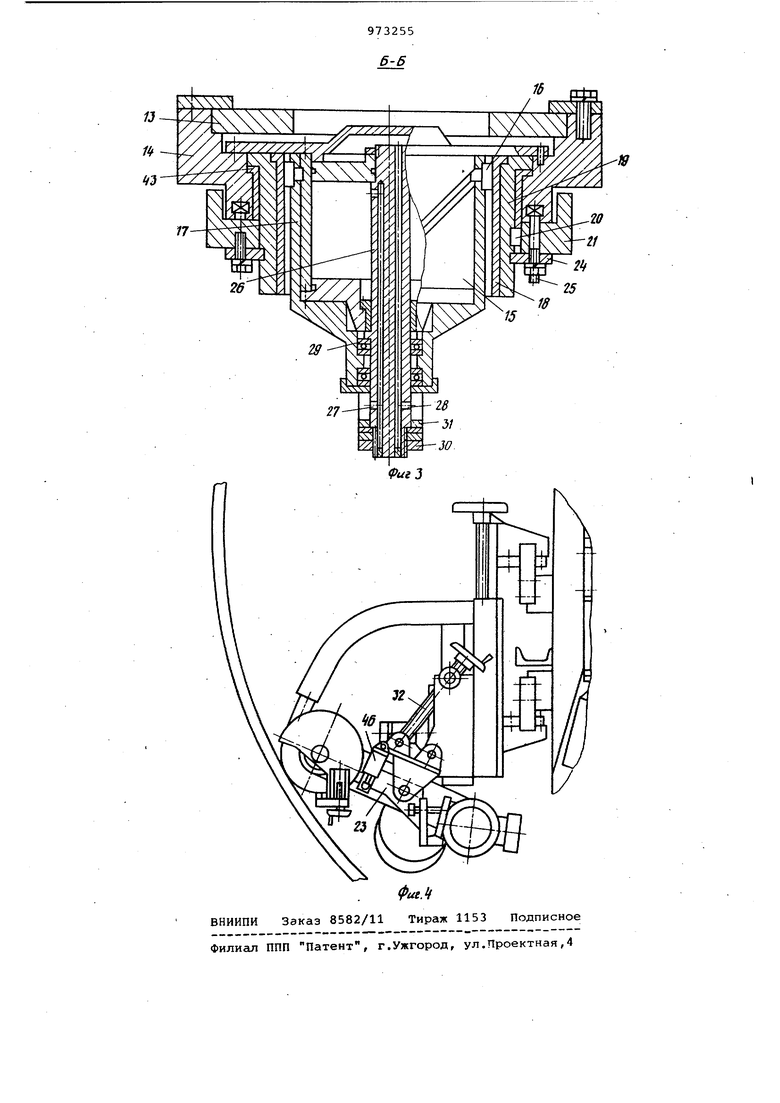
вые канавки, в которые входят шпонки 16, соединенные с колоколом 17, взаимосвязанньм с втулкой i8, имеющей прямолинейные канавки, и жестко посаженным в поворотную втулку 19, соединенную посредством шпонок 20 с поворотным основанием 21, на котором установлены фрезерная 22 и шлифовальная 23 головки,- а поворотная втулка 19 закреплена двумя полукольцами 24. В ползуне 14 имеется кольцевая канавка с Т-образным сечением. для размещения в них пазовых болтов 25 и шток 26, который -тоже имеет две канавки 27 и 28, соединенные с полостями нагнетания воздуха, и упорные подшипники 29, воспринимающие двухсторонние нагрузки и затянутые гайкой 30 через втулку 31.
На шлифовальной головке 23 установлен пневмоцйлиндр упругого прижима шлифовального круга и наладочный винт 32 .
Подвижная платформа 2 содержит роликоопоры 33 и 34 и направляющие 35, которые включают суппорт наружной зачистки 36 с фрезерной 37 и шлифовальной 38 головками, пультом управления.39 и пылеотсасываквдим, устройством 40.
На торце консольной балки 4 уста новлены пневмогидроусилитель 41, гидравлические цилиндры 42 и пневматические цилиндры 43, связанные с гасителями вибраций 7 и 8.
Гидравлические цилиндры 42 соединены трубопроводами (не показаны) с гидравлической полостью цилиндра 41, .
Пневматическая полость цилиндра 4 и пневмоцилиндры подключены к магис рали сжатого воздуха, основание 1 и подвижная платформа 2 расположены в вентилируемом отдельном помегданий.
Устройство работает следующим образом.
Подвижная платформа 2 выезжает из помещения на загрузочную площадку, на роликоопоры 33 и 34 устанавливается необработанная обечайка 44 или обечайка с днищем 45, после этого платформа 2 транспортирует заготовку в помещение дл:я зачистки обечаек. С помощью датчика ограничения хода 6 происходит останов платформы в нужном положении относительно консольной балки 4. Далее, с пульта управления 11, расположенном на платформе-тягаче 9, приводятся в действие вертикальный 7 и горизонтальный 8 гасители вибраций, которые за счет разворота в плоскости, перпендикулярной оси балки 4, прижимаются к обрабатываемой поверхности пневмогидропрнводом, осуществляющим постоянный прижим гасителей к поверхности обрабатываемого изделия
независимо от ее погрешности и размеров.
В состав пневмогидропривода входит пневмогидроусилитель 41, пневмоцилиндры 43 и гидроцилиндры 42.
В действие гасители вибраций приводятся сжатым воздухом, который подается в пневмоцилиндры 43, осуществляющие- подъем и опускание гасителей вибраций. Окончательный прижи гасителей вибраций осуществляется гидроцилиндрами 42, которые приводятся в действие от пневмогидроусилителя 41.
При возни новении вибраций масло из обеих полостей гидроцилиндров вытесняется через дроссели с обратными клапанами. Дроссели отрегулированы на минимальный расход масла, что не дает возможности быстрого вытеснения масла из гидроцилиндров и способствует гашению вираций .
Револьверный суппорт внутренней зачистки 10 по направляющим 5 ускоренно подводят к обрабатываемому шву или же медленно с рабочей подачей перемещают вдоль обечайки 44, что достигается за счет применения платформе -тягаче 9 регулируемого привода.
Для того, чтобы можно было обрабатывать шов и околошовную зону в месте стыка обечайки 44 с днищем 45 суппорт 10 сделан револьверным и двухпозиционным.
Предлагаемая конструкция устройства позволяет быстро менять операции обработки, например, перейти с операции снятия усиления сварного шва на зачистку, не требуя дополнительнрй переналадки путем смены одной головки на другую, что влечет непроизводительные потери рабочего времени. Для осуществления операции зачистки достаточно только Опустить шлифовальную головку 23 наладочным винтом 32 и прижать шлифовальный круг к обрабатываемой поверхности с помощью пневмоцилиндра 46.
Для поворота фрезерной 22 или шлифовальной 23 головок необходимо ослабить крепление поворотного основания 21, опустив гайки пазовых болтов 25, а ползуном 14 поднимаются головки от поверхности обечайки 44, Затем в ОДну из полостей цилиндра 15, являющегося одновремнно осью поворота, подается сжатый воздух через каналы 27 и 28,
Поршень со штоком цилиндра 15 начинает перемещаться и тянет колокол 17, упираюпщйся через подшипники 29 в бурт и гайки 30 штока 26.
В колоколе 17 установлены пшонки 16, которые находятся одновременно в. контакте с винтовыми канавками
корпуса цилиндра 15 и прямолинейными канавками втулки 18.
При поступательном движении штока 26 шпонка 16 скользит по канавкам и поворачивает колокол 17, а вместе с ним поворотную втулку 19.
Поворотная втулка 19 шпонками связана с поворотным основанием 21 и, вращаясь, увлекает основание 21.
Пазовые болты- 25 при этом поворачибаются в кольцевой канавке Т-образного сечения.
Размеры канавок -таковы, что обеспечивают поворот головок 22 и 23 .. на требуемый угол..в зависимости от положения зачистных-органов. После поворота головок 22 и 23 гайки пазовых болтов 25 затягивают, обес-. .печивая надежную фиксацию зачистного органа для работы.
Суппорт 10 подводится к обрабатываемой поверхности обечайки 44, после чего приступают к непосредственной обработке обечайки по внутренней ее поверхности.
После завершения обработки платформбй-тягачом 9 суппорт 10 перегоняется к платформе 2, отводятся гасители вибраций 7 и 8 в исходное положение, все рабочие органы отводятся от обрабатываемой по верхности.
Управление механизмами револьверного суппорта 10 осуществляется с пульта управления 11.
Обработка наружных поверхностей и швов ведется фрезерной 37 или шлифовальной 38 головками. Причем, фрезерная головка позволяет снять усилие продольного и кольцевого шва удалять дефекты сварных швов, а шлифовальная головка обеспечивает сплошную зачистку поверхности вращающихся обрабатываемых обечаек 44.
Фрезерная 37 и шлифовальная 38 головки выполнены подвижными в двух плоскостях и могут подводиться к поверхности обрабатываемой обечайки 44 Привод суппорта 36 позволяет пе.ремещать его по направляющим 35 к
требуемому сварному шву и обеспечивает рабочую подачу при сплошной зачистке поверхностей и фрезеровании продольных швов. Для улучшения условий труда на . суппорте 36 установлено пылеотсасывающее устройство 40 с переключающимся воздуховодом, который поочередно ,обслуживает фрезерную 37 или шлифовальную 38 головки. Управление всеми мезанизмами суппорта 36 осуществляется с пульта управления 39.
После завершения полной обработки изделия оно транспортируется для выгрузки, а после загрузки новой 5 обечайки процесс повторяется.
Таким образом, предлагаемая конструкция устройства обеспечивает высокое качество обрабатываемой 0 поверхности и повышает производительность труда.
Формула изобретения
Устройство для зачистки поверхйостей и снятия усиления сварных швов обечаек, содержащее подвижную платформу с роликовыми опорами, установленную на основании консольную
балку, несущую зачистную головку и пульт управления, о т ч щ ее с я тем, что, с целью повышения производительности и улучшения, ка- чества, устройство снабжено наружным и внутренним двухпозиционными
суппортами с фрезерной и шлифовальной головками, причем наружный суппорт установлен на подвижной
платформе, а внутренний выполнен 0 поворотным и установлен на балке, при этом консольная балка снабжена гасителями вибраций и датчиками ограничения хода.
5 Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 559781, кл. В 23 С 3/12, 1975. Д /2 // J /J II I I I I 6 I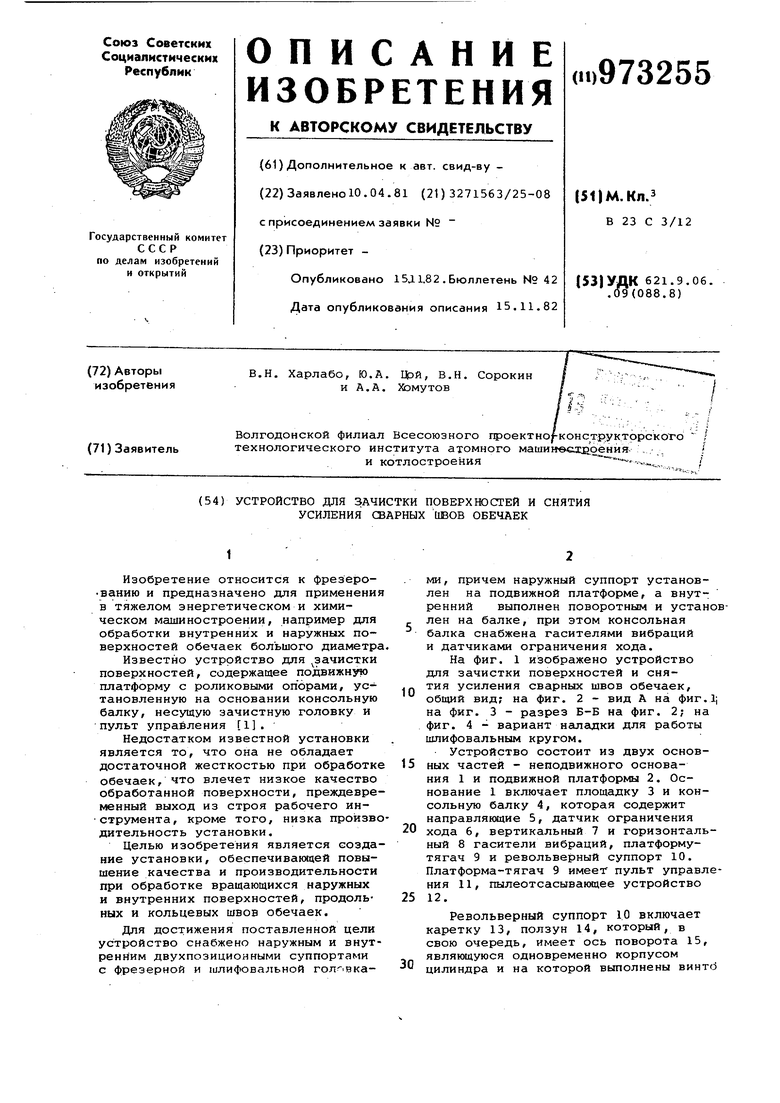

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки обечаек | 1979 |
|
SU859047A1 |
| Устройство для зачистки сварных швов обечаек | 1988 |
|
SU1611597A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Устройство для зачистки наружных, внутренних и торцовых поверхностей цилиндрических изделий | 1988 |
|
SU1581565A1 |
| Фрезерно-зачистное устройство | 1988 |
|
SU1569104A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| Устройство для обработки внутрен-НиХ пОВЕРХНОСТЕй ОбЕчАЕК | 1978 |
|
SU837607A1 |
| Устройство для зачистки сварных швов | 1980 |
|
SU933299A1 |
| Робот | 1988 |
|
SU1538994A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |