2. Устройство для изготовления бесконечной шлифовальной ленты, выполненное в виде установленных на станине эачистной головки, барабанов подачи ленты и механизма ее фиксации, отличающееся тем, что, с целью повышения производительности, устройство снабжено установленной на станине с возможностью перемещения параллельно осям подающих ленту барабанов кареткой и отрезно головкой, при этом на каретке вьшолнена
Изобретение относится к изготовлению бесконечных шлифовальных лент и может быть использовано в машиностроительной, местной и других областях промышленности, где существуе необходимость в применении бесконечных шпифовальшлх лент для абразивной обработки деталей.
Цель изобретения - повьтение производительности путем обеспечения одновременной зачистки двух кромок ленты и ее разрезки.
На фиг. 1 изображена схема уст- ройства для разделки концов шлифо- вальных лент; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - сечение Б-Б на фиг.2; на фиг, 4 - сечение В-В на фиг. 3; на фиг. 5 - вариант схемы установки отрезной головки (ножа) на фиг. 6 - сечение Г-Г на фиг.5; на фиг. 7 - схема командоаппарата; на фиг. 8 - вариант cxeMi i командоаппарата.
В устройстве для изготовления бесконечной шлифовальной ленты рулон ленты) 1 закреплен в кассете 2 на оси 3, верхний 4 и нижний 5 барабаны соединены с помощью зубчатых колес 6 и 7..
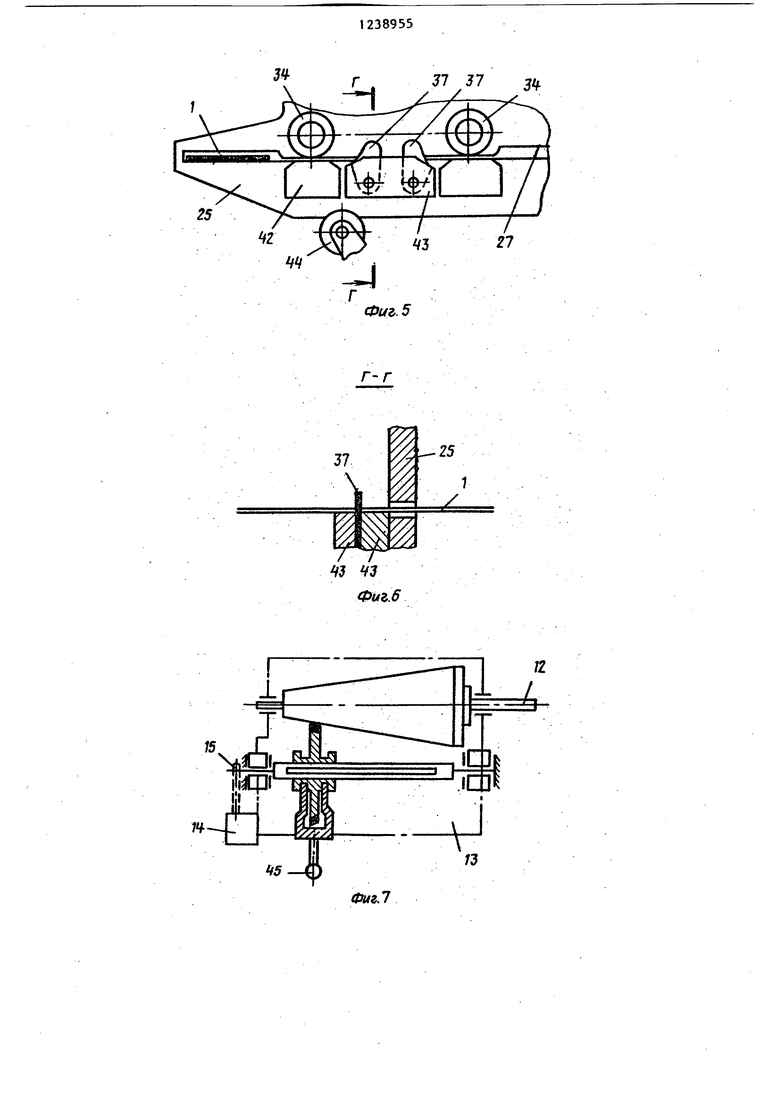
Нижний барабан 5 через- ременную .передачу 8 связан с электродвигателем 9, а вал 10 нижнего барабана 5 обхвачен тормозом 11 и соединен с валом 12 командоаппарата 13, снабжен- ного путевым выключателем 14 и кулачком 15. Лента 1 прижата к корпусу механизма 16 фиксации.
продольная прорезь для прохода ленты а зачистная и отрезная головки установлены на каретке и их оси расположены перпендикулярно плоскости перемещения каретки.
3. Устройство по п. 2, отличающееся тем, что зачистная и отрезная головки выполнены в виде установленных на одной оси двух шлифовальных инструментов с расположенным между ними отрезным ножом.
Тормоз 17 обхватывает шейку цилиндрической направляющей 18, имеющей резьбовой участок 19, которая связана с электродвигателем 20 через ременную передачу 21. Направляющая 18 установлена в эксцентрических опорах 22.
Электродвигатели 23 и 24 жестко закреплены на каретке 25, установленной с возможностью продольного перемещения на направляющей 18 и снабженной резьбовой втулкой 26.
В корпусе каретки 25 выполнен продольный паз 27, в котором расположена лента 1. Электродвигатели 23 и 24 через ременную передачу 28 соединены со шпинделями 29, установленными в эксцентричных стаканах 30, угловое положение которых определено положением рукояток 31. Стаканы 30 через паз фартука 32 зафиксированы винтом 33.
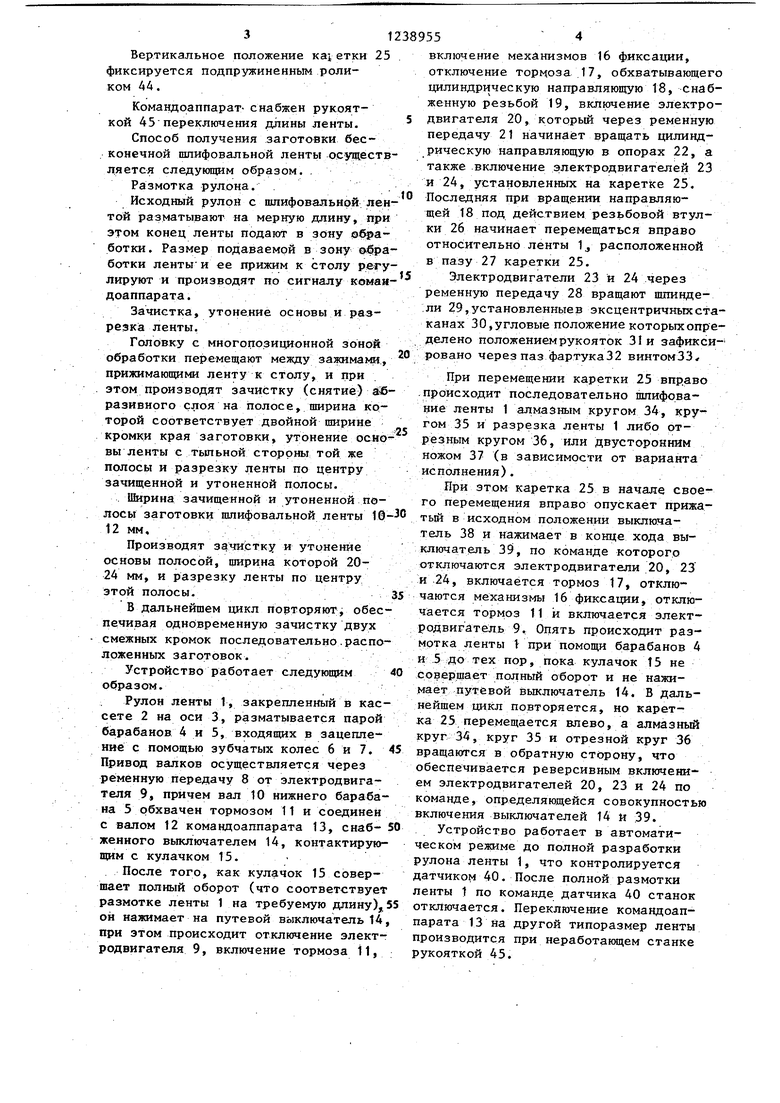
На шпинделях 29 установлены зачистная гоповка с алмазным кругом 34, круг 35 и отрезная головка с кругом 36 (возможен вариант установки двухстороннего ножа 37). В исходном положении каретка 25 нажимает выключатель 38. Крайнее положение каретки 25 определено положением выключателя 39. Лента 1 контактирует с датчиком 40.
Верхний барабан 4 соединен с эксцентричным рычагом 41 и имеет возможность вертикального перемещения.
На каретке 25 под алмазным 34 и отрезным 35 кругами установлены базовые плиты 42 и .
Вертикальное положение каретки 25 фиксируется подпружиненным роликом А4.
Комавдоаппарат- снабжен рукояткой 45 переключения длины ленты.
Способ получения заготовки бесконечной шлифовальной ленты осуществляется следующим образом. .
Размотка рулона..
Исходный рулой с шлифовальной лентой разматывают на мерную длину, при этом конец ленты подают в зону обработки. Размер подаваемой в зону ©§ра- ботки ленты и ее прижим к столу регулируют и производят по сигналу коман- доаппарата.
Зачистка, утонение основы и разрезка ленты.
Головку с многопозиционной зоной обработки перемещают между зажимакй, прижимающими ленту к столу, и при этом производят зачистку (снятие) аВ- разивного слоя на полосе, ширина которой соответствует двойной ширине кромки края заготовки, утонение основы ленты с тыпьной стороны той же полосы и разрезку ленты по центру зачищенной и утоненной полосы.
Ширина зачищенной и утоненной полосы заготовки шлифовальной ленты 1012 мм,
Производят за;чистку и утонение основы полосой, ширина которой 20- 24 мм, и разрезку ленты по центру этой полосы.
В дальнейшем цикл повторяют, обеспечивая одновременную зачистку двух смежных кромок последовательно.расположенных заготовок.
Устройство работает следующим образом.
Рулон ленты 1, закрепленный в кассете 2 на оси 3, разматывается парой барабанов 4 и 5, входящих в зацепление с помощью зубчатых колес 6 и 7. Привод валков осуществляется через ременную передачу 8 от электродвигателя 9, причем вал 10 нижнего барабана 5 обхвачен тормозом 11 и соединен с валом 12 командоаппарата 13, снаб- женного выключателем 14, контактирующим с кулачком 15.
После того, как кулачок 15 совершает полный оборот (что соответствует размотке ленты 1 на требуемую длину), он нажимает на путевой выключатель 14 при этом происходит отключение электродвигателя 9, включение тормоза 11,
10
20
5
0
5
0
5 0
5
включение механизмов 16 фиксации, отключение тормоза .17, обхватывающего цилиндрическую направляющую 18, снабженную резьбой 19, включение электродвигателя 20, которьй через ременную передачу 21 начинает вращать цилиндрическую направляющую в опорах 22, а также включение электродвигателей 23 и 24, установленных на каретке 25. Последняя при вращении направляющей 18 под действием резьбовой втулки 26 начинает перемещаться вправо относительно ленты 1j расположенной в пазу 27 каретки 25.
Электродвигатели 23 и 24 через ременную передачу 28 вращают пшинде- :ли 29,установленныев эксцентричныхстаканах 30 , угловые положение которых определено положениемрукояток 31 и зафикси- ровано через паз фартука32 винтомЗЗ,
При перемещении каретки 25 вправо .происходит последовательно шлифование ленты 1 алмазным кругом 34, кругом 35 и разрезка ленты 1 либо рт- резным кругом 36, или двусторонним ножом 37 (в зависимости от варианта исполнения).
При этом каретка 25 в начале своего перемещения вправо опускает прижатый в исходном положении выключатель 38 и нажимает в конце хода выключатель 39, по команде которого отключаются электродвигатели .20, 23 и 24, включается тормоз 17, отключаются механизмы 16 фиксации, отключается тормоз 11 и включается электродвигатель 9. Оцять происходит раз- мртка ленты при помощи барабанов 4 и 5 до тех пор, пока кулачок 15 не совершает полный оборот и не нажимает путевой выключатель 14. В дальнейшем цикл повторяется, но каретка 25 перемещается влево, а алмазный круг 34, круг 35 и отрезной круг 36 вращаются в обратную сторону, что обеспечивается реверсивным включением электродвигателей 20, 23 и 24 по команде, определяющейся совокупностью включения выключателей 14 И 39.
Устройство работает в автоматическом режиме до полной разработки рулона ленты 1, что контролируется датчиком 40. После полной размотки ленты t по команде датчика 40 станок отключается. Переключение командоаппарата 13 на другой типоразмер ленты производится при неработающем станке рукояткой 45.
34ФиъЗ
Фиг Ч
25
J7 J7 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовок бесконечных шлифовальных лент | 1981 |
|
SU994242A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Автомат для подготовки проводов к монтажу | 1985 |
|
SU1297148A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1987 |
|
SU1523308A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |

1. Способ изготовления бесконечной пшифовальной ленты, при котором с заготовки ленты сошлифовывают абразивный слой и зачищенные кромки соединяют, о т л и:ч а ю щи и с я тем, что, с целью повьппения производительности, удаляют абразивный слой двойной ширины, а заготовку разрезают по середине зачищенного участка. гг (Л «/ 40 3 г Фиг
ФиЬб
15
12
13
Фиг 8
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАЧИСТКИ КРОМОК ШЛИФОВАЛЬНОЙ ШКУРКИ | 0 |
|
SU232794A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Патент США № 3637359, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
