Изобретение относится к обработке металлов цавпением, в частности к гиб- ке труб.
Известен способ гибки труб, при ко тором в зоне {застяжения дополнительно устанавливают жесткий элемент, с помо шью которого создают аополн}1тельные усилия сжатия, что способствует уменьше нию утонения стенки l.
Недостатком этого способа является необходимость изготовления штампов для каждого диаметра и радиуса гибки, т.е. изготовление специальной оснастки.
Наиболее близким к изобретению явля« ется способ изготовления трубопроводов с криволинейными участками путем гибки труб с дифференцированным нагревом по сечению С 2 .
Однако в .известном способе рекомендуемый диапазон температур выходит за пределы допуска по температуре термообработки, что приводит к изменению механических свойств материала трубы.
Целью изобретения является повышени качества изделий и упрошение технологии аа счет исключения термообработки.
Для достижения поставленной цели в способе изготовления трубопроводов путем гибки труб с дифференцированным нагревом по сечению на наружной поверхsiccTH трубы с растягиваемой при гибке стороны предварительно закрепляют пра
филированный технологический , а дифференцированный нагрев по сечению грубы осушествляют в пределах интервала температур нагрева под термообработку.
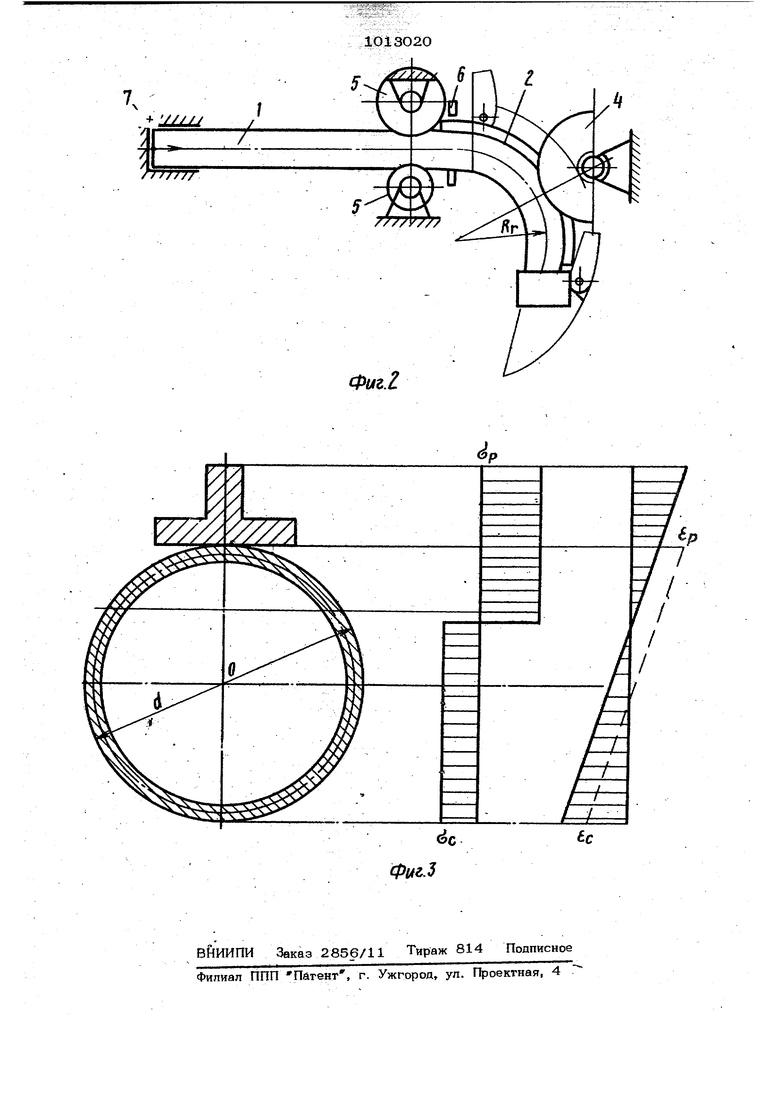
На фиг. 1 представлена схема гибки с подвижным отклоняюшим роликом на фиг. 2 . то же, с неподвижным откло няющим роликом; на фиг. 3 - эпюры напряжений и деформаций, создаваемых в деформируемом сечении.
На трубу 1 крепят профилированный технологический элемент 2, имеюший переменное .сечение при гибке с подвижным отклоняющим роликом 3 и постоянное при гибке с неподвижным отклоняющим роликом 4 и вьтолненный из материanajc высоким пределом текучести.
Трубу 1с элементом 2 пропускают через направляющие ролики 5 и индуктор 6, устанавливаемый со смещением относительно ее оси, и нагревают, полу ая температуру в зоне максимального растяжения, равную нижней допустимой температуре термообработки, а в зоне сжатия - верхней допустимой температур термообработки.
При перемещении отклоняющего ролика 3 в деформируемом сечении под индуктором 6 возникают напряжения fTp и б в соответствии со схемой чистого изгиба, а при перемещении трубы 1 кареткой 7 осуществляют проде.сс гибки.
;...,
При этом из-за увеличения жесткости трубы 1 в зоне, подвергаемой растяжению сечения жесткого элемента 2, из-за увеличения значения предела теку- чески металла в зоне растяжения Gp по . сравнению сбс в зоне сжатия за счет различной температуры нагрева, а также использование для жесткого элемента материала с высоким пределом текучести происходит смещение нейтральных осей напряжений и деформаций в сторону зоны растяжения, что снижает величину деформаций растяжения р за счет увели чения деформаций сжатия (на фиг. 3 пунктиром показана эпюра деформации при гибке без элемента 2).
Смещение нейтральной оси деформаций на величину (10,3-O,35)d (где - диаметр трубы) обеспечивает утонение стенки при гнутье на радиусы R. ( 1,5-1,1 )d не более 10%.
При достижении заданного угла загиба отклоняющий ролик 3 останавливают и процесс гибки ведут только при про- .дольной подаче каретки 7. ; -Пример. Способ осуществля- 5 ; ют при гибке труб 0 60 и 85 мм на станке ТГУ-ЗОО с нагревом ТВЧ трубы из стали Х18Н10Т, технологический элемент выполняют в видепластины, установленной на ребро вдоль образующей трубы. Площадь сечения элемента составляет в начале гиба 0,5 площади сечения трубы, а в конце гиба - 0,2. При гибке подвижным роликом технологический элемент имеет переменную по длине жесткость, а при гибке неподвижным роликомпостоянную.
Трубу нагревают в зоне сжатия до температуры 105О -f- , а в зоне растяжения до 950 + . При этом получают утонение стенки в растянутей зоне в пределах 9 - 10%, что соответствует предъявляемым требованиям.
Данный способ позволяет обеспечи,с вать требуемую толщину стенки в растянутой зоне гиба при свободной гибке труб . с местным нагревом деформируемого сечения без применения специального оборудования или оснастки.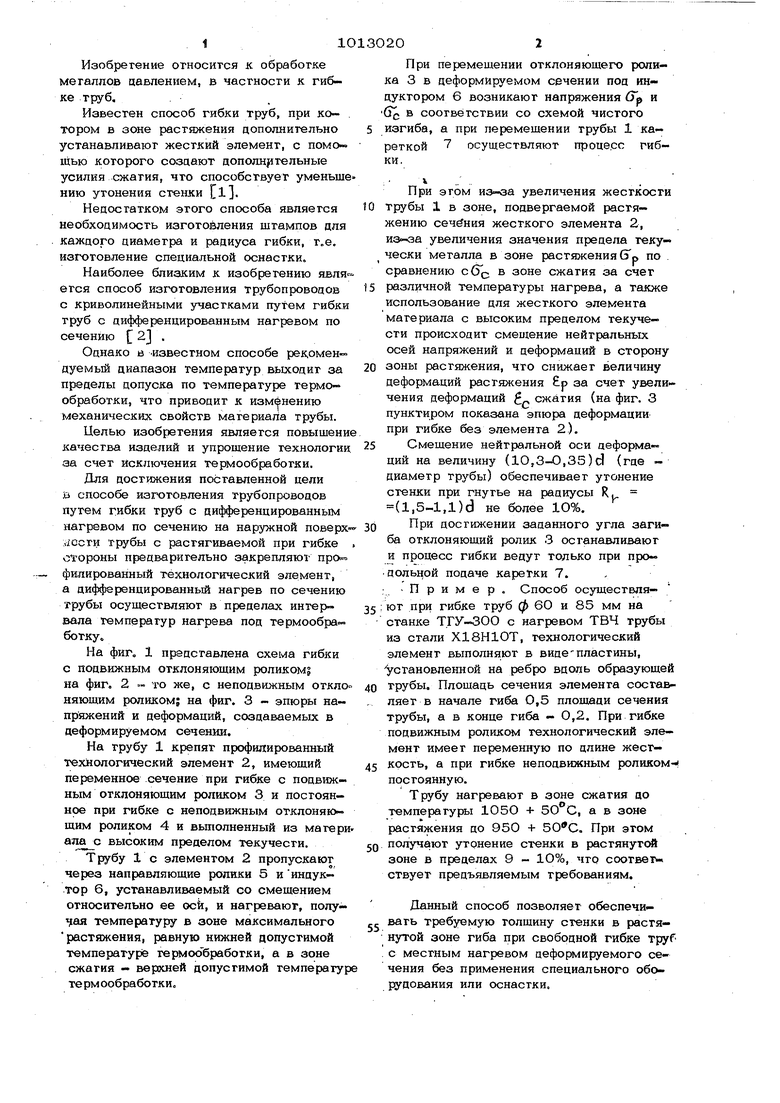
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб | 1984 |
|
SU1250349A1 |
| Станок для гибки труб | 1975 |
|
SU1115828A1 |
| Способ изготовления гнутых про-филЕй из лиСТОВОй зАгОТОВКи | 1978 |
|
SU795626A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Станок для гибки труб | 1980 |
|
SU963605A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ БЕСШОВНЫХ ОТВОДОВ ИЗ ЦЕНТРОБЕЖНЫХ ЗАГОТОВОК | 2014 |
|
RU2601359C2 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ЭЛЕМЕНТА ИЗ ТОЛСТОСТЕННОЙ ТРУБЫ ДЛЯ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2510840C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
СПСХЗОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ пугем гибки труб с дифференцированным нагревом по сече-, нию, отличающийся тем, что, с целью повышения качества изце- при и упрощения технологии за счет исключения термообработки, на наружной поверхности трубы с растягиваемой при гибке стороны предварительно закрепля- . ют профилированный технологический элемент, а цифференцированный нагреб по сечению трубы ocyщectвляют в пределах интервала температур нагрева под термообработку. т со ю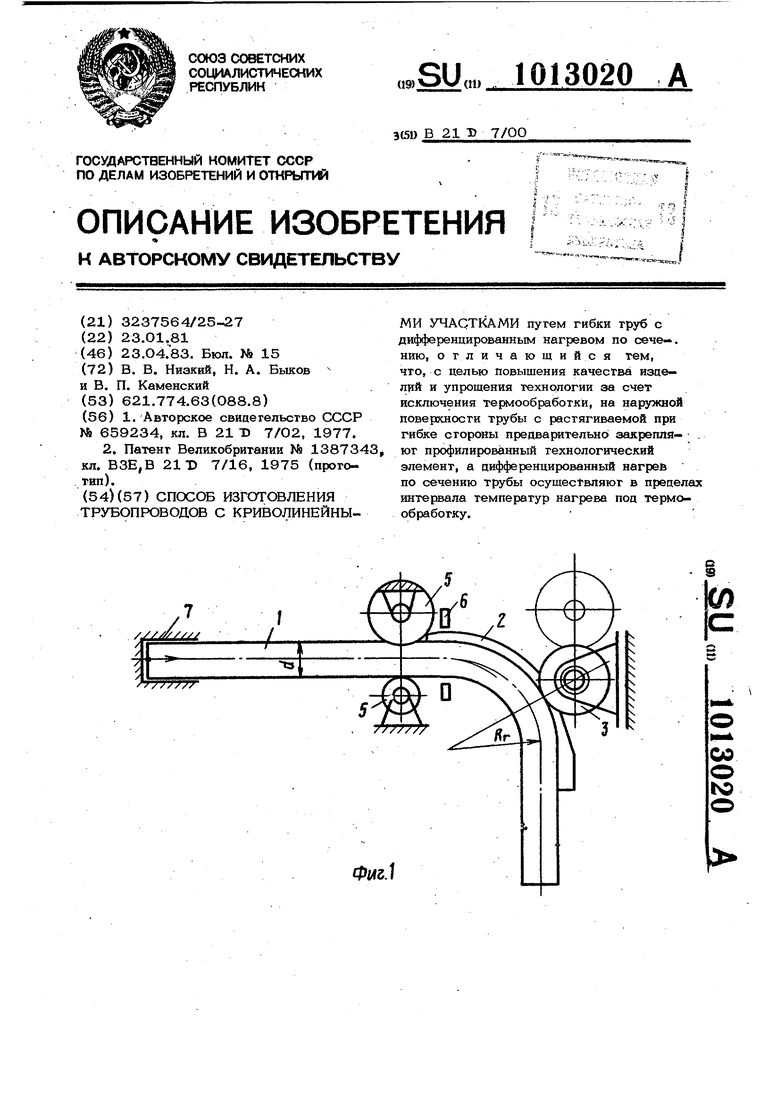
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ гибки труб | 1977 |
|
SU659234A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Великобритании № 1387343, кл | |||
| ВЗЕ,В 21 Т 7/16, 1975 (прототип). | |||
