ния один относительно другого, при этом ролик 2 находится в зафиксированном положении посредством винтов, а ролик 3 размещен с возможностью радиального перемещения относительно ролика 2 при установке на обработку обечайки 9 и снятия ее после обработки. Оси приводных роликов 2 и 3 параллельны и размещены оппозитно с возможностью контакта каждого из них с обрабатываемой обечайкой 9. Ролик 3 снабжен подвешенным посредством троса 10 через блок 11 грузом 12, обеспечивающим ему усилие поджатия к поверхности обечайки 9. Поджимные ролики 5 расположены с обратной стороны обечайки 9 напротив упругих контактных элементов 18, подпружинены и уравновешивают усилие прижатия абразивной ленты 19. На столе 1 закреплены два лентопротяжных механизма 20 и 21 с возможностью поворота, причем механизм 20 предназначен для зачистки ленточки на внутренней.поверхности обечайки 9, а механизм 21 - для зачистки ленточки на наружной поверхности обечайки 9. Упругие контактные элементы 18 и абразивная лента
19образуют в лентопротяжных механизмах
20и 21 зачистные головки 20 и 21 . Лентопротяжные механизмы 20 и 21 расположены под углом (X. к плоскости стола 1 и к оси вращения обечайки 9 с возможностью изменения этих углов, что позволяет создавать пятно контакта необходимой высоты h. 1 з.п. ф-лы, 15 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| Устройство для зачистки поверхностей | 1985 |
|
SU1301664A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| Устройство для зачистки наружных, внутренних и торцовых поверхностей цилиндрических изделий | 1988 |
|
SU1581565A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Устройство для зачистки поверхностей и снятия усиления сварных швов обечаек | 1981 |
|
SU973255A1 |
| Устройство для шлифования обечаек | 1978 |
|
SU742113A1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
Использование: для зачистки участков обечаек в районе кромок, Сущность изобретения: устройство содержит стол 1, на котором смонтированы приводные ролики 2 и 3, поддерживающие ролики 4, оси которых расположены параллельно плоскости стола 1, поджимные ролики 5, уравновешивающие усилие резания при зачистке, и направляющие ролики 6 и 7. Приводные ролики 2 и 3 установлены с возможностью перемещесл с V4 СО СО о 23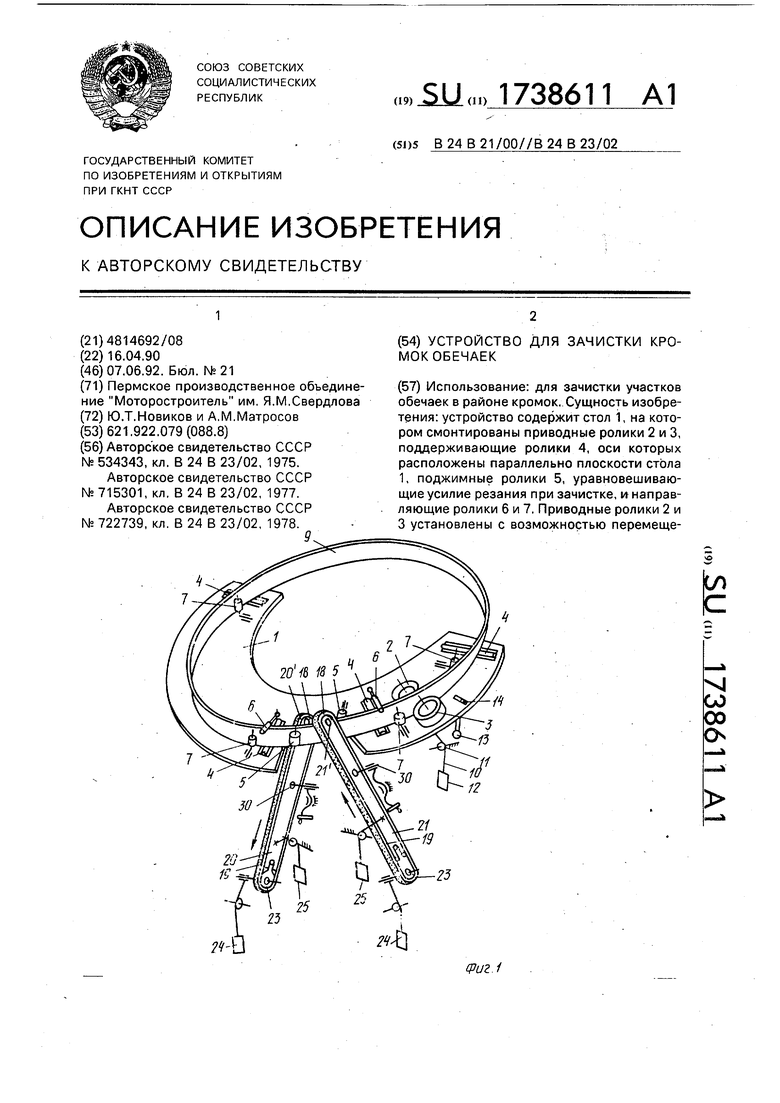
Изобретение относится к области обработки металлов резанием способом шлифования, а конкретно к вспомогательному оборудованию для зачистки участков обечаек в районе кромок для роликовой сварки, и может быть использовано в различных отраслях машиностроения.
Известно устройство для зачистки концов труб, преимущественно для стыковой сварки, содержащее корпус с установленными в нем рычагами, несущими зачистные головки, поджимаемые к обрабатываемой поверхности, при этом каждый из рычагов устройства снабжен установленным на одной оси с ним кронштейном, имеющим на свободном конце фиксатор, взаимодействующий с отверстиями, выполненными в корпусе, при этом рычаг и кронштейн взаимно подпружинены.
Недостатком известного устройства является то, что оно может применяться только для зачистки концов у жестких труб, способных нести на себе данное устройство, установку и зажим без деформации, но оно не пригодно для зачистки тонкостенных нежестких обечаек, имеющих толщину стенки 1-3 мм и диаметром более 600 мм, неспособных нести на себе данное устройство путем перемещения вокруг кромки.
Известно также устройство для зачистки концов труб, преимущественно для стыковой сварки, содержащее корпус с установленным в нем на валу с возможностью поворота рычагом, несущим зачист- ную головку, поджимаемую к обрабатываемой поверхности, где вал установлен в корпусе с возможностью осевого смещения.
Недостаток известного устройства заключается в том, что оно может применяться только для зачистки концов у жестких труб, способных нести на себе данное устройство.
Наиболее близким к предлагаемому по
технической сущности является устройство для зачистки торцов труб под сварку, содержащее станину, смонтированные на ней приводной и поддерживающие ролики, а также зачистные головки с рабочим инструментом. Поддерживающие ролики в нем выполнены с кольцевыми пазами, верхние образующие которых и образующая приводного ролика, выполненного в виде удлиненного цилиндра, расположены в одной
горизонтальной плоскости, а зачистные головки расположены в непосредственной близости от поддерживающих роликов.
Обрабатываемая труба устанавливается торцом на три ролика и приводится во
вращение ведущим удлиненным роликом. В рабочее положение шлифовальные круги всех трех зачистных головок располагаются в вертикальной плоскости перпендикулярно плоскости зачищаемого пояска, поэтому высота зачищаемого пояска незначительна.
Недостатком известного устройства является низкое качество обработки при шлифовании нежестких (например, имеющих большой диаметр и тонкие стенки) обечаек
за счет того, что пятно контакта обрабатываемой поверхности с жестким шлифовальным кругом имеет переменное сечение, возможно образование зарезов или необработанных участков, происходит деформация детали в месте контакта с шлифовальным кругом, а также в кольцевых пазах поддерживающих роликов.
Кроме того, недостатком является проскальзывание и остановка детали из-за слабой связи детали по ее торцовой
поверхности с ведущим приводным роликом. Известная конструкция не позволяет регулировать высоту зачищаемой кольцевой ленточки, а также обладает низкой производительностью.
Целью изобретения является повышение качества обработки нежестких обечаек.
Указанная цель достигается тем, что в устройстве для зачистки кромок обечаек, выполненном в виде установленных на столе поддерживающих и приводных роликов и зачистных головок, размещенных с возможностью контакта каждой из них с одной из сторон обечаек, оси поддерживающих роликов расположены параллельно плоскости стола, а оси приводных роликов параллельны и размещены оппозитно с возможностью контакта каждого из них с обрабатываемой обечайкой, при этом один из этих роликов размещен с возможностью радиального перемещения относительно другого ролика, а зачистные головки выполнены в виде лентопротяжных механизмов с упругими контактными элементами, установленными с возможностью регулирования усилия их поджима к обрабатываемой обечайке и разворота головок относительно одна другой.
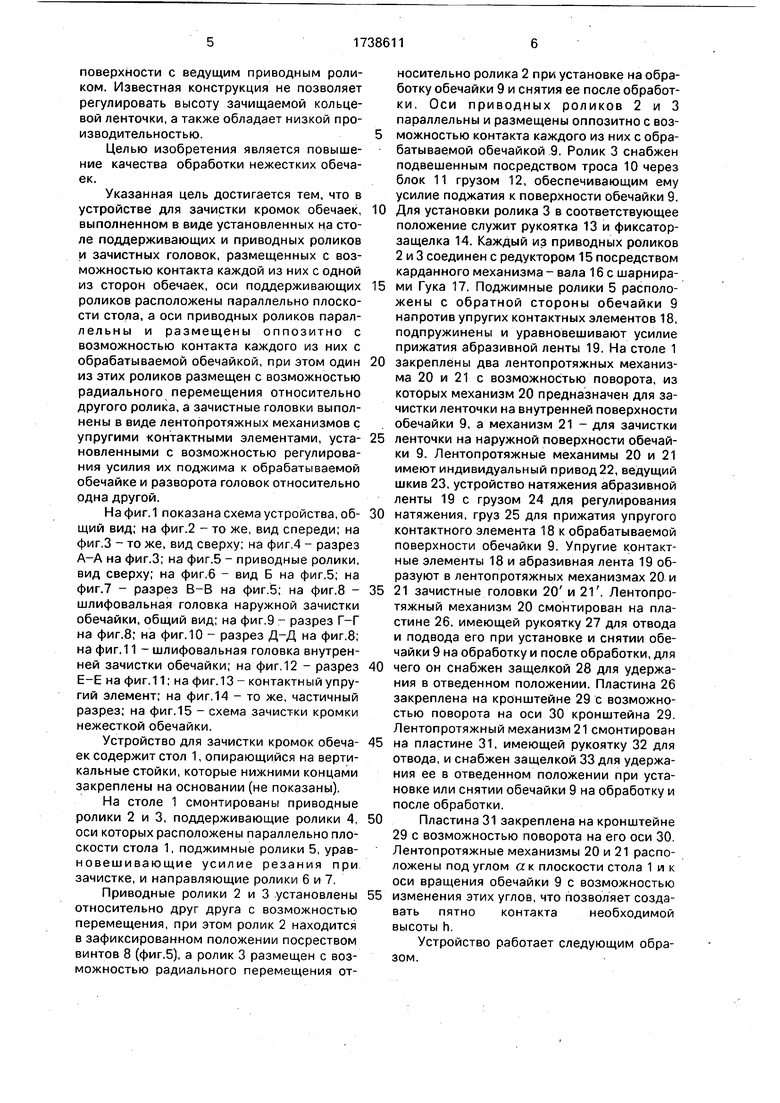
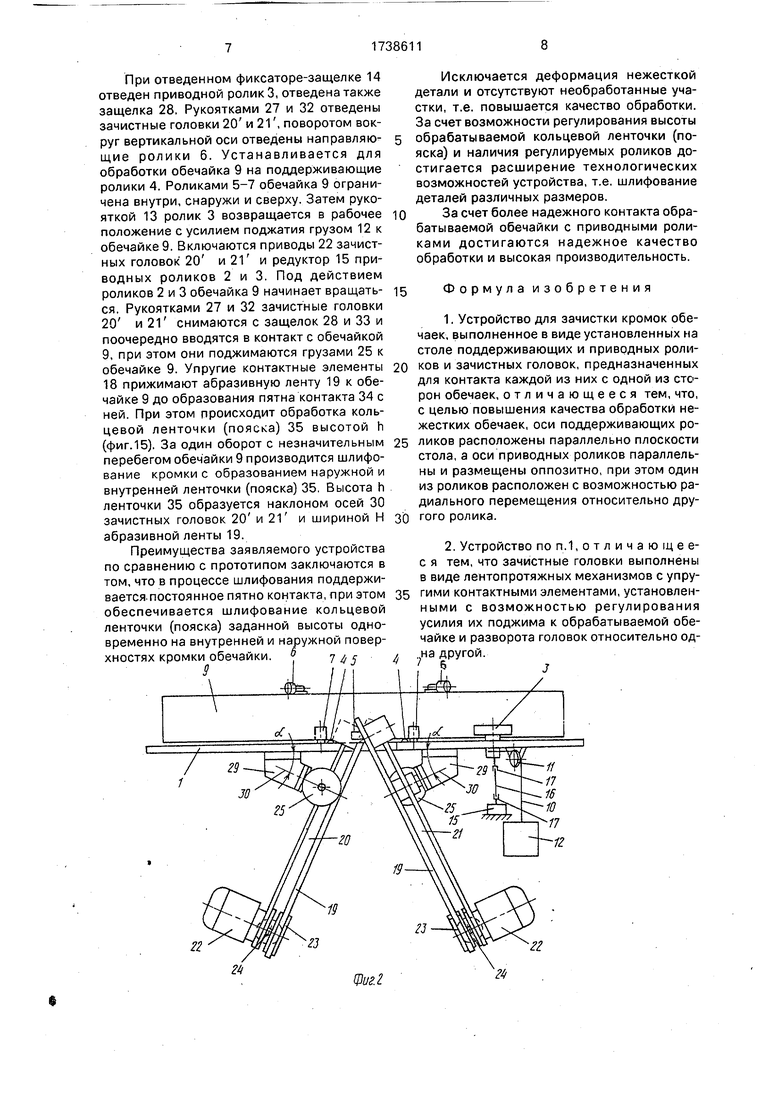
На фиг.1 показана схема устройства, общий вид; на фиг.2 - то же, вид спереди; на фиг.З - то же, вид сверху; на фиг.4 - разрез А-А на фиг.З; на фиг.5 - приводные ролики, вид сверху; на фиг.6 - вид Б на фиг.5; на фиг.7 - разрез В-В на фиг.5; на фиг.8 - шлифовальная головка наружной зачистки обечайки, общий вид; на фиг.9 - разрез Г-Г на фиг.8; на фиг. 10 - разрез Д-Д на фиг.8; на фиг.11 - шлифовальная головка внутренней зачистки обечайки; на фиг. 12 - разрез Е-Е на фиг.11; на фиг.13 - контактный упругий элемент; на фиг.14 - то же, частичный разрез; на фиг. 15 - схема зачистки кромки нежесткой обечайки.
Устройство для зачистки кромок обечаек содержит стол 1, опирающийся на вертикальные стойки, которые нижними концами закреплены на основании (не показаны).
На столе 1 смонтированы приводные ролики 2 и 3, поддерживающие ролики 4, оси которых расположены параллельно плоскости стола 1, поджимные ролики 5, уравновешивающие усилие резания при зачистке, и направляющие ролики 6 и 7,
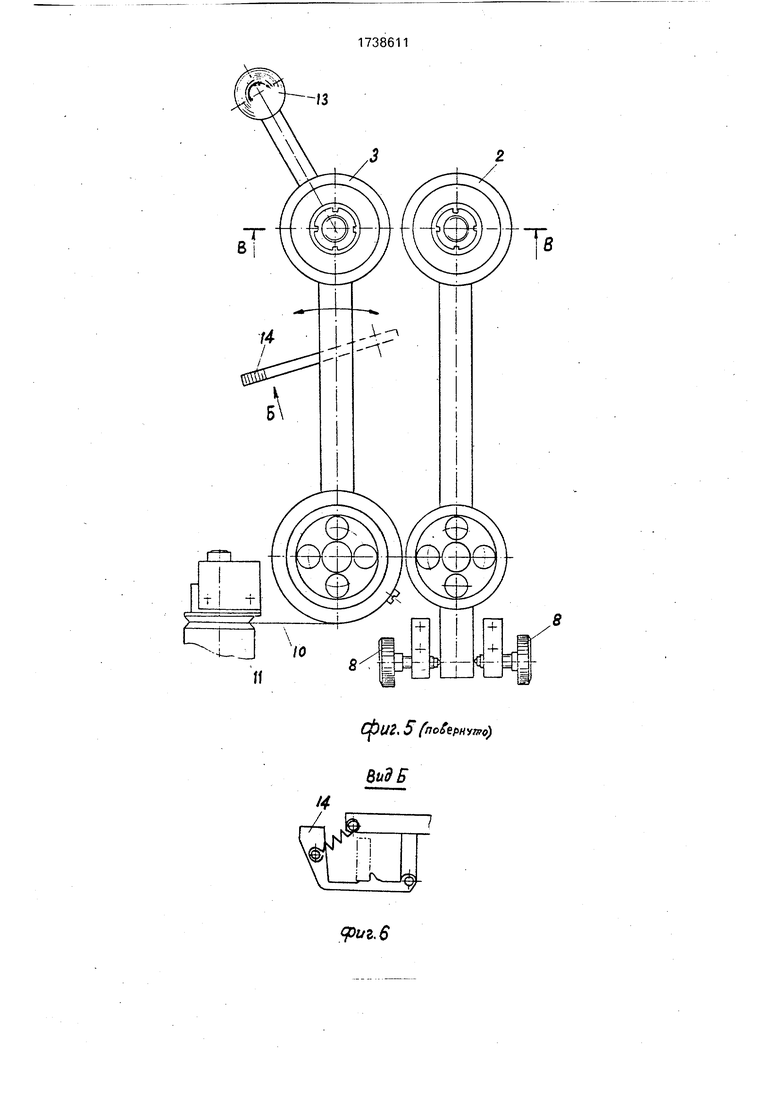
Приводные ролики 2 и 3 установлены относительно друг друга с возможностью перемещения, при этом ролик 2 находится в зафиксированном положении посреством винтов 8 (фиг.5), а ролик 3 размещен с возможностью радиального перемещения относительно ролика 2 при установке на обработку обечайки 9 и снятия ее после обработки. Оси приводных роликов 2 и 3 параллельны и размещены оппозитно с возможностью контакта каждого из них с обрабатываемой обечайкой 9. Ролик 3 снабжен подвешенным посредством троса 10 через блок 11 грузом 12, обеспечивающим ему усилие поджатия к поверхности обечайки 9.
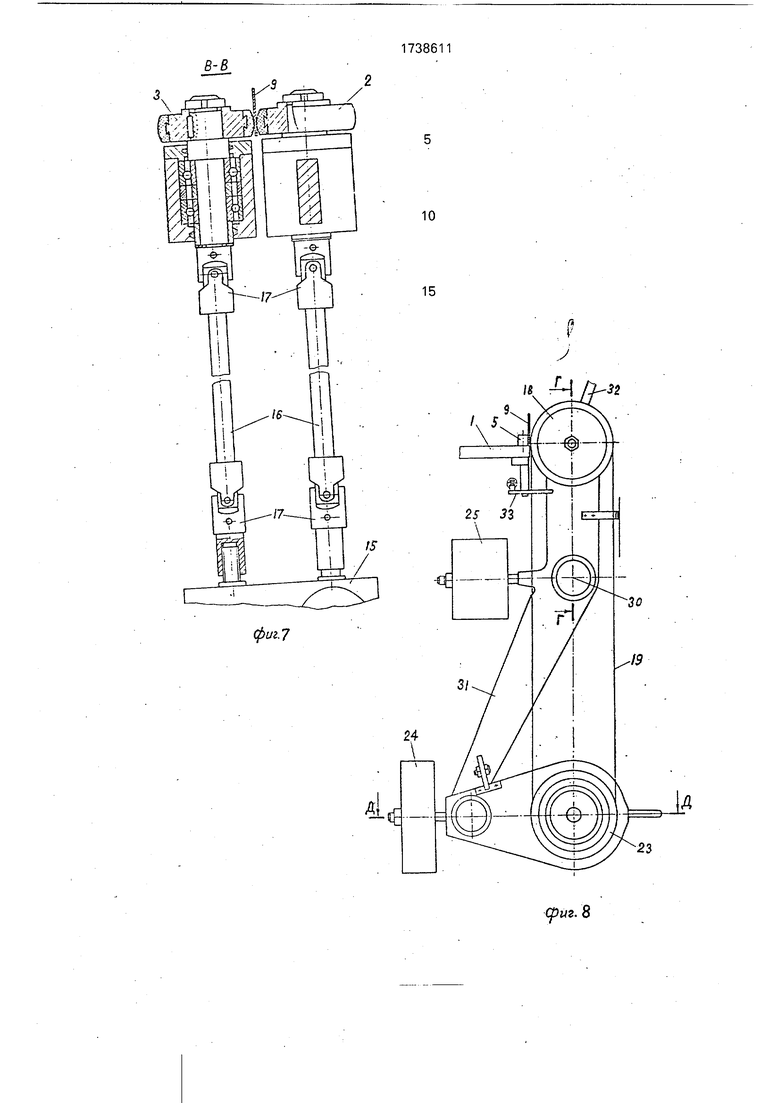
Для установки ролика 3 в соответствующее положение служит рукоятка 13 и фиксатор- защелка 14. Каждый из приводных роликов 2 и 3 соединен с редуктором 15 посредством карданного механизма - вала 16с шарнирами Гука 17. Поджимные ролики 5 расположены с обратной стороны обечайки 9 напротив упругих контактных элементов 18, подпружинены и уравновешивают усилие прижатия абразивной ленты 19. На столе 1
закреплены два лентопротяжных механизма 20 и 21 с возможностью поворота, из которых механизм 20 предназначен для зачистки ленточки на внутренней поверхности обечайки 9, а механизм 21 - для зачистки
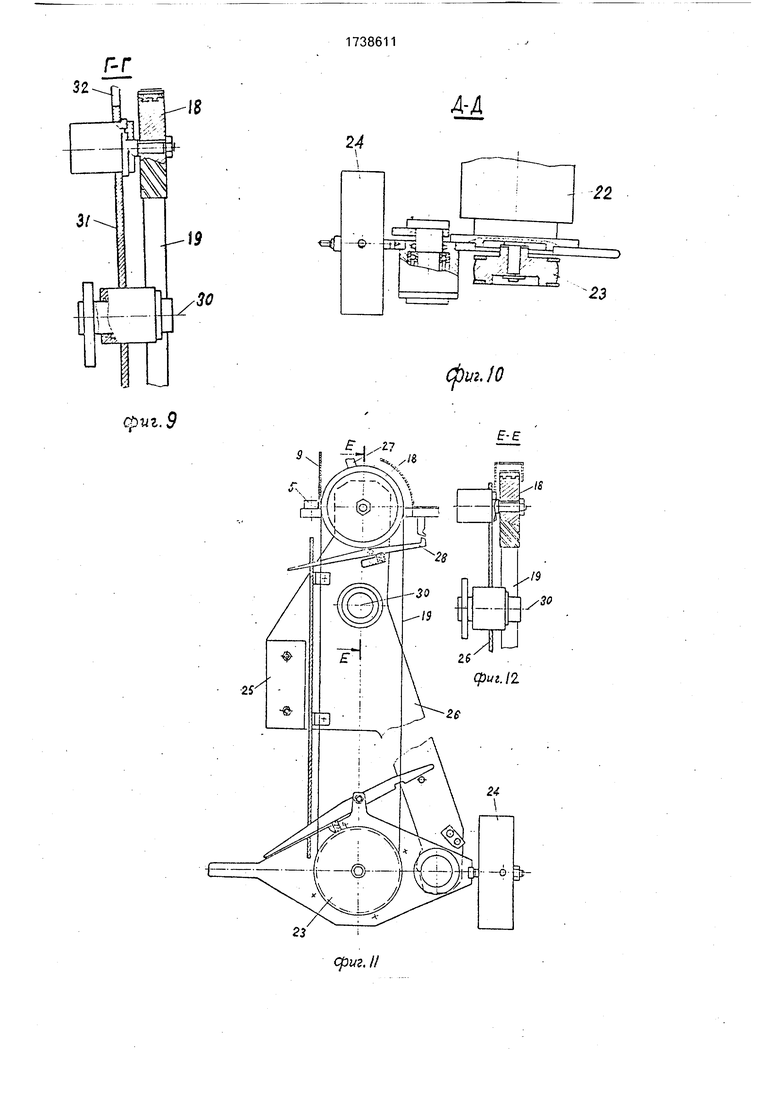
ленточки на наружной поверхности обечайки 9. Лентопротяжные механимы 20 и 21 имеют индивидуальный привод 22, ведущий шкив 23, устройство натяжения абразивной ленты 19 с грузом 24 для регулирования
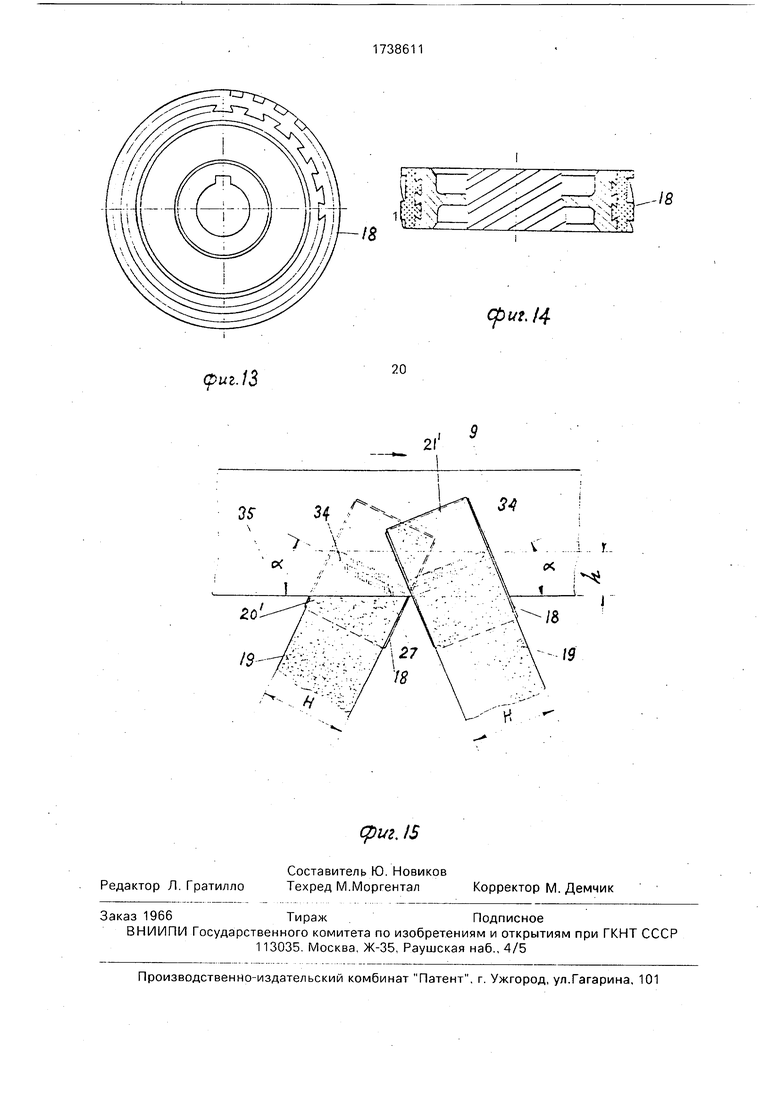
натяжения, груз 25 для прижатия упругого контактного элемента 18 к обрабатываемой поверхности обечайки 9. Упругие контактные элементы 18 и абразивная лента 19 образуют в лентопротяжных механизмах 20 и
21 зачистные головки 20 и 21. Лентопротяжный механизм 20 смонтирован на пластине 26, имеющей рукоятку 27 для отвода и подвода его при установке и снятии обечайки 9 на обработку и после обработки, для
чего он снабжен защелкой 28 для удержания в отведенном положении. Пластина 26 закреплена на кронштейне 29 с возможностью поворота на оси 30 кронштейна 29. Лентопротяжный механизм 21 смонтирован
на пластине 31, имеющей рукоятку 32 для отвода, и снабжен защелкой 33 для удержания ее в отведенном положении при установке или снятии обечайки 9 на обработку и после обработки.
Пластина 31 закреплена на кронштейне 29 с возможностью поворота на его оси 30. Лентопротяжные механизмы 20 и 21 расположены под углом а к плоскости стола 1 и к оси вращения обечайки 9 с возможностью
изменения этих углов, что позволяет создавать пятно контакта необходимой высоты h.
Устройство работает следующим образом.
При отведенном фиксаторе-защелке 14 отведен приводной ролик 3, отведена также защелка 28. Рукоятками 27 и 32 отведены зачистные головки 20 и 21, поворотом вокруг вертикальной оси отведены направляю- щие ролики 6. Устанавливается для обработки обечайка 9 на поддерживающие ролики 4. Роликами 5-7 обечайка 9 ограничена внутри, снаружи и сверху. Затем рукояткой 13 ролик 3 возвращается в рабочее положение с усилием поджатия грузом 12 к обечайке 9. Включаются приводы 22 зачист- ных головок 20 и 21 и редуктор 15 приводных роликов 2 и 3. Под действием роликов 2 и 3 обечайка 9 начинает вращать- ся, Рукоятками 27 и 32 зачистные головки 20 и 21 снимаются с защелок 28 и 33 и поочередно вводятся в контакт с обечайкой 9, при этом они поджимаются грузами 25 к обечайке 9. Упругие контактные элементы 18 прижимают абразивную ленту 19 к обечайке 9 до образования пятна контакта 34 с ней. При этом происходит обработка кольцевой ленточки (пояска) 35 высотой h (фиг.15). За один оборот с незначительным перебегом обечайки 9 производится шлифование кромки с образованием наружной и внутренней ленточки (пояска) 35, Высота h ленточки 35 образуется наклоном осей 30 зачистных головок 20 и 21 и шириной Н абразивной ленты 19.
Преимущества заявляемого устройства по сравнению с прототипом заключаются в том, что в процессе шлифования поддерживается, постоянное пятно контакта, при этом обеспечивается шлифование кольцевой ленточки (пояска) заданной высоты одновременно на внутренней и наружной поверхностях кромки обечайки. « 745
22
Исключается деформация нежесткой детали и отсутствуют необработанные участки, т.е. повышается качество обработки. За счет возможности регулирования высоты обрабатываемой кольцевой ленточки (пояска) и наличия регулируемых роликов достигается расширение технологических возможностей устройства, т.е. шлифование деталей различных размеров.
За счет более надежного контакта обрабатываемой обечайки с приводными роликами достигаются надежное качество обработки и высокая производительность.
Формула изобретения
; 6
/
гг
Щи г. 2
14
Ып
рм.6
(риг. 5 fnofapHvrvo)
Вид В
-Ґ
32
23
Сриг.8
з-5
е
f-M.,p
ь-п
7-Г
§-гп&
Э-&в
os 61
m
s
Ґ
/Г
ч
К
SI
Lrtrt
ZЈ
U98CIL
Сриг.13
(put./4
о
21
, 9
| Устройство для зачистки концов труб | 1975 |
|
SU534343A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для зачистки концов труб | 1977 |
|
SU715301A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для зачистки торцев труб под сварку | 1978 |
|
SU722739A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
