(54) ВИБРАЦИОННЫЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| Гидравлическое нагружающее устройство для испытания прессов | 1976 |
|
SU664076A1 |
| Листоштамповочный пресс | 1980 |
|
SU927564A1 |
| ПРЕСС | 2001 |
|
RU2266204C2 |
| Вырубной штамп | 1977 |
|
SU715176A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Механический пресс для чистовой вырубки | 1980 |
|
SU899372A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
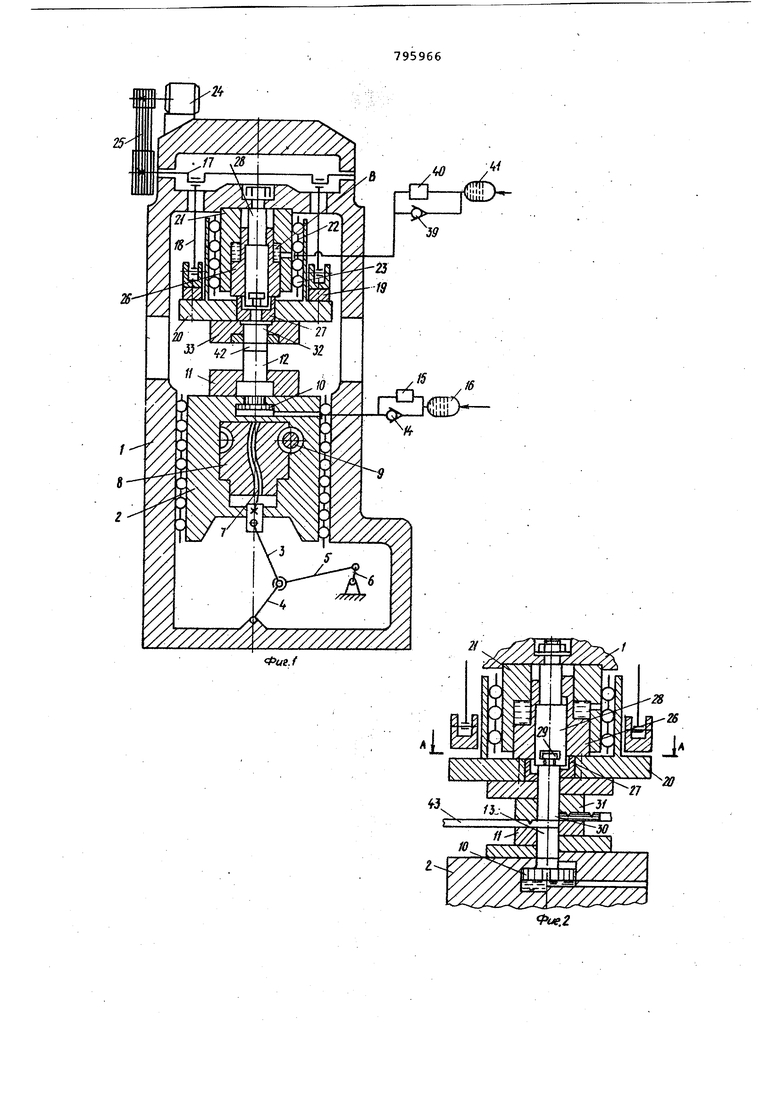

Изобретение относится к обработке металлов давлением, а -именно к конст рукциям вибрационных прессов. Известен вибрационный пресс, соде жащий установленные в направлякнцих станины нижний ползун с приводом и верхний ползун, с вибратором и гидрав лическим цилиндром с поршнем Ij. Однако известный пресс имеет огра .ниченные технологические возможности так как на нем можно изготовлять детали только из предварительно вырубленных заготовок методом виброзачист ки. Цель изобретения - расширение тех нологических возможностей за счёт обеспечения изготовления точных дета лей из листового материала методом чистовой вырубки в штампах с подвижНБМ и неподвижным пуансонами. Указанная цель достигается тем, что устройство снабжено упором и смонтированным на нижнем ползуне дополнительным гидравлическим цилинд ром с поршнем, а в поршне гидр влического цилиндра верхнего ползуна вы полнено центральное отверстие, при этом упор размещен в отверстии упомянутого поршня и жестко закреплен на верхней части станины. На фиг. 1 схематически показан пресс, общий вид; на фиг. 2 - рабочее пространство пресса при работе со штампом с подвижным вырубным пуансоном; на фиг. 3. то же, с неподвижным вырубным пуансоном; на фиг. 4 разрез А-А на фиг. 2. Вьфубной пресс содержит станину 1, в которой размещен нижний ползун 2, связанный посредством рычагов 3, 4, 5 колено-рычажной системы с эксцентриковым валсм 6 привода пресса. В ползуне 2 размещена пара винт 7 и гайка 8 с червячным венцом, в зацеплении с КОТОР1Ф1 находится червяк 9 механизма регулировки закрытой высоты. В верхней части ползуна 2 размещен гидравлический цилиндр с поршнем 10. На ползуне 2 установлена нижняя часть штампа 11 с пуансоном 12 при виброзачистке деталей или с выталкивателем 13 при чистовой вырубке. Полость гидравлического цилиндра соединена . i через обратный клапан 14. и предохранительный клапан 15 с гидропневмоаккумуляторс 1 16. В верхней части в расточках станины размещен вал 17 вибратора, эксцентриковые шейки которого посредством шатунов 18 соединены через мерные прокладки 19 с верхним ползуном .20, Направление ползуна 20 осуществляется по корпусу 21 гидроцилиндра посредством обоймы 22 с шариками 23. Привод вала осуществляется от электродвигателя 24 через ременную передачу 25. В полости корпуса 21 гидроцилиндра размещен поршень 26, торец которого взаимодействует со вставкой 27 и крепится к верхнему ползуну 20 при работе на штампе с подвижным вырубным пуансоном. В сквозном отверстии поршня 26 размещен упор 28, жестко связанный со станиной. Упор в нижней своей части имеет кольцевую проточку .с пазом, в которой разме{цен винт 29 для крепления пуансона 30 верхней части штампа 31. Торец вставки 27 взаимоде ствуёт с выталкивателем 32 верхней части штампа 33 при виброзачистке деталей и через штыри 34 с прижимным кольцом 35 верхней части штампа 36 при работе на -штампе с неподвижным вырубным пуансоном 37. Сое динение верхнего ползуна 20 с корпу.сом 21 при работе на штампе с неподвижным вырубным пуансоном осуществля ется посредством мерных прокладок 38 Полость корпуса соединена через обрат ный клапан 39 и предохранительный клапан 40 с гидропневмоаккумулятором 41. Пресс работает следующим образом. При виброзачистке деталей в нижне {исходном) положении ползуна 2 обрабатываемая деталь 42 устанавливается на верхний торец пуансона 12. При включении пресса ползун 2 совершает ускоренный ход вверх до момента,пока обрабатываемая деталь не будет зажата между пуансоном 12 и выталкивателем 32. С этого момента начинается замедленный (рабочий) ход ползуна 2, при котором упомянутый ползун с пуан соном 12, деталью 42, выталкивателем 32 и поршнем 26 совершает медленное перемеидение относительно вибрирующей верхней части штампа 33. При этрм жидкость из полости корпуса 21 через предохранительный клапан 40 поступае в гидропневмоаккумулятор 41, а на вибратор действует только технологическое усилие, необходимое для зачис ки. Давление настройки предохранител кого клапана 40 определяет усилие за жима обрабатываемой детали в процессе аиброзачистки. Для выполнения операции чистовой вырубки прокладки 19 снимаются, а ползун,20 крепится к порааню 26 или через прокладки 38 к корпусу 21. При изготовлении деталей методом чистовой вырубки в штампе с подвижным вырубным пуансоном (пуансон пере мещается относительно верхней плиты штампа) на верхний ползун 20 устанав ливается верхняя часть штампа 31, а на упор 28 - пуансон 30, который кре пится к упору винтом 29. в нижнем (исходном) положении полуна 2 обрабатываемая деталь43 поается на позицию вырубки. При вклюении пресса ползун 2 совершает ускоенный ход вверх до тех пор, пока деаль не будет зажата в штампе. С этого момента начинается замедленный (рабочий) ход ползуна, при котором ползун 2 с нижней плитой штампа 11, обраба1гываемой деталью 43, верхней плитой ..йтампа 31, верхним ползунам 20 и поршнем 26 совершает медленное перемещение вверх относительно упора 28, пуансона 30, выталкивателя 13 и поршня 10, обеспечивая вырубку материала.При изготовлении деталей методом чистовой вырубки в штампе с неподвижным вырубным пуансоном, (пуансон не. перемещается относительно верхней плиты штампа) на верхний ползун 20 устанавливается верхняя часть штампа 36 с закрепленным на ней пуансоном 37. При включении пресса с момента зажатия детали 43 в штампе начинается замедленный (рабочий) ход ползуна 2, при котором ползун с нижней плитой штампа 11, обрабатываемой деталью 43, прижимным кольцом 35, штырями 34, сменной вставкой 27 и поршнем 26 совершает медленное перемещение вверх относительно пуансона 37, выталкивателя 13 и поршня 10, обеспечивая вырубку материала. В процессе рабочего хода при чистовой вырубке масло из полостей гидроцилиндров вытесняется через предохранительные клапаны 15 и 40 в гидропневмоаккумуляторы 16 и 41, а при обратном ходе ползуна 2 масло из гидропневмоаккумулятора через обратные клапаны 14 и 39 поступает в полости гидроцилиндров и при этом осуществляется съем ПОЛОСЫ с пуансона и выталкивание детали 43 кз нижней части штампа. Формула изобретения Вибрационный пресс, содержащий установленные в направляющих станины нижний ползун с приводом и верхний ползун с вибратором и гидравлическим цилиндром с поршнем, о т л и чающийся тем, что, с целью расширения технологических возможностей за счет обеспечения выполнения чистовой вырубки, он снабжен упором и смонтированным на нижнем ползуне дополнительный гидравлическим цилиндром с поршнем/ в поршне гидравлического цилиндра верхнего ползуна выполнено центральное отверстие, при этом упор размещен в отверстии упомянутого поршня и жестко закреплен на верхней части станины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 606742, кл. В 30 В 15/00, 1976. :
26
W
%
Фие.З
