Изобретение относится к производству наборных кабелей, получаемых путем прокладки жгутов (наборов) , различных проводов внутри эластичных защитных трубок, и может быть использовано в производстве жгутов электрорадиосистем в авиастроительной, радиотехнической и других отраслях промышленности.
Известен способ втягивания жгутов проводов в эластичные трубки путем воздействия сжатым воздухом, подаваемым в трубку со стороны входа жгута из камеры, в которой он предварительно размещен. Обтекая жгут и закрепленный на его конце уплотнитель (поршень или намотка (утолщение) из липкой ленты), сжатый воздух расширяет трубку и продвигает по ней жгут в условиях пониженного трения. При этом рабочий должен сопровождать дгут, продвигающийся в трубке, расправляя ее от изломов, скручиваний, инициируя продвижение жгута периодическим приложением к трубке продольных растягивающих усилий. Продольное растягивающее усилие прилагают к трубке перед движущимся жгутом. Удлиняясь вследствие этого, трубка несколько суживается
и своими стенками увлекает впред жгут, который после прекращения растяжения трубки продолжает, как правило, свое дальнейшее движение. Возможная- после этого остановка жгута прекращается повторением продольного растяжения трубки 1.
Недостатком этого способа является то, что при втягивании жгута трубка должна быть прямолинейной, без перегибов, которые препятствуют ведению процесса, в частности ис лючают возможность применения продольных растяжений трубки. Это приводит к тому, что при изготовлении кабелей возникает необходимость иметь производственные участки, длина которых может достигать значительных величин в зависимости от длин этих кабелей.
цель изобретения - расширение технологических возможностей.
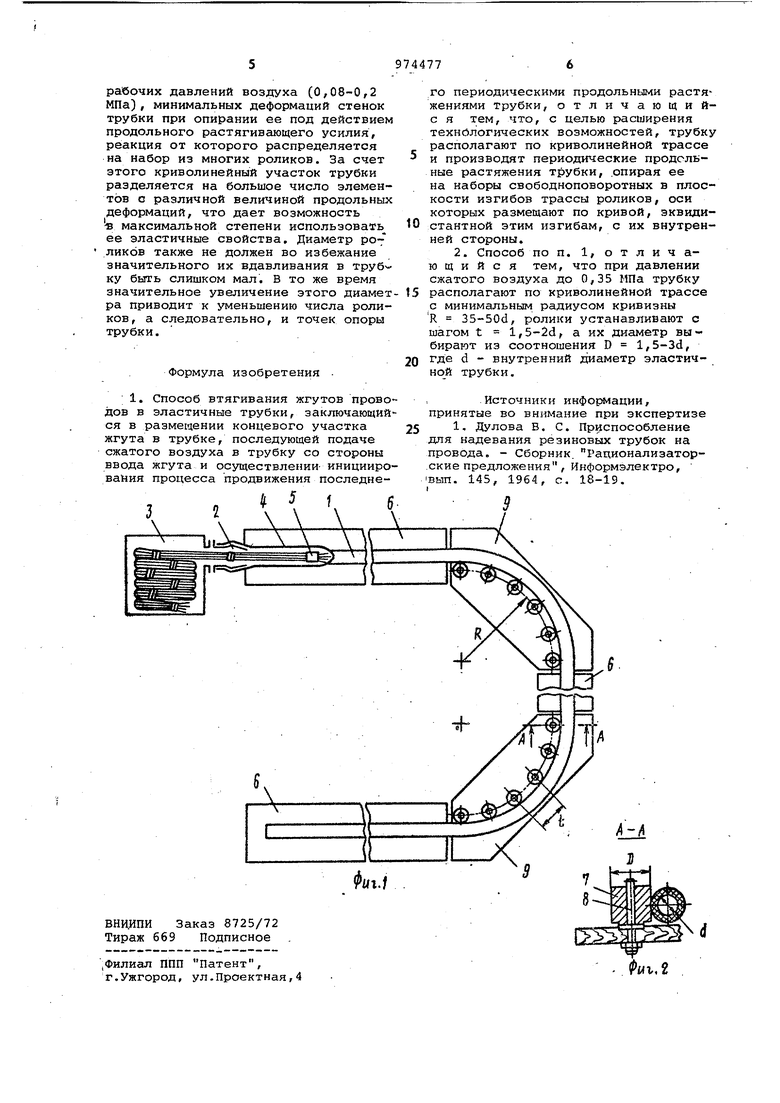
ПостаЬленная цель достигается тем, что согласно способу втягивания жгутов проводов в эластичные трубки, заключающемуся в размещении концевого участка жгута в трубке, последующей подаче сжатого воздуха в трубку со стороны ввода жгута и осуществлении инициирования процесса продвижеНИИ последнего периодическими-продольными растяжениями трубки, трубку располагают по криволинейной трассе и производят периодические продольные растяжения трубки, опирая ее на наборы свободноповоротных в плоскоети изгибов трассы роликов оси которых размещают по.кривой, эквидистант ной этим изгибам, с их ннутренней сторона. При этом при давлении сжатого воз духа до 0,35 МПа трубку располагают по криволинейной трассе с; минимальн.ым радиусом кривизны R 35-50d, родики устанавливают с шагом t l,5-2d, а их диаметр выбирают из соотношения D l,5-3d, где d внутренний диси-детр эластичной трубки . Изгибы, образующие криволинейную трассу втягивания жгутов проводов, позволяют располагать ее ветви в свободных от оборудования местах производственного участка. При продольном растяжении трубки все ее участки перемещаются на различное расстояние, возрастающее по мере приближения к точке приложения растягивающего усилия. Поэтому, опирая трубку при ее периодических продольных растяжениях на наборы свободноповоротных в плоскости изгибов трассы роликов, обеспечивают возможность продольных ее деформаций по контуру изгибов с минимальными сопротивлениями, что позволяет .сохранить условия перемещения жгута проводов в изогнутой трубке анало-. гично тем, что имеют место при втягивании жгутов по прямолинейной трас се. ., На фиг, 1 показан пример осуществления предлагаемого способа, вид в плане; на фиг, 2 - разрез А-А на фиг, 1. Конец эластичной трубки 1 закрепляют на штуцере 2 герметичного корпуса 3 приспособления для втягивания жгутов . Конец жгута 4, предварительно ра мещенцого в корпусе 3 и снабженного уплотнителем 5, заводят в трубку 1, которую располагают по криволинейной трассе, образованной столами 6 и наборами.роликов 7, установленными д местах изгибов трассы с возмож|ностью свободного поворота на осях 8 Закрепленных на столах 9, Относитель яр. центра дуги изгиба трассы трубка располагается с внешней стороны роликов, Способ втягивания жгута в трубку изогнутую по криволинейной трассе, осуществляют., следующим образом,. В корпус 3 приспособления подается сжатый воздух, который, залолч няя его, устремляется в трубку 1, обтекая жгут 4, Наличие на конце жгута 4 уплотнителя. 5 способствует расширению трубки 1 сжатым воздухом и продвижению жгута 4 под воздействием последнего в условиях пониженного трения. Для инициирования продвижения жгута 4 к трубке 1 периодически прилагается продольное растягивающее усилие, Усилие, прилагаемое после места изгиба трубки 1 (на направле нию движения жгута), прижимает ее к набору роликов 7, Вследствие упругих свойств материала трубки 1 линейные перемещения ее участков неодинаковы и возрастают по мере приближения к точке приложения продол:5 ного растягивающего усилия. . Поскольку ролики 7 кинематически не связаны друг с другом и имеют возможность свободного поворота на осях 8, каждый из них поворачивается в соответствии с продольной деформацией опирающегося на него участка трубки 1, Это позволяет снизить до минимума проскальзывание, и, соответственно, трение стенок трубки 1 по опорной поверхности роликов 7, а значит и прилагаемое растягивающее усилие, сохраняя условие беспрепятственного ведения процесса с ми- , нимальными потерями на трение трубки на роликах как при продольном растяжении трубки, так и при последующем ее сокращении. Как .показали эксперименты, проведенные на предприятиях-заявителях, втягивание жгутов в эластичные трубки, изогнутые под .углами до ЗбО, протекает нормально при минимальных радиусах изгибов трассы, образованных наборами роликов, R 35-50d, где d - внутренний диаметр трубки. Шаг расположения роликов t l,5-2d, их диаметр D 1,5-3d и минимальный радиус изгиба трассы R определяются экспериментально, исходя из условий подцержани -Ьлавности дуги изгиба опираемых на наборы роликов эластичных трубок, заполненных сжатьвч воздухом, а также предотвращения сплющивания эластичных трубок, находящихся под указанным давлением, что привело бы к защемлению жгутов. Эксперименты проводились с трубками по ГОСТ 21896-76 из резин марок НО-68-1 и 4611, а также с трубками резиновыми техническими 3м и Зет ло ГОСТ 5496-67, в которые втягивались жгуты проводов, подобранные по плотности заполнения трубки (диаметр жгута) в соответствии с действующими нормативами. При этом использовалось давление сжатого воздуха в пределах до 0,35 МПа (3,5 кгс/см ). Указанными соотношениями, выражаются условия поддержания плавности изгиба трубок при минимальных величинах
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для надевания эластичных трубок на жгуты проводов | 1985 |
|
SU1292088A1 |
| Кабельный барабан с узлом фиксацииКОНцА КАбЕля | 1978 |
|
SU817836A1 |
| Быстродействующий затвор крышкилюКА | 1979 |
|
SU830075A1 |
| Способ изготовления деталей с криволинейным бортом из листовой заготовки и устройство для его осуществления | 1988 |
|
SU1567305A1 |
| Способ подготовки сборки добавок, цепочка для вставки в фильтровальный жгут изделия табачной промышленности, способ изготовления изделия табачной промышленности и изделие табачной промышленности (варианты) | 2019 |
|
RU2798800C2 |
| Устройство для закрепления эластичного трубопровода | 1982 |
|
SU1164493A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Устройство для расширения полимерных трубок | 1976 |
|
SU579158A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1246429A1 |
| Способ изготовления трубопроводов с криволинейными участками | 1981 |
|
SU1013020A1 |
