Изобретение относится к обработке рулонных лент шлифованием и , может быть использовано в электротехнической, радиотехнической, приборостроительной , машиностроительной и других отраслях промышленности, в частности для снятия заусенцев с лент электротехнической стали.
Известно устройство, в котором изделие изгибают и обрабатывают торцовой поверхностью инструмента при поступательном перемещении. Изгиб изделия производят с помощью специальных сменных изгибающих упоров транспортирующего устройства в плоскости , перпендикулярной направляющей перемещения изделия. Причем обрабатывается одновременно .только одна кромка. При определенных-соотношениях ширины и тотацины устродство не обеспечит достаточный изгиб, изделия и качественное снятие заусенцев с лент 3.
Недостатками известного устройства являются маЛЁ1Я производительность и трудоемкая переналадка.
Цель изобретения - расширения технологических возможностей, увеличение производительности труда и качества обработки изделия.
Для достижения поставленной цели направляющие выполнены/в виде двух параллельных роликов, смонтированных с возможностью свободного вращения, установленных в введенных в устройство поворотных корпусах, при этом корпуса установлены соосно, а их ось расположена перпендикулярно оси вращения абразивного инструмента..
10
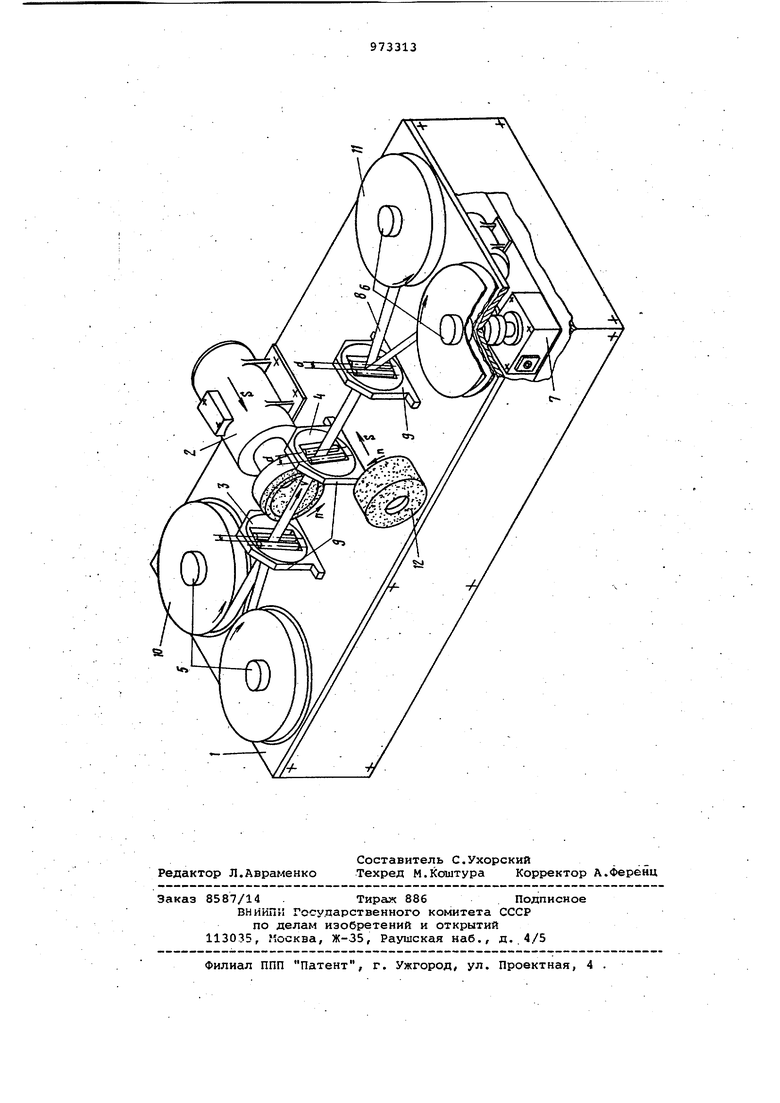
На чертеже показано предлагаемое устройство, общий вид.
На основании 1 размещены шлифовальные зачистныв головки 2, ролико15вые направлякнцие 3 и 4, сматывгцоцие головки 5, наматывающие головки б, привод 7, служащий для вращения наматывающей головки 6 и состояпщй из электродвигателя и червячного
20 редуктора. Сматывающая головка 5 снабжена устройством, обеспечивгиощим постоянное натяжение ленты В (на чертеже не показано).- Роликовые направляющие 3 и 4 установлены в корпу25сах 9 и имеют возможность поворота в направляющих корпуса Э на угол Ы в обе стороны от вертикальной плоскости. Сматывакхцйе и наматывающие головки 5 и 6 снабжены катушками 10 ,
30 и 11. На шпиндели зачистных -головок 2 устанавливаются чашечные шлифовал ные круги 12. Работает устройство следующим об разом. Катушка 10 с рулоном ленты 8 уст навливается на сматывающую головку Свободный конец ленты 8 пропускается через роликовые направляющие 3 И 4 и закрепляется на катушке 11 наматывающей головки 6. Роликовые Направляющие 3 и 4 разворачиваются на угол cL в направляющих корпусов д, обеспечивгш разворот ленты ,по винто вой линии в пределах упругих дефор маций. Зачистная хюловка 2 перемеща ется вдоль своей оси перпендикулярно ленте и подводится к кромкам обрабатываемой ленты до полного сопри косновения торЦа шлифовального круга 12 чашечного профиля с кромками ленты. Включаются привод зачйстной головки 2 и привод 7 наматывающей головки б. ,При этом лента с натяжением перемещается вдоль торца вращающегося шлифовального круга 12 чашечного профиля, который одновременно снимает заусенцы с обоих кромок ленты, изогнутой по винтовой линии. По окончании обработки ленты оба привода выключаются, произво дится съем катушки 11 с зачищенной лентой 6. Затем цикл повторяется. Использование, предлагаемой конст рукции устройства позволяет расшири технологические возможности, повысить в 2 раза производительность труда, повысить качество зачистки лент, сохранить структуру материала без каких-либо значительных изменений, уменьшить стоимость устройства, снизить затраты на инструмент и на обслуживание. Формула изобретения 1.Устройство для снятия заусенцев с лент, содержащее стгшину с установленными на ней шлифовальными головкс1ми с торцовой рабочей поверхностью и нгшравляющими для изгиба лент, отличающееся тем, что, с целью расширения технологических возможностей за счет возможности изменения угла изгиба, устройство снабжено поворотными корпусами, установленными симметрично относительно шлифовальных головок, а направляю1дие выполнены в Ьиде двух свободно вращающихся роликов, смонтированных в поворотных корпусах. 2.Уетррйство по п.1, о т л и чающееся тем, что корпуса установлены соосно, а их ось перпендикулярна оси вращения шлифовальной головки. Источники информации, принятые во внимание при экспертизе/ 1. Патент США 4079551, кл. 51-110, опублик, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки кромок | 1979 |
|
SU848298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| Станок для фацетирования листов стекла | 1989 |
|
SU1722788A1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| ЛЕНТОПРОТЯЖНЫЙ МЕХАНИЗМ | 1971 |
|
SU317103A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Способ изготовления бесконечной шлифовальной ленты и устройство для его осуществления | 1984 |
|
SU1238955A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2150357C1 |
| Устройство для зачистки поверхностей и снятия усиления сварных швов обечаек | 1981 |
|
SU973255A1 |