1
Изобретение относится к контрольноизмерительной технике и может быть использовано в прокатном производстве при нарезании выходяшего из стана длинномеруного проката на штанги, в особенности при резке на неодинаковые. длины.
Известно устройство для измерения длины перемещаемого валками проката, содержащее два датчика наличия проката, размещенных на фиксированном расстоянии 2 один от другого на пути перемещения проката, тахогенератор, приводимый от, валков, перемещаюших прокат, корректор напряжения тахогенератора с управляющим входом, преобразователь напряже-, ния в частоту импульсов, счетчик длины проката и блок отсчета эталонной длины, блок определения величины коррекции, два датчика структурных неоднородностей проката, размещенных на базовом рас- 20 стоянии pj один от другого, и идентификатор неоднородности 1 ,
Недостаток устройства состоит в сложности реализации принципа корректирования (определения и идентификации неоднорояностей металла) в процессе прокатки. Кроме того, такое устройство обладает недостаточной точностью измерения, что связано с алгоритмом его работы, при котором вычисляется вся длина проката, т.е. отсутствует постоянная (базовая частЦ основного математического выражения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для измерения длины движущегося проката, содержащее первый датчик наличия проката, устанавливаемый по оси рабочих валков, второй датчик наличия проката, устанавливаемый на фиксированном расстоянии от первого датчика наличия проката, импульсный датчик перемещения, счетчик и блок вычисления длины 2 .
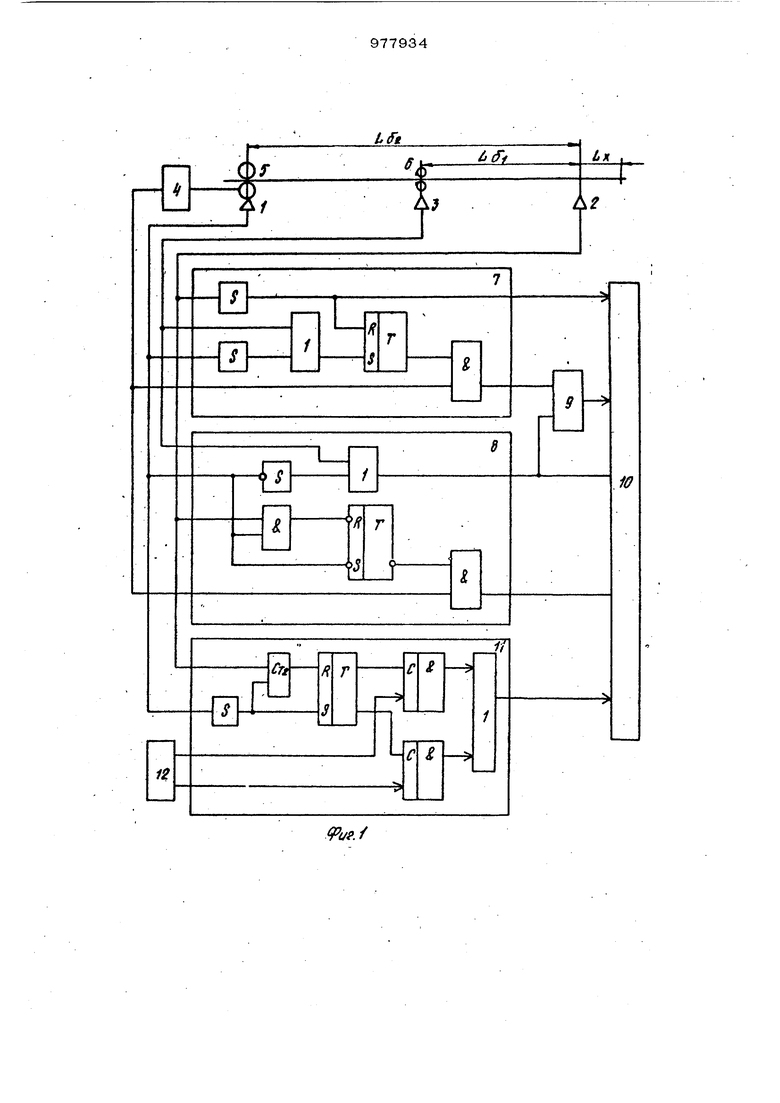
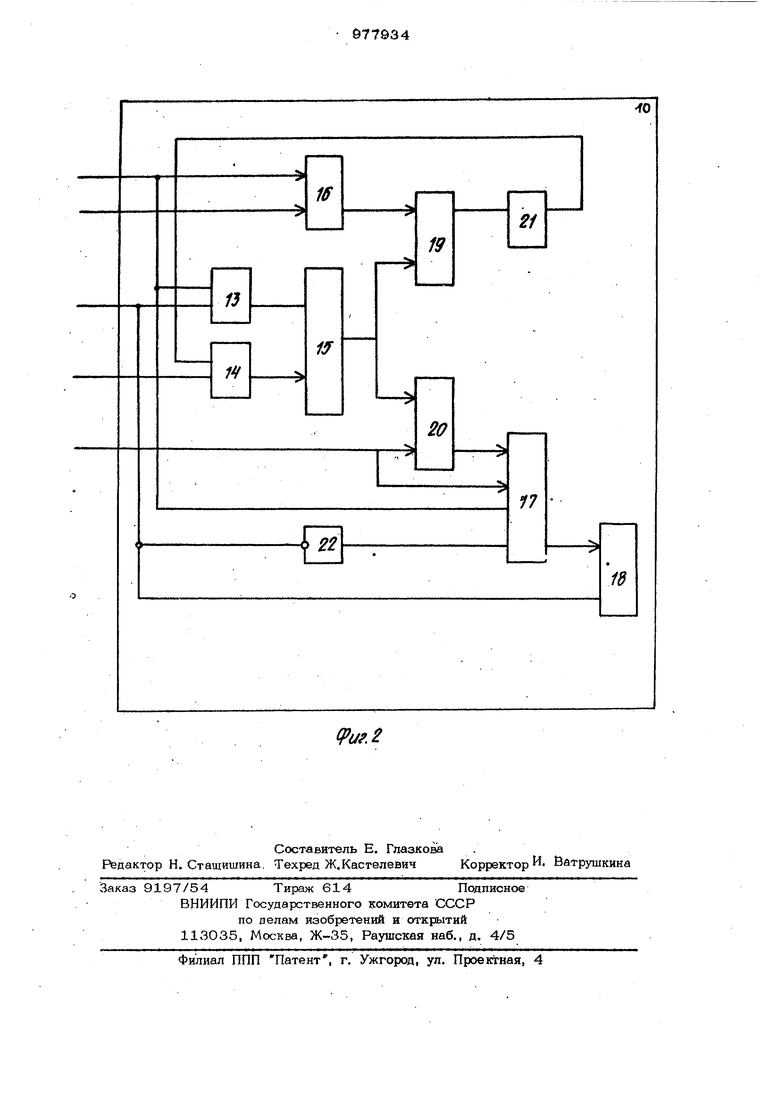
Недостатком устройства является невозможность точного измерения дл1Ш проката при его резке. Цель изобретения - повышение точности измерения при резке длинномерного проката. Поставленная цель достигается тем, что устройство снабжено датчиком импульсов реза, устанавливаемым между первым и вторым датчиками наличия проката, двумя селекторами, коммутатором и блоком уставок, первые входы селекторов и коммутатора объединены между собой и подключены к второму датчику наличия проката, вторые входы селекторов и коммутатора объединены между собой и подключень к первому датчику наличия проката, третьи входы селекто- , ров объединены между собой и подключе- ны к датчику импульсов реза, четвертые входы селекторов объединены между собой и с выходом импульсного датчика перемещения, третий и четвертый входы коммутатора соединены с выходами блока , уставок, группа выходов коммутатора сое динена- с второй группой информационных входов блока вычисления длины, группа выходов счетчика соединена с первой rpy пой информационных входов блока вычисления длины, его третий информационный вход и информационный вход счетчика соединены соответственно с вторыми выходами второго и первого селекторов, установочный вход блока вычисления длины соединен с первым выходом первого селектора, а сигнальный вход блока вычис(ления длины и установочный вход счетчика объединены между собой и соединены с первым выходом второго селектора. На фиг. 1 представлена блок-схема устройства; на фиг. 2 - схема блока вычисления длины. Устройство содержит датчики 1 и 2 наличия проката, датчик 3 импульсов реза и датчик 4 импульсов перемещения, связанный с рабочими валками 5. Датчик 1 установлен по оси валков 5, датчик 3 по оси режущего устройства 6, размещен ного на выходе стана, датчик 2 - на фик сированных расстоянияхL,, от датчика и от датчика 1 3 импульсов реза штанги). Входы всех датчиков (Ь(. 1 -.4 подключены к соответствующим входам селекторов 7 и 8. Первый выход селектора 7 через счетчик 9 соединен с первой группой информационных входов блока 10 вычисления длины. Вторая груп па входов блока 10 соединена с выходам коммутатора 11, а его третий информационный вход - с первым выходом селек тора 8. К третьему и четвертому входам коммутатора 11 jiofiKnipH H блок 12 уставок значений ЦсЛ и ЬсД, а его первый и второй входы соединены с датчиками 1 и 2. Сброс счетчика 9 и установка в состояние Запись блока Ю осуществляется по управляющему сигналу с соответствующего выхода селектора 8. Установка нуля в блоке 1О расчета осуществляется по сигналу с вторюго выхода селектора 7, Блок 1О вычисления длины содержит два элемента ИЛИ 13 и 14, распределитель 15 импульсов, регистр .6, счетчик 17, сумматор 18, два коммутатора 19 и 20, сигнальные входы кото рых подключены к разрядным выходам распределителя 15, управляющие входы одного из которых образуют группу входов блока, а другого - подклюкны к-выходурегистра 16,информационные входы которого образуют вторую группу входов блока. На третьем входе блока включен элемент ИЛИ 14, другой вход которого через элемент 21 задержки соединен с выходом коммутатора 19, а выход - с входом распределителя 15 импульсов, а также ждущий мультивибратор 22. Устройство работает следующим образом. В исходном состоянии датчики 1-3 выдают во внещние, цепи нулевые сигналы, с датчика 4 импульсы поступают на входы селекторов 7 и 8, которые запреипают их прохождение на свои выходы. Счетчик 9и узлы блока 1О нгходятся в исходном рулевом состоянии, на выходе коммутато.ра li присутствует код одного из значений базы L.cУ или . При появлении проката в зонах действия датчиков селектор 7 по сигналам с датчиков 1-3 пропускает на свой выход импульсы с датчика 4 соответственно во время прохождения передним концом проката базового участка L с/2 , после отрезания очередной штанги во время прохождения передним концом каждой последующей отрезаемой щтанги базового участка ЬсЛ) , а также формирует сигнал установки элементов 15-17 блока 10по каждому срабатыванию датчика 2. Селектор 8 по сигналам с датчиков 1 и 2 пропускает на свой выход импульсы с датчика 4 во время прохождения проката, начиная с момента фиксации его переднего -конца датчиком 2 и до момента срабатывания датчика 1 от его заднего конца. В момент выхода проката из валков 5 и по каждому сигналу с датчика 3 в селекторе 8 формируется сигнал на занесение информации в блок 10. Коммутатор 11 при вхождении переднего конца проката в валки 5 прокатной клети по сигналу с датчика 1 подключает на свои выходы код значения все время до момента срабатывании от пе..ркднего конца второй отрезаемой штанги датчика 2, по сигналу которого коммутатор 11 подключает на свои выходы код значения Ц с/:, . Одновременно при поступлении переднего кон,ца проката в валки 5 (по сигналу датчика 1) селектор 7 разрешает прохождение импульсов перемещения с датчика 4 на счетный вход счетчика 9 для регистрации числа импульсов. NcAjd) при прохождении передним концом проката расстояния, зафиксированного датчиками 1 и 2. В счетчике 9 производится вычитание и выходная информация NcAjd) в пополнительном коде (для данного примера реа лизации блока 10) подается на первую группу входов блок& 10. При фиксации переднего концапроката датчиком 2 селектор 7 запрешает прохождение импульсов датчика 4 на вход счетчкка 9, а селектор 8 разрешает их прохождение на третий информационный вход блока 1О. По сигналу с установочного выхода селектора 7 информация из счетчика 9 записывается в регистр 16 блока 10, в счетчике 17 устанавливается код значени Uc/Vj 1 в распределителе 15 подтверждается нулевое состояние. На управляющих входах коммутатора 20 присутствует код , а коммутатора 19 - код iVcfgd). При выходе переднего конца проката из зоны датчика 2 и до момента срабаты вания датчика 3 импульсов реза осуществ;1яется расчет сверхбазовой (L.) части длины проката Lx. по импульсам датчи ка 4, поступающим с выхода селектора 8 на входной элемент ИЛИ 14 блока Ю и распределитель 15. Значение :bx Nx - , в число-импульсном коде поступает с коМ мутатора 20 в счетчик 17, где суммируется с записанным .в нем ранее значен ем Lc/gi. В момент пореза по импульсу датчика 3 селектор 8 с выхода своего элемента ИЛИ вьщает сигнал на установку счетчика 9 в исходное состояние и перепись информации из счетчика 17 бло- ка 10 в сумматор 18. По концу перепис информации в су иматор 18 счетчик 17 устанавливается в нулевое состояние. 9 346 Таким образом, результат первого измерения фиксируется в виде значения, которое на величину ( превышает длину , первой штанги, равную (L.c,+ Lx ). После порезкн (срабатывания датчика), пока передний конец второй штанги перемешается от датчика 3 до датчи ка 2, в блоке 10 вычисляется значение остаточной длины ( € ост ) Я.1Я второй штанги согласно выражению ОСт(2 NOOT-JT-A. (Я гдеМост) - число импульсов, поступившее при этом перемещении через селектор 8 на третий информационный вход блока 10, в комкдутаторы которого еще после вычисления длины первой штанги занесены коды 1. и М 11). Затем при срабатывании датчика 1 от заднего конца этой штанги и при недо:Стижении ее передним концом датчика 2 полученное значение ост) записывает ся в счетчик 17. В случае, если при срабатывании датчика 2 от переднего конца второй штанги ее задн котец не выходит из валков 5, значение С брасывается и в счетчик 17 заносится значение Lc . По сигналу датчика 2 коммутатор 11 подключает на свой выход код UcA, селектор 7 формирует сигнал на установочный вход блока 10 по которому осуществляется запись величины No, (2) из счетчика 9 в регистр 16, а в счетчике 17 устанавливается значение Цс/1, . Далее расчет длины второй штанги осуществляется по сверхбазовой их„ согласно выражению .42, Lx Nx где- NX2 - число импульсов датчика 4, поступившее на распределитель 15 при выходе переднего конца второй штанги из зоны датчика 2 ,иёго перемещении до срабатывания датчика 3 импульсов реза; Ntrtj (2.) - число импульсов, подсчитанное счетчиком 9 при прохождении передним концом второй штанги участка Ь d. После второго пореза в счетчике 17 блока 1О зафиксируется все значение длины второй штанги С LcA,+ UXn i которое поступает в сумматор 18, где оно суммируется с результатом предьщушего измерения. Таким образом, вычисление BOCT() jio каждой последующей щтанге производится после очередной порезки проката с , использованием результатов измерения предьщущей штанги. При (-берется -масштабный коэффициент ) Для последней д -ой штанги (если при ее выходе из валков 5,она не достигнет передним концом датчика 2) в сумматор 18 заносится только (п), поскольку вторая составляющая ее длины (,Ц) уже была учтена при фиксации результата измерения первой штанги, когда Lx было просуммировано со значением . Процесс измерения всей длины штуки проката заканчивается в момент фиксации датчиком 1 ее заднего конца, при этом в сумматоре IS получается итоговвый результат всех измерений. При вычислении Ux для каждой заготовки учитывается изменение величины обжатия путем рдхределения масштабного коэффициента- для первой штанги на участке, зафиксированном датчиками 1 и 2, а для каждой последующей - датчиками 3 и 2. Таким образом, измерение длины про швогится с повышенной точностью определения масштабного коэффициента для .каждой штанги, а так;ке учета {при опре делении полной длины) постоянных значений Uc/ и (измеренных с большой точностью) и вычисления только части длины каждой штанги проката (сверхбазо вой длины). Экономический эффект от внедрения устройства составляет 80 тыс. руб. в го Формула изобретения Устройство для измерения длины движущегося проката, содержащее первый датчик наличия проката, устанавливаемый по оси рабочих валков, второй датчик наличия проката, устанавливаемый на фиксированном расс оянии от первого датчика наличия проката, импульсный датчик перемещения, счетчик и блок вычисления длины отличающееся тем, что, с целью ьовьш1ения точности измерения при резке длинномерного проката, оно снабжено датчиком импулЕ сов реза, устанавливаемым между первым и вторым датчиком наличия проката, двумя селекторами, коммутатором и блоком уставок, первые входы селекторов и коммутатора объединены между собой и подключены к второму датчику наличия проката, вторые йходы селекторов и коммутатора объединены между собой и подключены к первому датчику наличия проката, третьи входы селекторов объединены между собой и подключены к датчику импульсов реза, четвертые входы селекторов объединены между собой и с выходом импульсногодатчика перемещения, третий и четвертый входы KOMMjn-aTopa соединены с выходами блока уставок, группа выходов коммутатора соединена с второй группой информационных входов блока вычисления длины, группа выходов счетчика соединена с первой группой информационных входов блока вычисления длины, его третий информационный вход и информационный вход счетчика соединены соответственно с вторыми выходами второго и первого селекторов, установочный вход блока вычисления соединен с первым выходом первого Селектора, а сигнальный вход блока вычисления длины и установочный вход счетчигка объединены между собой и соединены с первым выходом второго селектора. Источники информации, принятые во внимание при Э1кспертизе 1.Авторское свидетельство СССР № 662793, кл. С, 01 8 7/04, 1974. 2,Заявка Японии № 45-32506, кл. 106 D О, 197О (прототип).
Uf. /
fPu.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИЗМЕРЕНИЯ ДЛИНЫ | 1998 |
|
RU2148789C1 |
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Устройство для определения длины и теоретической массы проката | 1982 |
|
SU1045971A1 |
| Устройство для измерения длины перемещаемого валками проката | 1974 |
|
SU662793A1 |
| Устройство для счета метража и определения теоретической массы проката | 1981 |
|
SU955096A1 |
| Устройство для измерения длины заготовок проката | 1980 |
|
SU932203A1 |
| Устройство для согласования положения движущейся полосы и вращающихся ножей летучих ножниц | 1984 |
|
SU1217513A1 |
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
| Способ остановки проката на заданной координате при порезке на мерные длины и устройство для его осуществления | 1987 |
|
SU1523268A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |