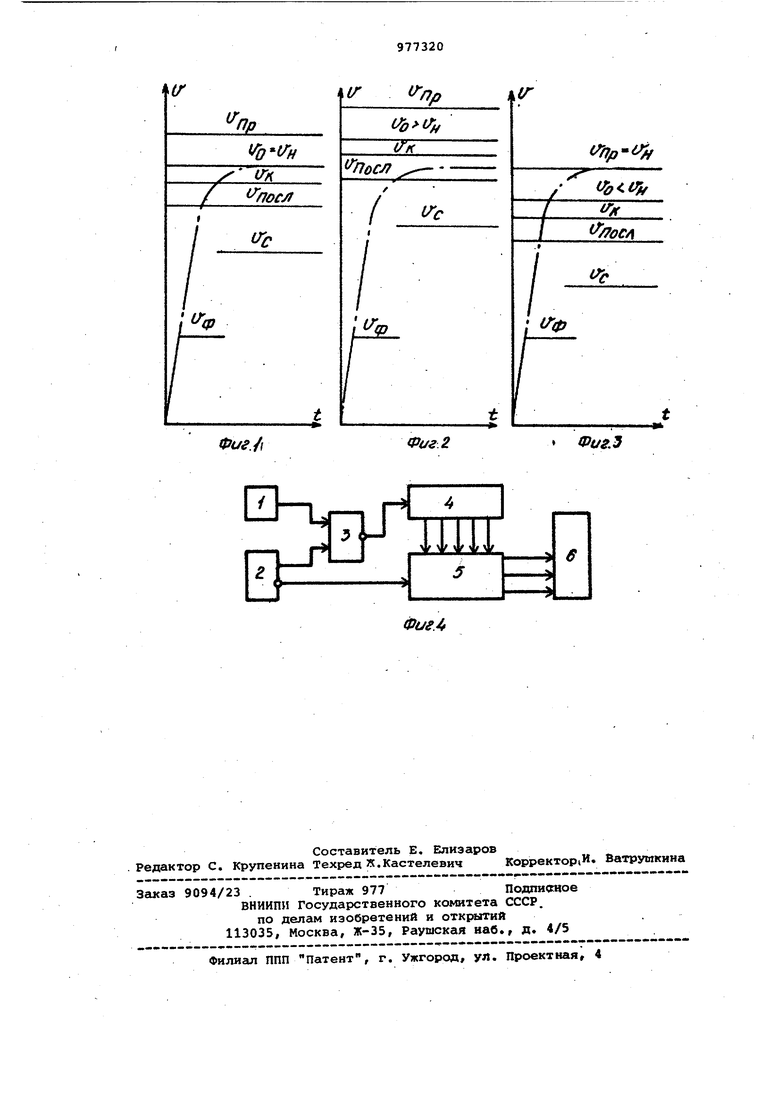
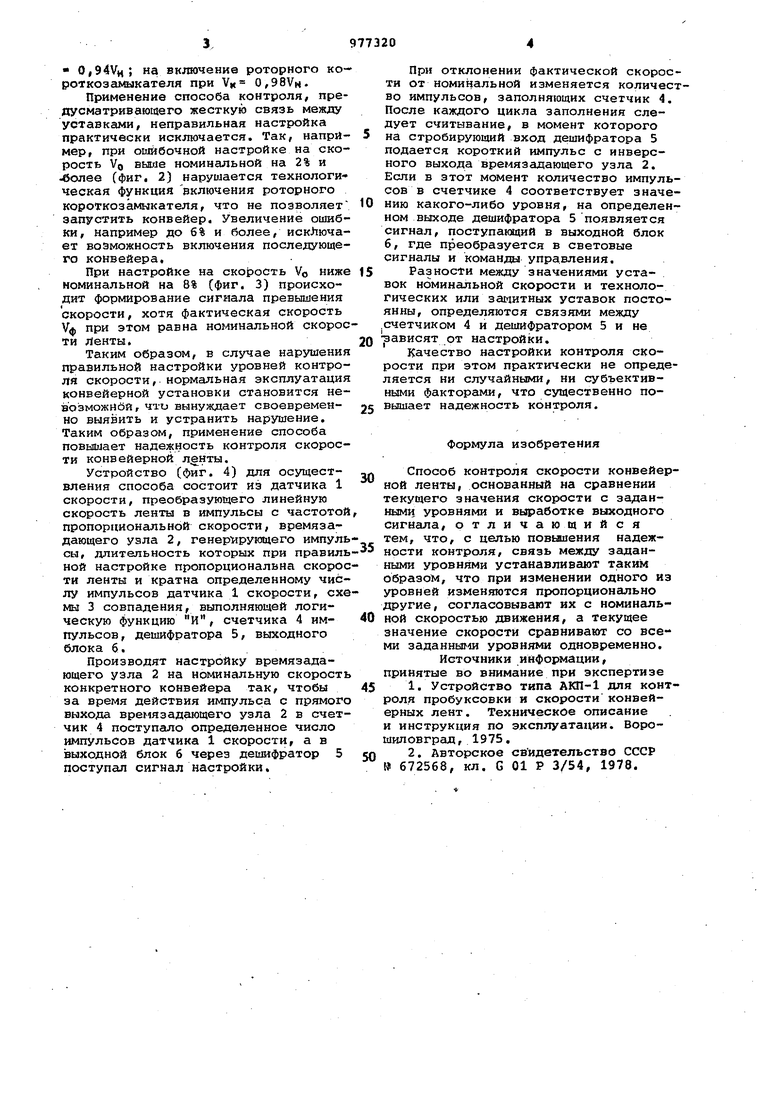
0,94Уц; на включение роторного ко- роткозамыкателя при VK 0,98Ум. Применение способа контроля, предусматривающего жесткую связь между уставками, неправильная настройка практически исключается. Так, например, при ошибочной настройке на скорость УО BHiuJe номинальной на 2% и олее (фиг. 2) нарушается технологическая функция включения роторного короткозамыкателя, что не позволяет запустить конвейер. Увеличение ошибки, например до 6% и более, искЛючает возможность включения последующего конвейера. При настройке на скорость Vo ниже номинальной на 8% (фиг. 3) происходит формирование сигнала превышения скорости, хотя фактическая скорость Уф при этом равна номинальной скорос ти Ленты. Таким образом, в случае нарушения правильной настройки уровней контроля скорости, нормальная эксплуатация конвейерной установки становится невозможйбй, чти вынуждает своевременно выявить и устранить нарушение. Таким образом, применение способа повыьлает надежность контроля скорости конвейерной . Устройство (фиг. 4) для осуществления способа состоит из датчика 1 скорости, преобразующего линейную скорость ленты в импульсы с частотой пропорциональной скорости, времязадающего узла 2, ге нервирующе го импуль сы, длительность которых при правиль ной настройке пропорциональна скорос ти ленты и кратна определенному числу импульсов датчика 1 скорости, схе мы 3 совпадения, выполняющей логическую функцию И, счетчика 4 импульсов, дешифратора 5, выходного блока 6. Производят настройку времязадающего узла 2 на номинальную скорость конкретного конвейера так, чтобы за время действия импульса с прямого выхода времязадающего узла 2 в счетчик 4 поступало определенное число импульсов датчика 1 скорости, а в зыходной блок б через дешифратор 5 поступал сигнал настройки. При отклонении фактической скорости от номинальной изменяется количество импульсов, заполняющих счетчик 4. После каждого цикла заполнения следует считывание, в момент которого на стробирующий вход дешифратора 5 подается короткий импульс с инверсного выхода времязадающего узла 2. Если в этот момент количество импульсов в счетчике 4 соответствует значению какого-либо уровня, на определенном выходе дешифратора 5 появляется сигнал, поступающий в выходной блок б, где преобразуется в световые сигналы и команды управления. Разности между значениями уставок номинальной скорости и технологических или защитных уставок постоянны, определяются связями между .счетчиком 4 и дешифратором 5 и не рависят от настройки. Качество настройки контроля скорости при этом практически не определяется ни случайными, ни субъективными факторами, что существенно повышает надежность контроля. Формула изобретения Способ контроля скорости конвейерной ленты, основанный на сравнении текущего значения скорости с заданными уровнями и выработке выходного сигнала, отличающийся тем, что, с целью повышения надежности контроля, связь между заданными уровнями устанавливают таким образом, что при изменении одного из 5Фовней изменяются пропорционально другие, согласовывают их с номингшьной скоростью движения, а текущее значение скорости сравнивают со всеми заданными уровнями одновременно. Источники информации, принятые во внимание при экспертизе 1.Устройство типа АКП-1 для контроля пробуксовки и скорости конвейерных лент. Техническое описание и инструкция по эксплуатации. Ворошиловград, 1975. 2.Авторское свидетельство СССР № 672568, кл. G 01 Р 3/54, 1978.
Фиг.
Фиг,
Фиг 2
М 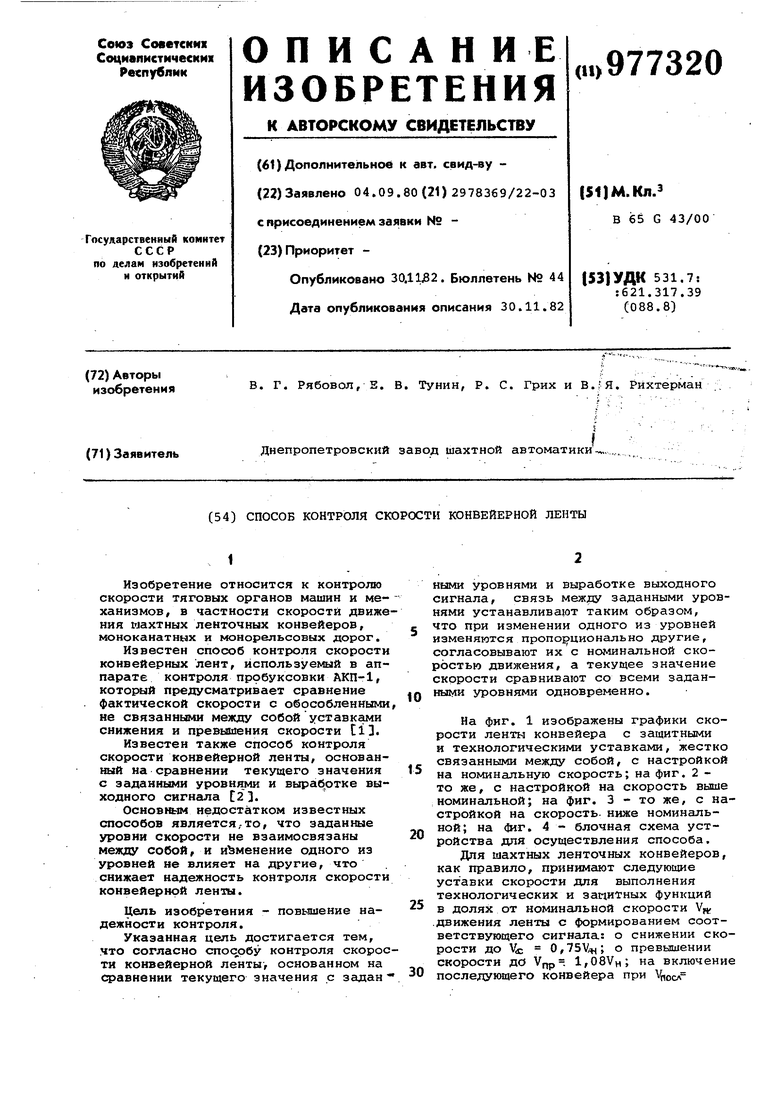
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля проскальзывания ленты конвейера | 1980 |
|
SU933576A1 |
| Способ весового непрерывногодОзиРОВАНия СыпучиХ МАТЕРиАлОВ | 1979 |
|
SU815516A1 |
| Устройство для контроля и учета работы добычного роторного экскаватора | 1983 |
|
SU1145089A1 |
| Конвейерные весы | 1980 |
|
SU879315A1 |
| Устройство для погрузки сыпучих материалов в железнодорожные транспортные средства | 1978 |
|
SU768735A1 |
| Устройство контроля обрыва и пробуксовки ленты конвейера | 1979 |
|
SU876538A1 |
| Устройство контроля грузонесущей способности ленточного конвейера | 1989 |
|
SU1680603A1 |
| Устройство для управления конвейерной линией | 1979 |
|
SU876525A1 |
| Способ запуска конвейера и устройство для его осуществления | 1988 |
|
SU1602823A1 |
| Устройство для дозированной загрузки по массе вагонов сыпучим грузом | 1983 |
|
SU1137326A1 |