(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1973 |
|
SU447266A1 |
| Устройство для формования изделий из бетонных смесей | 1980 |
|
SU1004097A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1759634A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037398C1 |
| РЕЗОНАНСНАЯ ВИБРОПЛОЩАДКА ДЛЯ УПЛОТНЕНИЯ БЕТОННЫХ СМЕСЕЙ В ФОРМЕ | 1991 |
|
RU2010703C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2149753C1 |
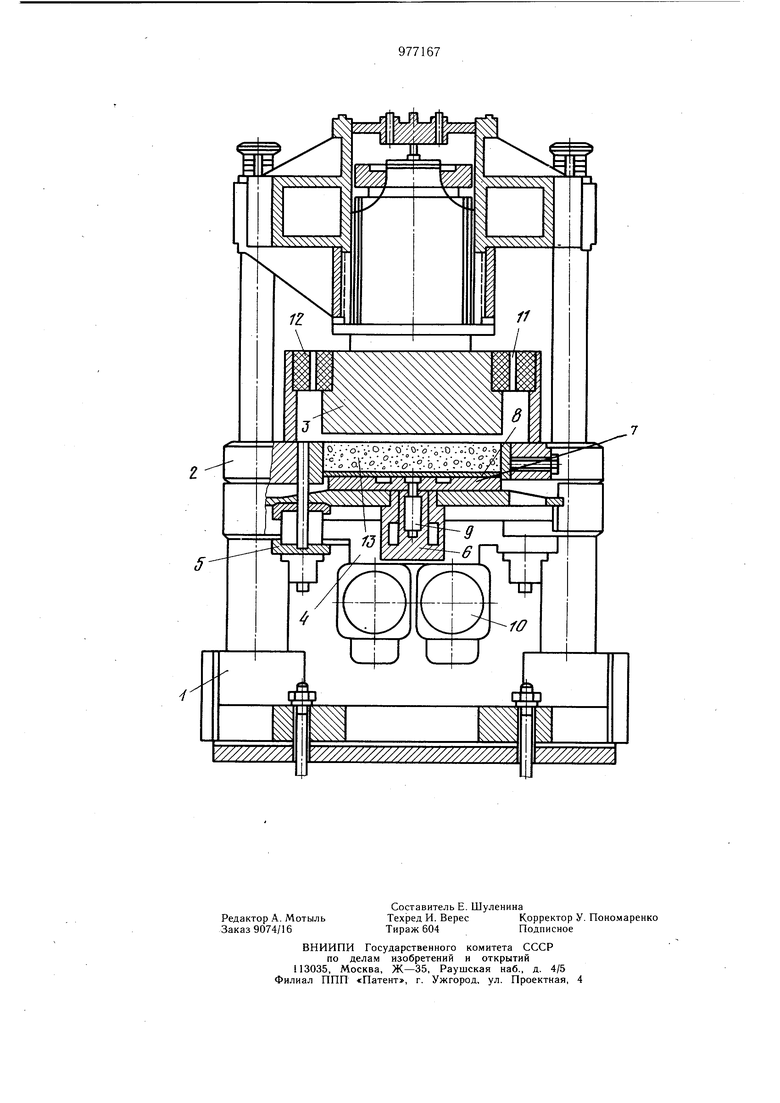
Изобретение относится к устройствам для формования изделий из бетонны.х смесей. По основному авт. св. № 447266 известно устройство для формования изделий, содержащее вибропуансон, матрицу, смонтированные на станине, и нибростол с днищем снабженный ме.ханизмом вертикального перемещения матрицы в виде силового цилиндра 1. Недостатками этого устройства являются низкие производительность и качество формования изделий вследствие того, что при передаче колебаний от вибростола че-рез изделие к вибропуансону в процессе формования, последний может колебаться как в фазе, так и в противофазе с вибростолом. Это обстоятельство приводит к неодинаковости режи.мов формования изделий и соответственно к снижению их качества. Цель изобретени-я - повыщение производительности и качества формуе.мых изделий. Указанная цель достигается тем, что устройство для формования изделий снабжено регулятором частоты колебаний в виде двух кольцевых установленных концентрмчио относительно друг друга с зазором электромагнитов, один из которых закреплен на вибропуансоне, а другой - на матрице. На чертеже схематично изображено )стройство для формования изделий, общий вид. Устройство для формования изделий состоит из станины 1, размещенных на ней матрицы 2, вертикально перемещаемого вибропуансона 3, вибростола 4, соединенного с матрицей 2 посредством упругих элементов 5, .механизма 6 вертикального перемещения днища 7 матрицы 2 с поддоном 8, толкателя 9 и вибратора 10. Кроме того, устройство снабжено регулятором частоты колебаний в виде двух кольцевых -электромагнитов 11 и 12, установленных концентрично относительно друг друга с зазором, один из которых закреплен на вибропуансоне 3, а другой - на матрице 2.. Параметры электромагнита 12 (размеры и количество витков) выбираются из условия обеспечения максимальной силы его взаимодействия с электромагнитом 11. Параметры электромагнита 11 (размеры, количество витков и диаметр провода) рассчитываются в зависилюсти от размеров вибропуансона 3 и усилия его прижатия к поверхности формуемого изделия 13.
Устройство для формования изделий работает следующим образом.
Перед началом формования бетонная смесь поступает в мерный ящик (не показан) Затем поддон 8, несущий мерный ящик с бетонной смесью, подается на днище 7 матрицы 2, находящееся в верхнем положении заподлицо с ее верхней плоскостью. Механизм 6 перемещает днище 7 с поддоном 8 в крайнее нижнее положение до соприкосновения с плоскостью вибростола 4. Включается вибратор 10 и происходит предварительное уплотнение бетонной смеси. Далее вибратор 10 выключается и вибропуансон 3 опускается до соприкосновения с поверхностью бетонной смеси, при этом электромагниты 11 и 12 начинают взаимодействовать. После этого снова включается вибратор 10 и электромагнит 11 и осуществляется дальнейщее уплотнение бетонной смеси. .
Колебания матрицы 2 через формуемое изделие 13 передаются вибропуансону 3, который начинает соверщать колебания с некоторым запаздыванием по отнощению к матрице 2. При колебании пуансона 3 происходит и колебание жестко связанного с ним электромагнита 11, вследствие чего в электромагните 12 наводится ЭДС. Магнитное поле наведенной в электромагните 12 ЭДС взаимодействует с магнитным полем электромагнита 11 и тем самым создает дополнительное сопротивление колеблющемуся вибропуансону 3. Путем изменения тока электромагнита 11 величина силы дополнительного сопротивления регулируется таким образом, чтобы вибропуансон 3 колебался в зависимости от условий формования в нужной фазе по отнощению к матрице 2:
После окончания процесса уплотнения из делия 13 вибратор 10 выключается. Собственные колебания матрицы 2, в результате взаимодействия электромагнита 11 и 12 плавно и быстро затухают, что устраняет возможность разуплотнения изделия 13. Далее вибропуансон 3 отходит в верхнее крайнее положение, отформованное изделие 13 выталкивается толкателем 9 из матрицы 2 и затем снимается. Устройство готово для формования следующего изделия.
Предлагаемое устройство обеспечивает не только повыщение качества формования изделий, но и позволяет повысить производительность при формовании изделий с закладными деталями. Повыщение производительности достигается за счет фиксации закладных детале.й на пуансоне при помощи электромагнита.
Формула изобретения
Устройство для формования изделий по авт. св. № 447266, отличающееся тем, что, с целью повыщения производительности и качества формуемых изделий, оно снабжено регулятором частоты колебаний в виде двух кольцевых установленных концентрично относительно друг друга с зазором электромагнитов, один из которых закреплен на вибропуансоне, а другой - на матрице.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 447266, кл. В 28 В 1/08, 1973.
