(54) БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Бункерное загрузочное устройство | 1979 |
|
SU878494A2 |
| Бункерное загрузочное устройство | 1979 |
|
SU861002A2 |
| Бункерное загрузочное устройство | 1976 |
|
SU585044A1 |
| Бункерное загрузочное устройство | 1977 |
|
SU680854A1 |
| Бункерное загрузочное устройство | 1976 |
|
SU610657A1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Бункерное загрузочное устройство | 1979 |
|
SU878493A2 |
| Устройство для ориентирования деталей | 1972 |
|
SU440239A1 |
| БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU309792A1 |
| БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU379364A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении.
Известно бункерное загрузочное устройство гидродинамического действия, состоящее из наполненной жидкостью чаши с винтовым лотком и крыльчатки с приводом,- причем винтовой лоток выполнен с продольными прорезями, а лопасти крыльчатки установлены под углом к диаметральной плоскости. При таком конструктивном выполнении устройства на детали транспортируемые по лотку, помимо круговых потоков жидкости воздействуют снизу вверх потоки, проходящие через прорези в лотке. При этом, если детали имеют отношение высоты к диаметру меньше 1, то некоторая их часть в процессе транспортирования переворачивается и занимает положение минимального сопротивления восходящим потокам. В частности, детали типа- чашек располагаются преимущественно, донышком вниз. В результате процент выхода деталей в ориентированном положении увеличивается Р-1
Однако устройство имеет ограниченную область применения: в нем обеспечивается ориентирование лишь весьма легких деталей. Это обусловлено слабым воздействием на детали восходящих потоков жидкости, вследствие чего переориентация относительно крупных или тяжелых деталей не достигается (имеет место только частичное взвешивание этих деталей в л идкости, недостаточное для их переворачивания в требуемое положение).
10
Цель изобретения - обеспечение выдачи деталей типа чашек в ориентированном положении.
Поставленная цель достигается
15 тем, что известное бункерное загрузочное устройство гидродинамического действия снабжено по меньшей мере одним конфузорным элементом, укрепленным под винтовым лотком и распо20ложенным вдоль лотка сужающейся . частью в направлении его подъема, а в лотке выполнено сообщающееся с конфузорным элементом сквозное отверстие.
25
При этом конфузорный элемент выполнен в виде полуконуса, примыка;ощего боковыми краями к винтовому лотку. .
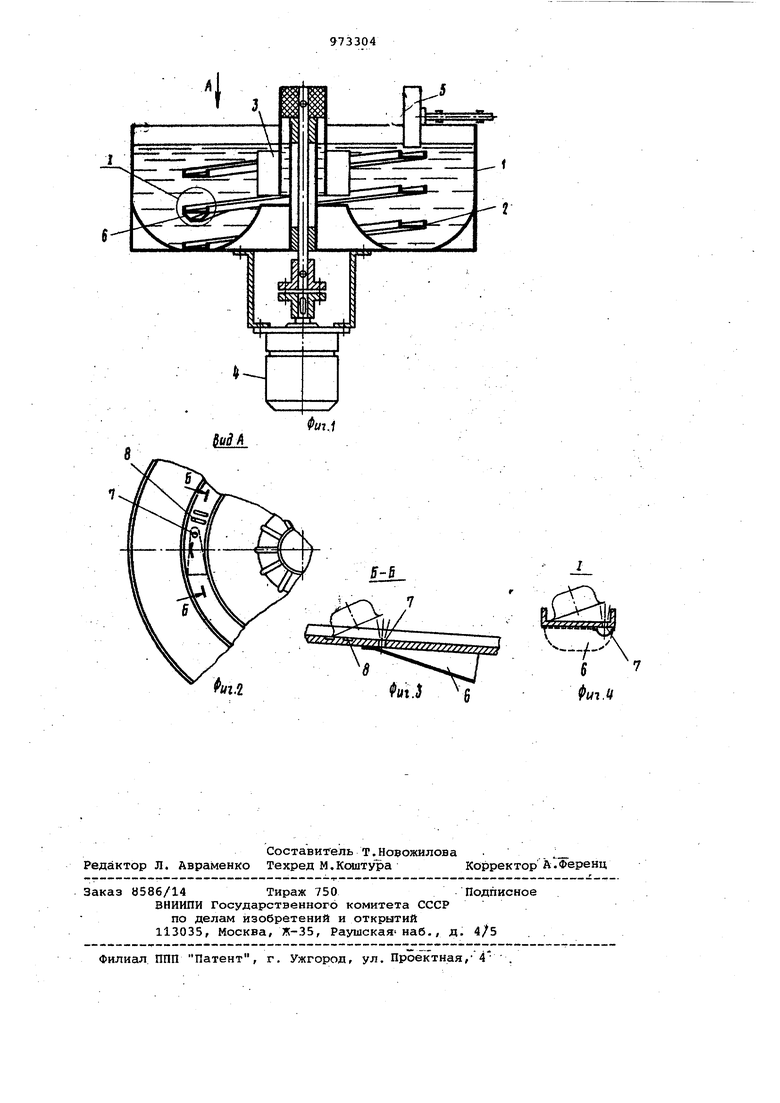
Сквозное отверстие выполнено по30середине лотка. Сквозное отверстие выполнено у од ного из буртов лотка. Винтовой лоток имеет по меньшей мере одно поперечное углубление, выполненное в его несущей поверхности за сквозным отверстием на расстоянии равном диаме Тру детали. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1 на фиг. 3 лоток, сечение В-Б на фиг. 2, в увеличенном масштабе; на фиг.4 узел I на фиг. 1 (вариант конструктивного выполнения). Устройство состоит из наполнен ной жидкостью чаши 1, винтового лотка 2, крыльчатки 3 и электропривода 4. Винтовой лоток и крыльчатка распо ложены концентрично по оси чаши. Над Выходным концрм винтового лотка установлен разгружатель 5, например дисковый с магнитным захватом деталей (на чертеже разгружатель показан схематически). Винтовой лоток имеет конфузорный элемент б, выполненный, например, в виде полуконуса и расположенный вдоль лотка сужающейся частью в направлении его подъема. Напротив сужающейся части конфузорного элемента в лотке выполнено сквозное отверстие 7. Работает устройство следующим образом. Детали засыпают в чашу навалом. Жидкость посредством крыльчатки 3 приводится во вращательное движение относительно вертикальной оси чаши. При этом жидкость, захватываемая ко фузорным элементом б, выходит через отверстие 7 в виде направленной вверх струи. Под действием круговых потоков детали поступают из навала на винтовой лоток, в котором затем поштучно транспортируются жидкостью Проходя над отверстием 7, они попад ют под действие выходящей из него струи жидкости. При этом, если дета оказывается расположённой донышком вниз, то она переходит в полувзвешенное состояние/ сохраняя свою ори ентацию (поскольку .донышко является хорошо обтекаемым элементом, оказывающим струе сравнительно малое сопротивление) . Если же деталь располагается на лотке донышкам вверх (опирается на несущую поверхность лотка фланцем), то под действием струи сначала приподнимается.над лотком переднд1й, по ходу движения кр детали (перваястадия взвешивания). а затем - противоположный ему (вторая стадия взвешивания), при чем на второй стадии взвешивания передний край детали, миновав зону действия струи, под давлением круго вых потоков жидкости и собственной тяжести опускается и прижимается к несущей поверхности лотка, вследствие чего круговые потоки проникают под фланцем детали и совместно со струей, переворачивают ее относительно опирающегося на лоток переднего края, т.е. п зоизводят переориентацию детали. В результате деталь занимает положение донышком вниз. На выходе с винтового лотка детаи захватываются разгружателем 5, с помощью которого переносятся в загрузочный лоток питаемой машины. Для того, чтобы при отрыве детаей от лотка в процессе переориентации Не происходило сбрасывание их с лотка под действием меридионального течения жидкости, возникающего вследствие ее вращения, конфузорный элемент следует располагать на одном из средних витков лотка, где указанное течение незначительно. С целью повышения надежности ориентирования при выдаче относительно тяжелых деталей на винтовом лотке устанавливается последовательно несколько конфузорных элементов. При больших скоростях транспортирования детали весьма быстро пересекают струю, выходящую из отверстия 7, При этом -поскольку передний край детали скользит по лотку, то на второй стадии взвешивания деталь не успевает в достаточной мере подняться под действием струи над лотком,вследствие чего переориентация ее может не произойти. Для повышения надежности ориентирования деталей при повышенных скоростях движения в лотке за отверстием 7 на расстоянии от него, равном диаметру детали, выполнено по меньшей мере одно поперечное углубление 8. Деталь, попадая передним краем фланца в это углубление (на второй стадии взвешивания), получает на некоторое время постоянную опору и, кроме того, в своем движении по лотку замедляется.. 3 результате воздействие струи на противоположный край фланца.становится более продолжительным и эффективным, что обеспечивает переориентацию детали.Поскольку в момент переворачивания деталь занимает положение.максимального сопротивления круговым потоком, то скорость ее движения кратковременно увеличивается, что компенсирует замедление детали, предшествующее переориентации. В итоге интервал движения между деталями остается прежним или изменяется незначительно. С целью обеспечения переориентации деталей нескольких близких .типо размеров на лотке выполняется соответствующе.е количество .поперечных углублений, расположенных последовательно в виде рифления. Каждое из углублений или несколько наиболее близ ко расположенных к нему углублений принимают, участие в переориентации определенной детали. При использовании устройства для загрузки деталей, другого диаметра (в пределах, допусj каемых винтовьлм лотком) переориентация их осуществляется с помощью соответстIвующего-этому диаметру углубления ил I их группы, т.е. без переналадки ориентирующих элементов, Если детали транспортируются по лотку с малым интервалом между ними, то переориентация их по описанной сх ме затруднительна, так как в этом случае переворачиваемые под действи|ем струи детали могут накладываться на движущиеся впереди них. Для обеспечения надежного ориенти рования деталей, перемещаемых по лотку с небольшим интервалом сквозное отверстие 7 выполнено у одного из буртов лотка. За счет этого .детали, занимающие в процессе транспорти рования неправильное положение (доньпаком вверх-) , попадая под действие ,выходящей из отверстия струи, перево рачиваются не по ходу своего движени а в поперечном к нему направлении. При этом они сбрасываются с лотка, в результате чего наложение деталей друг на друга исключается. Если же детали занимают правильное положение (донышком вниз), то пересекая струю они лишь слегка приподнимаются одним краем над несущей поверхностью лотка и далее, миновав зону действия струи, возвращаются в исходное прост ранственное положение и продолжают в этом положении перемещаться по лот ку до выхода из жидкости. Таким образом, предлагаемое вь1Пол нение устройства дает возможность .ориентировать детали типа чашек в пр цессе их выдачи из навала. При этом в зависимости от расположения ориентирующего элемента (сквозного отверстия ) относительно винтового лотка обеспечивается либо перевод деталей в одно наиболее устойчивое положение, либо сбрасывание с лотка деталей, занимающих нежелательное положение. Последнее может использоваться в комбинации с первым, например, для предварительного отсека неправильно, ориентированных деталей и раз режения их потока с целью создания более благоприятных условий для последующего ориентирования. По сравнению с известным устройством описываемое устройство обеспечивает более надежное ориентирование деталей, поскольку в нем достигается интенсивное локальное воздействие жидкости на .определенные участки поверхности детали. Это позволяет ориентировать относительно крупные и сравнительно тяжелые детали, а также ориентировать их при повышенных, скоростях гидротранспортирования. Формула изобретения 1. Бункерное загрузочное устройство гидродинамического дейсти-ия, состоящее из наполненнсэй жидкостью чаши с винтовым лотком и крыльчатки с приводом для сообщения жидкости вращательного движения относительно вертикальной оси чаши, отличающ е-е с я тем, что, с целью обеспечения вьщачи деталей типа чашек в ориентированном положении, оно снабжено по меньшей мере одним конфузорным элементом, укрепленным под винтовым л атком и расположенным вдоль лотка сужающейся частью в направлении его подъема, а в лотке выполнено со-, общающееся с конфузорныМ элементом сквозное отверстие.. .2. Устройство поп. 1, отлич а ю щее с я. тем, что конфузорный элемент выполнен в виде полуконуса, примыкающего боковыми краями, к винтовому лотку. 3.Устройство по пп. 1 и 2, о т -, личающееся тем, что сквозное отверстие выполнено посередине винтового лотка. 4.Устройство по пп. 1 и 2, отличающееся тем, что сквоз- ное отверстие выполнено у одного из буртов винтового лотка. 5.Устройство по пп. 1-.3, о т л ичающееся тем, что винтовой лоток имеет по меньшей мере одно поперечное углубление, выполненное в его несущей поверхности за сквозным отверстием на расстоянии, равном диаметру детали. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 333008, кл. В 23 Q 7/08, 1970.
1 5
