Предметом изобретения яв.чяется штамп для объемной формовки из листового металла деталей заданного профиля.
Известен штамп для объемной формовки деталей из листового металла с изменяемым при помо:чи выдвижных упоров рабочим профилем, причем для формовки деталей используется усилие пресса, на котором этот штамп установлен.
Предлагаемый и.1тамп отличается от известных .тем, что одна из его половии снабжена выдвижными упорами, установленньгми по Н1аблону, соответствующему профилю формуемой детали, а другая половина штампа снабжена формующими деталь выдвижными упорами, выполненными с гидравл мческимн цилиндрами, создающими необходимое для этой формовки усилие. Верхнрою половин} Н1тампа крепят к траверсе пресса, котсс,:,ч во время форг говкп дета.Ш должна быть неподвижной. Нижнюю половину штампа крепят к столу пресса.
Каждый выдвижной представ.тяет собой самостояте.чьный узел, который может быть заменен запасным в случае его повреждения. В обеих половинах штампа находится но равному кол1 честву выдвижных упоров, соединенных в одинаковое количество :ядов, причем центры верхних и нижних выдвижных упоров совпадают между собой.
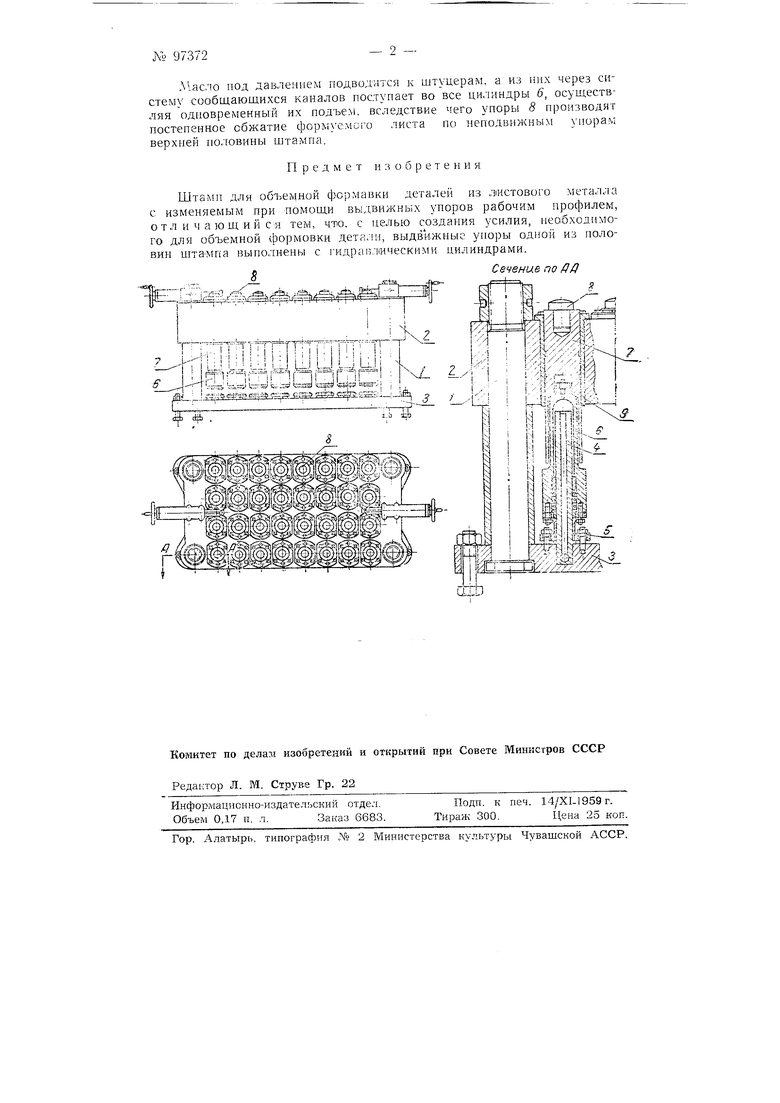
На чертеже изображена нижняя половина предлагаемого штампа, снабженная выдвижными упорами, в двух проекциях.
Выдвижные упоры, выполненные с гидравлическими цилиндрами, вмонтированы в закрепленные на колонках / две плиты 2 н 3 нижней половины пгтампа. Каждый из этих выдвижных упоров состоит из неподвижного плунжера 4. закрепленного при помощи фланца 5 на плите .. На гглунжере находится подвижной цилиндр 6, на головке которого свободно сидит стакан 7 с запрессованным в нем упоролг 8. Стакан 7 перемешается в направ.гяюн1ей втулке 9, закрепленной в плите 2. l Масло под давлением подводится к штуцерам, а из них через систему сообщающихся каналов поступает во все цилиндры 6, осуществляя одновременный их подъем, вследствие чего упоры 8 производят постепенное обжатие формуемс о листа по неподвижным упорам верхней половины щтампа. Предмет изобретения Штамп для объемной формавки деталей из листового металла с изменяемым при помощи выдвижных упоров рабочим профилем, отличающийся тем, чтю, с целью создания усилия, неабходнмого для объемной формовки детали, выдвижные упоры одной из половин щта-мпа выполнены с гидравлическими цилиндрами, Сечение по ДД Ei.ip ig;5i 4 4 Цу gjQQPuytgc;;: .i..j..,M,-.-Hrтш: лшшж
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Вибрационный пресс | 1978 |
|
SU795966A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Вертикальный гидравлический пресс | 1981 |
|
SU963882A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| Штамп для штамповки полых деталей | 1982 |
|
SU1098613A1 |
| СПОСОБ ВЫТЯЖКИ С ПРИЖИМОМ ПОЛЫХ ДЕТАЛЕЙ | 2001 |
|
RU2206421C2 |
| СПОСОБ ВЫТЯЖКИ С ПРИЖИМОМ ПОЛЫХ ДЕТАЛЕЙ | 2000 |
|
RU2185913C2 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
