1
Изобретение относится к области обработки металлов давлением и может быть использовано при восстановлении изношенных зубчатых колес.
Известен способ восстановления профиля зубьев зубчатых колес, включающий нагрев зубчатого колеса и последующую обкатку зубьев деформирующим валком с одновременной подачей между зубчатым колесом и деформирующим валком дополнительного материала в виде ленты 1.
Недостатками данного способа являются недостаточно прочное сцепление дополнительного материала с восстанавливаемым зубчатым колесом и сохранение дефектного слоя зубьев, снижающее качество восстанавливаемого зубчатого колеса.
Наиболее близким по технической сущности и достигаемому результату к предложенному техническому рещению является способ восстановления профиля зубьев зубчатых колес путем нагрева заготовки и обкатки ее с одновременной подачей в зону зацепления дополнительного материала в виде ленты 2. Причем перед обкаткой зубчатое колесо термически обрабатывают и удаляют по профилю зуба дефектный слой металла толщиной, равной толщине дополнительного материала. Припекаемая
лента изготовлена из порощка твердого сплава, скрепленного пластификатором.
Недостаток этого способа заключается в его низкой производительности. Целью изобретения является повышение производительности и качества изделий.
Это достигается за счет того, что восстанавливают одновременно два изнощенных колеса, при этом изнощенные колеса вводят в зацеиление одно с другим, синхронизируют их вращение, в зону зацепления подают одновременно две ленты, а обращенные одна к другой поверхности лент покрывают веществом, химически инертным по отношению к материалу лент.
В качестве химически ииертного вешества может быть использован графит.
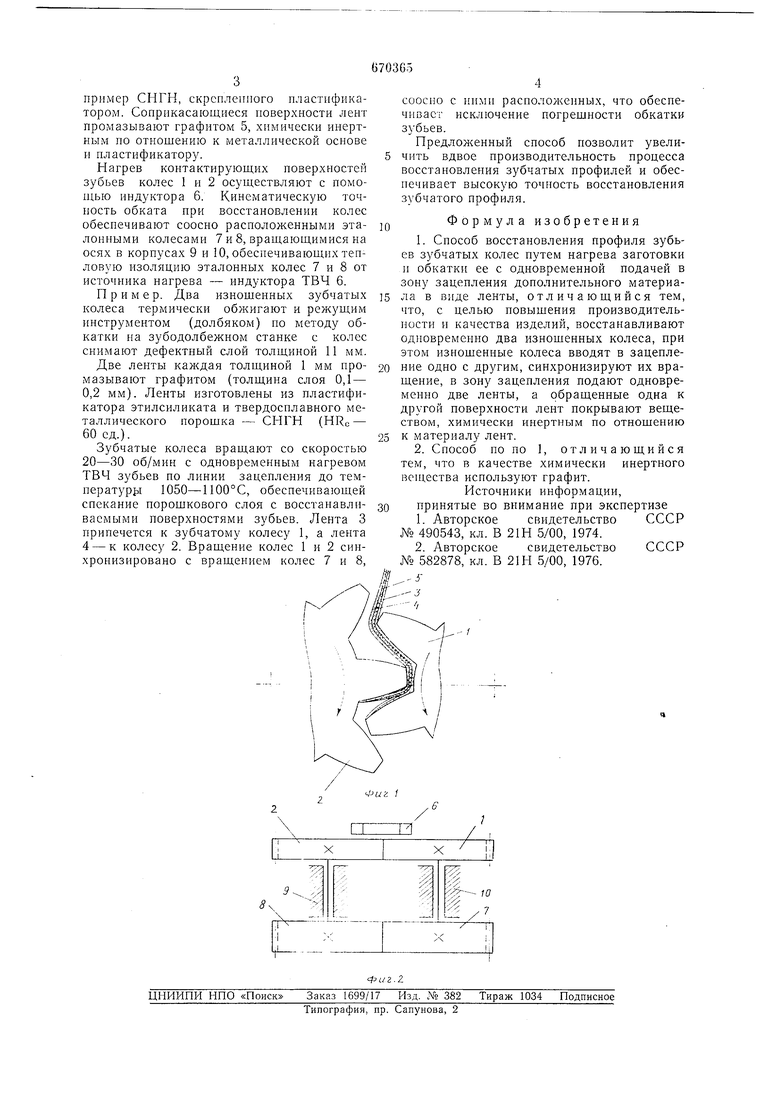
На фиг. 1 представлена схема восстановления изнощенных зубчатых профилей; иа фиг. 2 - механизм синхронизации вращения обрабатываемых изделий.
Зубчатые колеса 1 и 2, имеющие изношенный профиль, предварительно термически обрабатывают и удаляют по ирофилю дефектный слой металла толщиной, равной толщине дополнительного материала. После этого их приводят во вращение. Между ними пропускают две ленты 3 и 4, выполненные из порощка твердого сплава, например СНГН, скрсплеппого пластификатором. Соприкасающиеся поверхности леит промазывают графитом 5, химически ипертным по отношению к металлической основе и пластификатору. Нагрев контактирующих поверхностей зубьев колес 1 и 2 осуществляют с помощью индуктора 6. Кинематическую точность обката при восстановлении колес обеспечивают соосно расположенными эталонными колесами 7 и 8, вращающимися на осях в корпусах 9 и 10, обеспечивающих теиловую изоляцию эталонных колес 7 и 8 от источника нагрева - индуктора ТВЧ 6. Пример. Два изношенных зубчатых колеса термически обжигают и режущим инструментом (долбяком) по методу обкатки на зубодолбежном станке с колес снимают дефектный слой толщиной 11 мм. Две ленты каждая толщиной 1 мм промазывают графитом (толщина слоя 0,1 - 0,2 мм). Ленты изготовлены из пластификатора этилсиликата и твердосплавного металлического порошка - СНГН (HRc - 60 ед.). Зубчатые колеса вращают со скоростью 20-30 об/мин с одновременным нагревом ТВЧ зубьев по линии зацепления до температуру 1050-1100°С, обеспечивающей спекание порошкового слоя с восстанавлиБаемыми поверхностями зубьев. Лента 3 припечется к зубчатому колесу 1, а лента 4 - к колесу 2. Вращение колес 1 и 2 синхронизировано с вращением колес 7 и 8,
I I П соосно с ннми расположенных, что обеспечивает исключение погрешности обкатки зубьев. Предложенный способ позволит увеличить вдвое производительность процесса восстановления зубчатых нрофилей и обесиечивает высокую точность восстановления зубчатого профиля. Формула изобретения 1.Способ восстановления профиля зубьев зубчатых колес путем нагрева заготовки п обкатки ее с одновременной подачей в зону зацепления дополнительного материала в виде ленты, отличающийся тем, что, с целью новышения производительности и качества изделий, восстанавливают одновременно два изношенных колеса, при этом изношенные колеса вводят в зацепление одно с другим, синхронизируют их вращение, в зону зацепления подают одновременно две ленты, а обращенные одна к другой поверхности лент покрывают веществом, химически инертным по отношению к материалу лент. 2.Способ по по 1, отличающийся тем, что в качестве химически инертного BCHtecTBa используют графит. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 490543, кл. В 21Н 5/00, 1974. 2.Авторское свидетельство СССР № 582878, кл. В 21Н 5/00, 1976.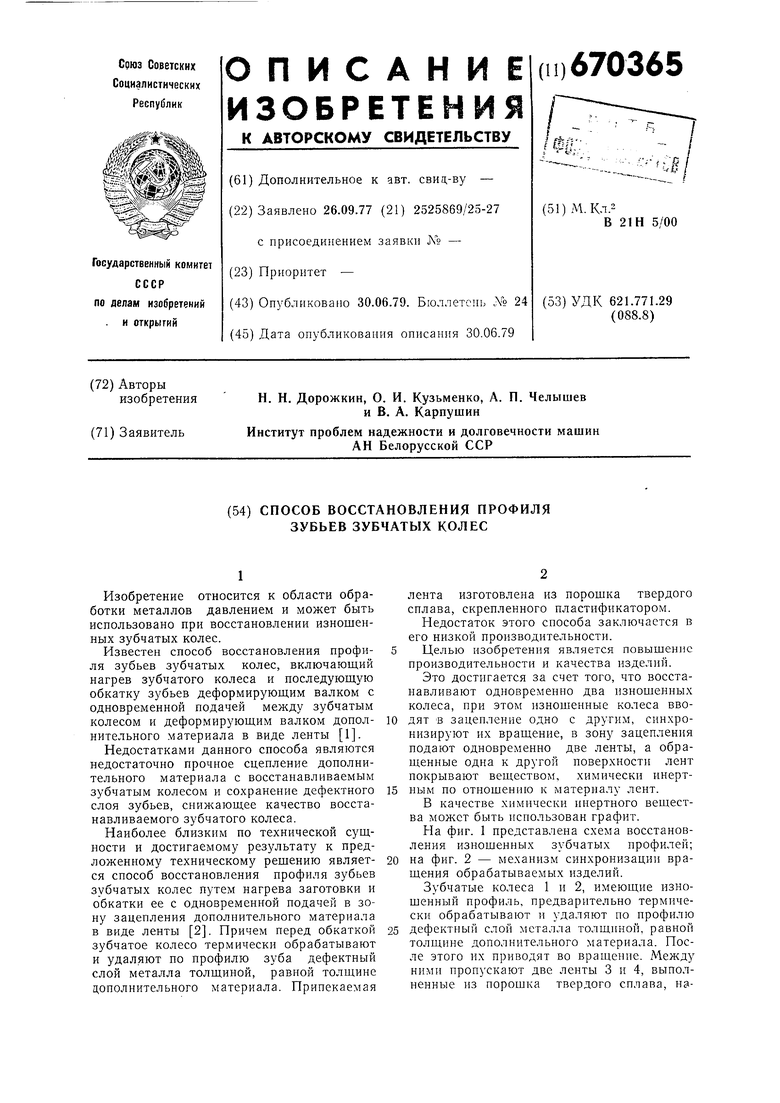
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления профиля зубьев зубчатых колес | 1976 |
|
SU582878A1 |
| Способ восстановления изношенных зубчатых колес | 1975 |
|
SU733823A1 |
| Способ восстановления изношенного профиля зубчатого колеса | 1977 |
|
SU722642A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| Устройство для восстановления профиля зубьев | 1982 |
|
SU1073064A1 |
| Способ изготовления и восстановления зубчатых колес и устройство для его осуществления | 1984 |
|
SU1235604A1 |
| Устройство для восстановления зубчатых колес | 1975 |
|
SU532442A1 |
| Установка для нанесения покрытий из металлического порошка | 1987 |
|
SU1405973A1 |
| Способ восстановления профиля зубьев зубчатых колес | 1978 |
|
SU685401A2 |
| Способ восстановления зубчатых колес | 1980 |
|
SU946758A1 |
