(.54) СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полимерного покрытия | 1982 |
|
SU1063478A1 |
| Устройство для нанесения полимерных покрытий | 1980 |
|
SU937046A2 |
| Устройство для нанесения электроизоляционных покрытий из порошкообразных полимеров | 1983 |
|
SU1134242A1 |
| Устройство для нанесения полимер-НыХ пОКРыТий | 1979 |
|
SU820902A1 |
| Устройство для нанесения электроизоляционных покрытий из порошкообразных полимеров | 1980 |
|
SU927340A1 |
| Установка для нанесения полимерных покрытий на изделия кольцевой формы | 1975 |
|
SU551057A1 |
| Устройство для нанесения электроизоляционных покрытий из порошкообразных полимеров | 1982 |
|
SU1053905A2 |
| Установка для нанесения полимерных покрытий на изделия кольцевой формы | 1976 |
|
SU649475A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ СНАРЯДА | 2023 |
|
RU2811263C1 |

Изобретение относится к техник нанесения покрытий в псевдоожиженном слое порсиика полимера и может быть npeHMsn«ecTBeHHo использовано при на несении электроизоляционных и декоративных покрытий на изделия длиной cBbBiie 100 мм. Известен спосоЬ нанесения покрытия, включающий предварительный нагрев изделия, погружение его в пс доожиженный слой .полимерного порошка и извлечение изделия 1. Недостатком данного способа является то, что при погружении нагре того изделия и извлечении его из порошка нижняя поверхность более продолжительное время находится в к такте с полимерным порсядком, чем г верхняя. В результате этого на нижней части изделия поргаика оплавляет ся болыае, чем на верхней Поэтому данному способу присуще получение покрытия со значительной разнотолщинностью по длине изделия, и чем больше его длина, тем больше неравномерность покрытия. Целью изобретения является получение равномерного покрытия на длин номерных изделиях. Поставленная цель достигается тем, что по способу нанесения покры-г; тия, включающему предварительный нагрев изделия, погружение его в псевдоожиженный слой полимерного порошка, выдержку в слое порошка и извлечение изделия, изделие помвшддот в камеру, в которой создают восходя щий воздушный поток, а затем камеру с изделием погружаютв псевдоожиженный слой полимерного порошка ниже его уровня. На фиг. 1 показано изделие, установленное в камере с восходящим воздушным потоком; на фиг. 2 - камера с изделием в первоначальный момент после погружения в псевдоожиженный слой, на фиг. 3 - то же, пбсле заполнения камеры порошком. Сущность способа заключается в следующем. Изделие 1, нагретое до температуры, несколько превышающей температуру плавления полимерного порош ка, на подвеске 2 помещают в камеру 3 с восходящим воздушным потоком и затем камеру с изделием погружают в подготовленную ванну 4 с псевдоожиженным полимерным порошком 5.
Погружение камеры с изделием осуществляется ниже уровня псевдоожиженного слоя и поэтому порошок из еанны, сомкнувшись над верхним краем камеры, лачинает ее постепенно заполнять сверху вниз, так как восходящий поток воздуха, поддерживая порошок в псевдоожиженном состоянии препятствует быстрому его опусканию на дно камеры. Полимерный порошок начинает формировать покрытие на изделии сверху и, по мере заполнения камеры, покрытие формируется на остальной поверхности изделия. Количество порошка, поступающего в камеру, должно быть достаточным для полного ее заполнения. Скорость воздушного потока в.камере должна обеспечить поддержание поступившего в нее порошка в псевдоожиженном состоянии .
После полного заполнения камеры порошком изделие вьщерживают необходимое время, затем извлекают. При извлечении изделия верхняя часть его выходит из порошка первой, тем самьдм компенсируй время контактирования верхней части с порошком по сравнению с нижней. Затем изделие с нанеСледовательно, предлагаемый спосо позволяет наносить равномерное покрытие на длинномерные изделия за одно погружение в псевдоожиженный слой полимера.
Использование данного способа позволит получать качественное полимерное покрытие на длинном€;рных изделиях и повысить.производительность этого процесса. Использование данного способа позволит снизить брак при напылении длинномерных изделиг на 10-20%.
Формула изобретения
Способ нанесения покрытия,включакндий предв1арительный нагрев йзде-;
сенным покрытием подвергают термообработке.
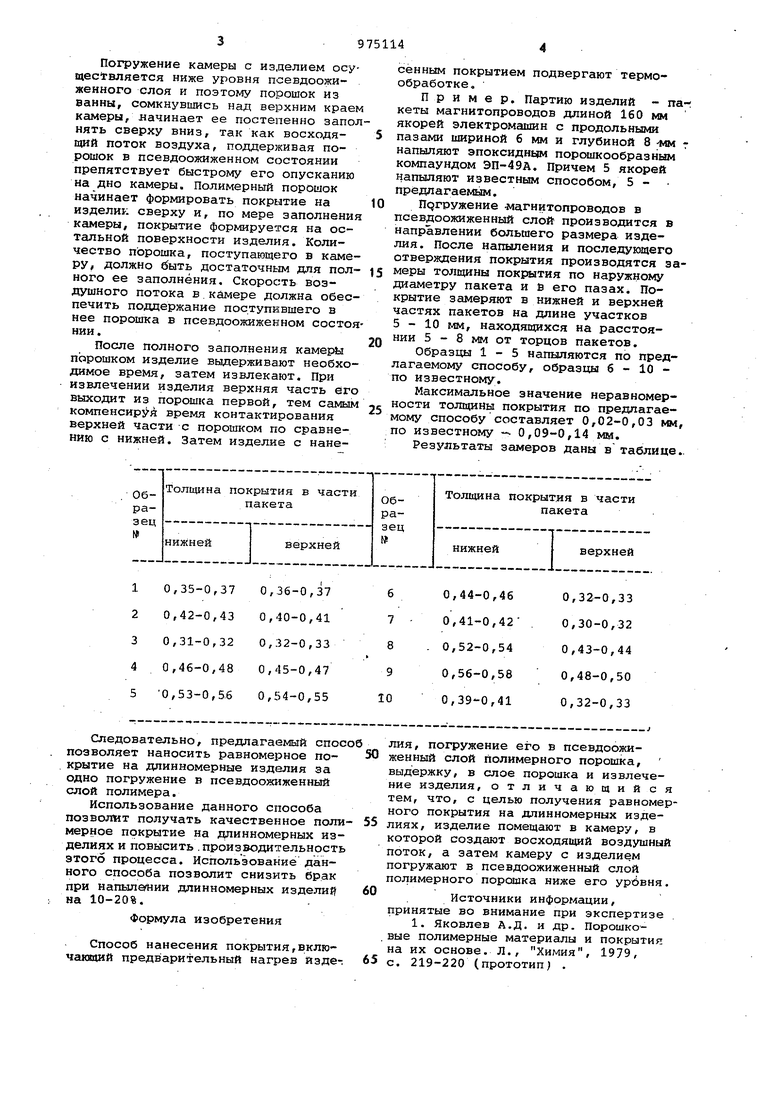
Пример. Партию изделий - па кеты магнитопроводов длиной 160 мм якорей электромашин с продольными пазами шириной 6 мм и глубиной 8 Мм напыляют эпоксиднь м порошкообразным компаундом ЭП-49А. Причем 5 якорей напыляют известным способом, 5 предлагаемым.
П9гружение -магнитопроводов в псевдоожиженный слой производится в направлении большего размера изделия. После напыления и последующего отверждения покрытия производятся замеры толщины покрялтия по наружному диаметру пакета и fi его пазах. Покрытие замеряют в нижней и верхней частях пакетов на длине участков 5-10 мм, находящихся на расстоянии 5 - 8 мм от торцов пакетов.
Образцы 1-5 напыляются по предлагаемому способу, образцы б - 10 по известном/.
Максимальное значение неравномерности толщины покрытия по предлагаемому способу составляет 0,02-0,03 мм по известному - 0,09-0,14 мм.
Результаты замеров даны втаблице
ЛИЯ, погружение его в псевдоожиженный слой полимерного порошка, выдержку, в слое порошка и извлечение изделия, отличающийся тем, что, с целью получения равномерного покрытия на длинномерных изделиях, изделие помещают в камеру, в которой создают восходящий воздушный поток, а затем камеру с изделием погружают в псевдоожиженный слой полимерного порошка ниже его уровня,
Источники информации, принятые во внимание при экспертизе .
