третьей и Четвертой схем ИЛИ, выход четвертой схемы ИЛИ подсоединен к второму входу первого триггера, управляющий вход блока коммутации под соединен к прямому выходу первого триггера, выход второго триггера соединен с вторым входом первой схемы И, выход которой через преобразователь код - аналог и блок коммутации соединен с блоком управления электроприводом задающих роликов, выход второго преобразователя угла поворота задающего ролика в последовательность импульсов соединен с вторыми входами четвертой и пятой схем И, выход второй схемы И соединен с
Изобретение относится к автоматизации прокатного производства и может быть использовано на прокат- , ных станах с порезкой проката на ходу, а также на агрегатах резки и отделки листового проката.
Целью изобретения является повышение производительности ножниц.
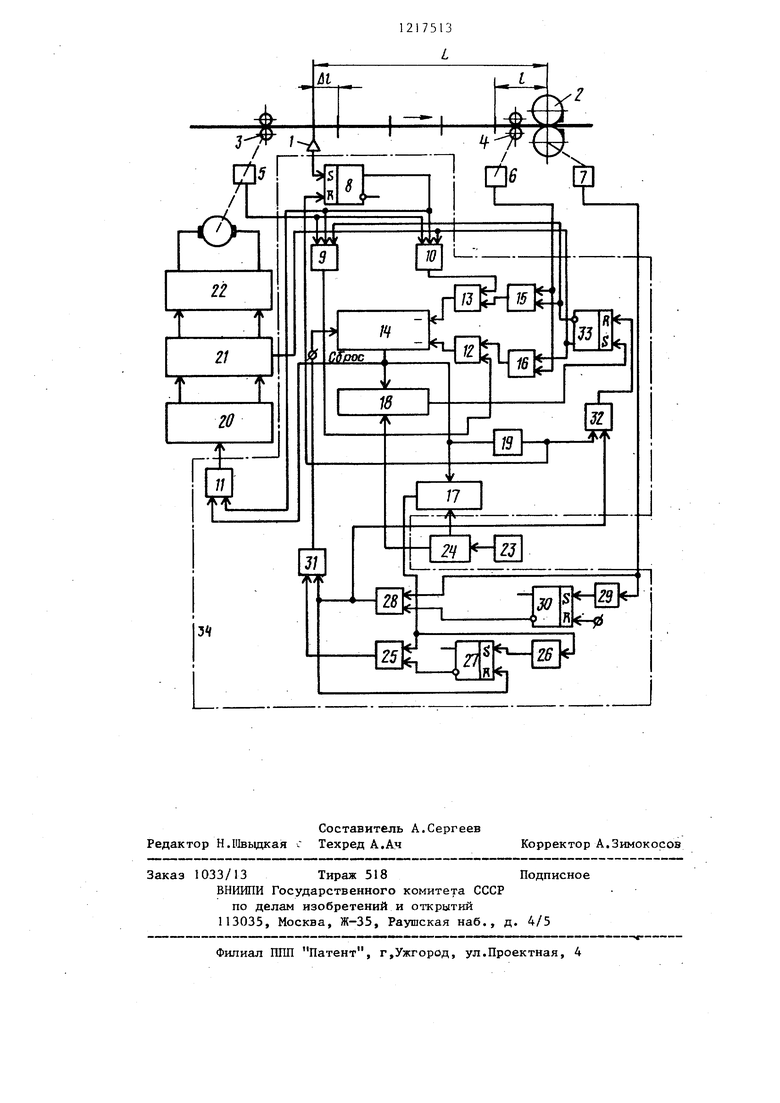
На чертеже представлена функциональная схема предложенного устрой- ства.
Устройство содержит датчик 1 , 15€аличия полосы, ус танов ленный перед летучими 2 ножницами на фиксированно расстоянии L от линии реза. С задаю- щими роликами 3 и 4 кинематически связаны преобразователи 5 и 6 углов поворота задающих роликов в последовательность импульсов. С валом летучих ножниц кинематически соединен датчик 7 реза, вьщающий в схему им- пульс в момент схода вращающихся ножей при каждом резе.
Выход датчика 1 полосы подсоединен к входам триггера 8, выход кото- рого соединен с входами схем И 9, 10 и 11. Выходы схем И 9 и 10 соединены с входами схем ИЛИ 12 и 13 соответственно, выходы которых подсоединены к иинам сложения (+) и вычи- тания (- реверсивного счетчика 14. Выход преобразователя угла поворота, задающего ролика 3 соединен с входами схемы И 9 и 10, выход преобразо- .вателя 6 угла поворота задающего
217513
входом второй схемы ИЛИ, выход третьей схемы И соединен с входом первой схемы ШШ, выход реверсивного счетчи соединен с входом схемы контроля х нуля реверсивного счетчика, выход которой соединен с входом четвертой схемы ИЛИ, задатчик длины отрезаемого лиcta соединен с входом блока вычисления уставок, выход четвертого триггера соединен с вторым входом седьмой схемы И, выход шестой схемы И соединен с входом 11 третьей схемы ИЛИ, выход блока вычисления уставок соединен с вторым входом второй схемы сравнения t
ролика 4 подсоединен к входам схем И 15 и 16, выходы которых соединены с входами схем ИЛИ 12 и 13.
Выход реверсивного счетчика 14 соединен с входами схем 17 и 18 сравнения, схемы 19 контроля нуля счетчика и входом схемы И 1 1, к выходу которой подсоединен, преобразователь 20 код - аналог. Выходы преобразователя 20 КОД - аналог через блок 21 коммутации .подсоединен к блоку 22 управления; электроприводом задающих роликов 3.
Выход задатчика 23 длины отрезаемого листа подсоединен к входу блока 24 вычисления уставок, первый выход которого соединен с входом схемы 17 сравнения, а второй - с входом схемы 18 сравнения. Выход схемы 17 сравнения соединен с входом схемы И 25 и через схему 26 задержки,- с входом триггера 27, выходы которого подсоединены к второму входу 25 схемы И.
Выход датчика 7 реза подсоединен к входу схемы И 28 и через схему задержки 29. - к входу триггера 30, выход которого соединен с вторым входом схемы И 28, выход схемы И 25 подсоединен к входу схемы ИЛИ 31, вы- ,ход которой связан с шиной Сброс реверсивного счетчика 14. Выход схемы И 28 подсоединен к второму входу схемы ШШ 32., второй вход которой соединен с выходом схемы 19 контроля нуля реверсивного счетчика 14. Выход схемы ИЛИ 32 подсоединен к первому входу триггера 33, второй вход которого соединен с выходом схемы 8 сравнения. Первый выход триггера 33 подсоединен к входам схемы И 9 и 15. второй - к входам.схемы И 10 и 16, а также к управляющему входу блока 21 коммутации.
Реверсивный счетчик 14,схемы 17 и 18 сравнения, триггеры 8, 27, 30 и 33, схемы И9, 10, 11, 15, 16, 25, 28, схемы ИЛИ 12, 13, 31 и 32, схемы 26 и 29 задержки и схемы 19 контроля нуля счетчика 14 образуют
блок 34 определения рассогласования положения переднего конца полосы и вращающихся ножей летучих ножниц 2.
Устройство работает следующим образом.
Перед началом порезки полосы с помощью задатчика 23 длины отрезаемого листа в устройство вводится значение длины листа , которое постут пает в блок 24 вычисления уставок, в котором рассчитьшается величина i Е начального рассогласования положения переднего конца полосы и вращающихся ножей летучих ножниц 2 по формуле
42 L - п- I,
где п - целое число, равное количест ву мерных длин, укладывающихся на длине L, Значение Д 2 поступает на вход схемы 17 сравнения, В блоке 24 рассчитьшается также величина
Л г
которая поступает на вход схемы 18 сравнения.
После ввода в систему значения I с помощью кнопки Сброс (не показана) триггер 30 устанавливается в состояние О, на его инверсном выходе при этом появляется сигнал, который поступает на вход схемы И 28.
При вращении барабана летучих ножниц 2 в момент схода вращающихся ножей (т.е. прохождения ими линии реза на выходе датчика 7 реза появляется сигнал, который проходит через схему К 28 и схему ИЛИ 31 на шину Сброс реверсивного счетчика 14. Одновременно триггеры 27 и 33 устанавливаются в состояние О. С инверсного выхода триггера 27 сигнал поступает на выход схемы И 24.
1751-34
С инверсного выхода триггера 33 сиг- нал поступает на вход схемы И 15, и импульсы преобразователя 6 угла поворота задающего ролика 4 начинают 5 поступать на шину сложения реверсивного счетчика 14. Через время, определяемое схемой 29 задержки, триггер 30 перебрасьшается в состояние 1, и сигнал на инверсном выходе триг10 гера пропадает. В тот момент, когда в счетчик 14 вписьшается число, равное начальному рассогласованию, на выходе схемы сравнения появляется сигнал, который проходит через схеt5 му И 25 и схему ИЛИ 31 на шину
Сброс. Счетчик 14 сбрасьгеается и о вновь начинает подсчитъ1вать импульсы преобразователя 6, продолжающие поступать через схему И 15 на
0
шину сложения счетчика.
При поступлении в счетчик 14 числа импульсов, равного значению
I ---, на выходе схемы сравнения 18
5 появляется сигнал, и триггер 33 перебрасывается в состояние 1. Импульсы преобразователя 6 начинают поступать на шину вычитания счетчика 14, уменьшая записанное в нем число
до нуля. В тот момент, когда в счетчике 14 оказывается нуль, на выходе схемы I9 контроля нуля счетчика 14 появляется сигнал, и триггер 33 вновь устанавливается в состояние О.
Импульсы преобразователя 6 вновь начинают поступать на шину сложения счетчика 14. Далее цикл работы уст- ромства повторяется. Таким образом, ,;при вращении барабана ножниц 2 число в счетчике 14 непрерьгоно изменяЕ
ется от нуля до значения -г- и обратно по треугольному графику. Число в счетчике 14 равно рассогласова нию положения вращающихся ножниц и переднего конца полосы в момент фиксации его датчиком 1 полосы.
Так как Гпри отсутствии полосы) триггер 8 находится в состоянии О
0 и на его выходе сигнал отсутствует число, записанное в счетчике 14, не поступает на вход преобразователя 20 код - аналог. Напряжение на выходе последнего равно нулю, при этом.
линейная скорость задающих роликов 3 поддерживается тахометрической схемой, равной линейной скорости роликов 3 ножниц.
0
512
После задачи полосы в агрегат в момент фиксации ее переднего конца датчиком 1 наличия полосы на выходе последнего появляется сигнал и триГ гер 8 перебрасьшается в состоя- ние 1. На прямом выходе триггера 8 появляется сигнал, который поступает на входы схем И 9, 10 и 11.
Допустим, что в момент переброса триггера 8 триггер 33 находится в состоянии О, а вход преобразователя 6 через схемы И и ИЛИ 15 и 13 соответственно подключен к шине сложения счетчика 14. Это означает, что ножи ножниц опережают полосу на ве- личину, записанную в счетчике 14,, и что для согласования положения переднего конца полосы и вращающихся ножей, т.е. для получения первого мерного реза, полосу нужно ускорить. Число, записанное в счетчике 14, через схему И 11 подается на вход преобразователя 20 код - аналог, выход- ное напряжение которого пропорционально числу, записанному в счетчике 14. Это напряжение через блок 21 коммутации 21 подается в блок 22 управления электроприводом задающих роликов 3. На управляющем входе блока 21 коммутации, подсоединенном к прямому выходу триггера 33, сигнал отсутствует. Блок 21 коммутации рассчитан таким образом, что при отсутствии сигнала на его управляющем входе полярность его выходного сигнала такова, что двигатель задающих роликов 8 начинает увеличивать скорость.
После переброса триггера 8 импульсы с выхода преобразователя 5 начи- иают поступать через схемы И и ИЛИ 9 и 12 соответственно на шину вычитания реверсивного счетчика 14. Начинается отработка рассогласования положения полосы и вращающихся но- жей. Число в счетчике 14 начинает уменьшаться. В тот момент, когда в счетчике 14 оказывается нуль, поло13 6
жение переднего конца полосы полностью синхронизировано с положением ножей. На выходе схемы 19 контроля нуля при этом появляется сигнал, и триггер 8 возвращается в состояние о. Сигнал на выходе триггера 8 пропадает, и преобразователь 20 код - аналог отключается от счетчика 14. Напряжение на выходе преобразователя 20 и блока 21 коммутации становится равным нулю, и далее устройство поддерживает линейную скорость полосы, равной линейной скорости ножей ножниц.
Если в момент переброса триггера 8 при фиксации переднего конца полосы датчиком 1 триггер 33 находится в состоянии 1, а выход преобразователя 6 через схемы И и ИЛИ 16 и 12 соответственно подсоединен к шине вычитания счетчика 14, это означает, что ножи летучих ножниц отстают от полосы на величину, записанную в счетчике 14.
В этом случае выход преобразователя 5 через схемы И 10 и ИЛИ 13 подсоединяется к шине сложения счетчика 14. Так как на управляющем входе блока 21 коммутации имеется сигнал, полярность его выходного сигнала такова, что электропривод задающих роликов 3 начинает уменьшать свою скорость. Происходит отработка рассогласования положения переднего конца движущейся полосы и вращающийся ножей. После отработки рассогласования устройство переключается в режим синхронизации линейной скорос- .ти полосы и вращающихся ножей.
Таким образом, в предлагаемом устройстве в любом случае максимальная величина рассогласования положения движущейся полосы и вращающихся ножей летучих ножниц не превышает
Е
значения что обеспечивает увеличение быстродействия устройства.
1217513 L
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство автоматического мерного реза переднего конца полосы | 1971 |
|
SU441117A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство автоматического управления механизмом пропуска реза двухбарабанных летучих ножниц | 1976 |
|
SU859061A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
Составитель А.Сергеев Редактор Н.иЬыдкая : Техред А.Ач
1033/13 Тираж 518
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корр Подп
Филиал ГШП Патент, г,Ужгород, ул.Проектная, 4
Корректор А.Зимокосов Подписное
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU155385A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
