1
Изобретение относится к области сварочного производства, в частности к шовной сварке различных деталей, и может быть использовано в различных областях машиностроения.
Известны устройства для поверхностной сварки посредством трения деталей 1.
Данные устройства предусматривают применение дорогостоящего оборудования и технологической оснастки.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для шовной сварки деталей, содержащее снабженный приводом сварочный инструмент в виде тела вращения, установленного с возможностью скользяще-фрикционного контакта с поверхностью одной из свариваемых деталей, и направляющие для свариваемых деталей. Усз ройство также содержит автономный механизм рабочей подачи деталей в виде натяжного барабана, связанного со специальным приводом и фрикционно приводящего в движение свариваемые детали 2.
Нри этом инструмент воздействует на поверхность свариваемых деталей противонаправленным их рабочей подаче трением, силой своего взаимодействия с деталями, препятствуя осуществлению их рабочей подачи, что обуславливает необходимость наличия в таком сварочном устройстве автономного механизма рабочей подачи свариваемых деталей относительно инструмента.
Наличие этого механизма усложняет конструкцию устройства и ограничивает его применение.
Целью изобретения является упрощение конструкции и расширение ассортимента свариваемых деталей.
Поставленная цель достигается тем, что в устройстве для шовной сварки, содержащем снабженный приводом сварочный инструмент в виде тела вращения, установленного
15 с возможностью скользяще-фрикционного контакта с поверхностью одной из свариваемых деталей, и направляющие для свариваемых деталей, сварочный инструмент расположен под углом, отличным от прямого,
20 к направляющим.
При этом привод вращения, сварочного инструмента может быть реверсивным.
Предлагаемое устройство обеспечивает сварку деталей внахлестку путем воздейстВИЯ на них инструментом по поверхности, противоположной привариваемой.
Установка инструмента под углом к оси сварного шва обуславливает разложение силы фрикционного взаимодействия инструмента с поверхностью обрабатываемой им детали на составляющие силы, одна из которых совпадает с направлением рабочей подачи деталей, и эту подачу осуществляет.
Реверсирование вращения инструмента реверсирует направление рабочей подачи.
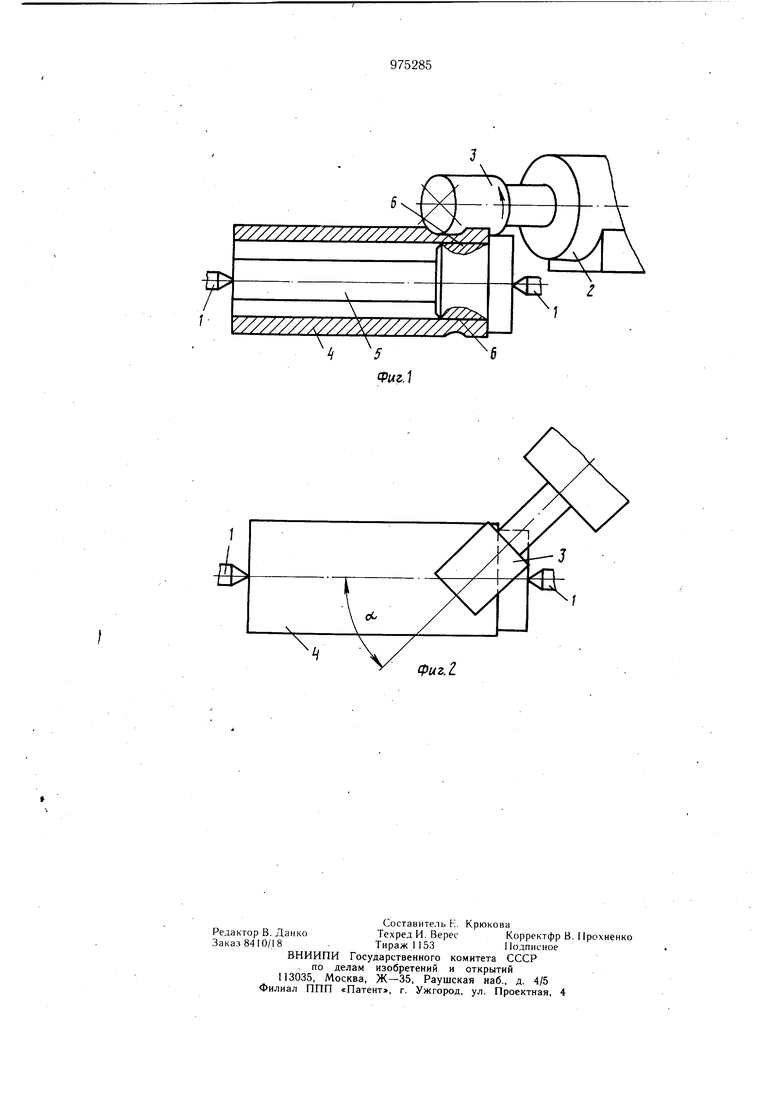
На фиг. I схематично представлено предлагаемое устройство, разрез; На фиг. 2 - то же, вид сверху.
Устройство состоит из Направляющих подачи в виде приспособления 1 и электропривода 2, вралАающего инструмент 3. Инструмент 3 вращается в указанном стрелкой направлении и расположен относительно направления рабочей подачи свариваемых им деталей 4 и 5, т. е. оси сварного щва, под углом at, при этом 90° о..
Детали 4 и 5 ориентируют друг относительно друга и устанавливают в центры (направляющие) 1 приспособления, затем на поверхность детали 4, против6пол9жную привариваемой, воздействуют вращающимся инструментом 3, в результате чего детали 4 и 5 проворачиваются в приспособлении 1, осуществляя окружную рабочую подачу обрабатываемой поверхности относительно инструмента 3, причем в зоне 6 взаимоконтакта детали 4 и 5 поверхностно свариваются замкнутым кольцевым щвом.
Возможна сварка деталей 4 и 5 на части длины их окружного взаимоконтакта путем многократной обработки инструменто.м необходимой зоны посредством своевременного реверсирования вращения инструмента и подачи.
Изменение величины угла Л приводит к изменению величины, осуществляющей рабочую подачу составляющей силы фрикционного взаимодействия инструмента 3 с деталью 4, что позволяет регулировать скорость подачи в щироких пределах, для чего производят угловую переустановку инструмента 3. относительно приспособления I. .. Осуществление рабочей подачи деталей
непосредственным воздействием на них инструмента исключает необходимость применения автономного механизма рабочей подачи деталей, чем сварочное устройство упрощается, при этом расширяется ассортимент свариваемых деталей, разнообразных по конфигурации.
Реверсирование направления рабочей подачи деталей позволяет сваривать значительно более толстостенные и массивные детали путем многократных возвратно-поступательных проходов инструментом по части или всей длине щва.
Формула изобретения
Устройство для щовной сварки, содержащее снабженный приводом сварочный инструмент в виде тела вращения, установленного с возможностью скользяще-фрикционного контакта с поверхностью одной из свариваемых деталей, направляющие для свариваемых деталей, отличающееся тем, что, с целью упрощения конструкции и расщиреНия ассортимента свариваемых деталей, сварочный инструмент расположен под углом, отличным от прямого, к направляющим.
2. Устройство по п. 1, отличающееся тем, что привод вращения сварочного инструмента выполнен реверсивным.
Источники информадии, 5 принятые во внимание при экспертизе
1.Николаев Г. А. и др. Специальные методы сварки. М., «Машиностроение, 1975, с. 56-72.
2.Патент Франции № 2128733, кл. В 23 К 19/00, 1973 (прототип).
У//////////////////Л
У////////////////////Л
, V7 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки деталей | 1981 |
|
SU1090518A1 |
| Генератор механических колебаний для сварки | 1981 |
|
SU1041250A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Способ шовной сварки трением | 1985 |
|
SU1393566A1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2396155C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| МАШИНА ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1968 |
|
SU220479A1 |
| Устройство для ультразвуковой сварки деталей из полимерных материалов | 1983 |
|
SU1155462A1 |