Изобретение относится к исследова нию прочностных свойств материалов и соединений, а именно к способам опре деления пластичности листового материала в зоне сварного соединения. Известен способ определения пластичности листового материала в зоне сварного соединения, заключающийся в том, что материал нагружают до разрушения выдавливанием его круглой заготовки в матрице. В известном способе выдавливание осуществляют методом гидравлического деформирования, при этом деформированию подвергают сразу всю заготовку l. Недостатком известного способа является низкая точность определения пластичности заготовок, предназначенных для штамповки повторной вытяж кой или обкатки роликами, поскольку в известном способе разрушения достигают за одно нагружение, что не соответствует условиям нагружения при повторной вытяжке и обкатке роликами . Цель изобретения - повышение точности определения пластичности заготовок, предназначенных для штамповки повторной вытяжкой или обкатки роликами. Указанная цель достигается тем, что согласно способу определения плас тичности листового материала в зоне сварного соединения, заключающемуся в том, что материал нагружают до разрушения выдавливанием его круглой заготовки в матрице, выдавливание осуществляют локальным деформированием заготовки вдоль многозаходной винтовой линии с перекрытием соседних зон. . локального деформирования, чередуют выдавливание заготовки с ее выпрямлением, а о пластичности материала судят по количеству циклов выдавливание-выпрямление.
397
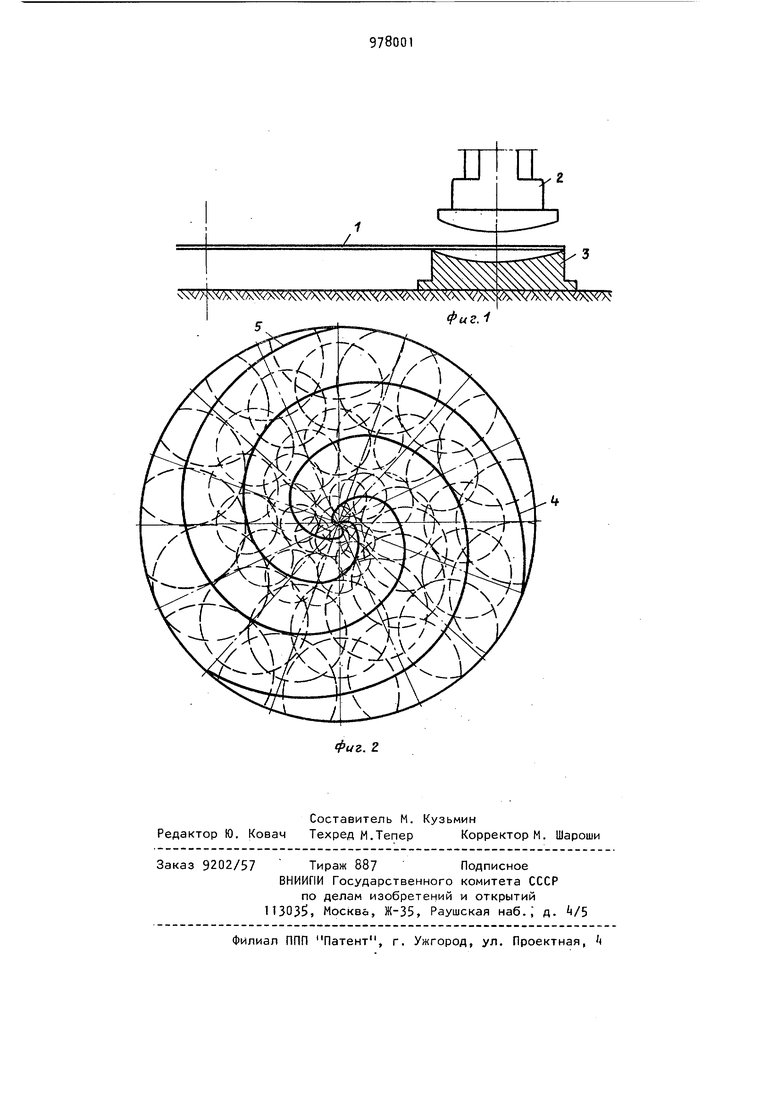
На фиг. I изображена схема нагружения при локальном деформировании; на фиг. 2 - образец, вид сверху.
Способ осуществляется следующим образом.
Круглую заготовку 1 листового материала, содержащую сварной шов (не показан, подвергают штамповке пуансоном 2 в матрице 3- Штамповку осуществляют выдавливанием путем локаль ного деформирования заготовки вдоль многозаходной винтовой линии с перекрытием соседних зон локального деформирования .
Для этого край заготовки подводят под штамп и локально деформируют заготовку. След пуансона 2 при этом изображен на фиг. 2 пунктирной линией. Затем заготовху подводят под пуансон другим участком, перекрывающим след предыдущего локального деформирования, и вновь локально ее деформируют. Далее повторяют локальное деформирование вдоль винтовой линии , изображенной на фиг. 2. Затем локальное деформирование вновь начинают с края заготовки на участке, не подвергнутом локальной штамповке по винтовой линии k, и продолжают локальную штамповку по винтовой линии 5- Выдавливание осуществляют до тех пор, пока локальной шт повке не будет подвергнута вся заготовка. На фиг. 2 например, сплошной линией показана трехзаходная винтовая линия, вдоль которой осуществляют локальную штамповку с перекрытием зон локального деформирования. После того, как вся заготовка подвергнута выдавливаниюлокальным деформированием, ее выпрямляют и вновь подвергают выдавливанию локальным деформированием. Повторное выдавливание до разрушения осуществляют либо со стороны исходного нагружения заготовки либо поочередно с противоположных сторон. По количеству циклов выдавливание-выпрямление до разрушения судят о пластичности материала.
Изобретение позволяет повысить точность определения пластичности заготовок, предназначенных для штамповки повторной вытяжной или обкатки роликами, за счет учета реальных условий нагружений материала.
Формула изобретения
Способ определения пластичности листового материала в зоне сварного соединения, заключающийся в том, что материал нагружают до разрушени выдавливанием его круглой заготовки в матрице, отличающийся тем, что, с целью повышения точности определения пластичности заготовок, предназначенных для штамповки повторной вытяжкой или обкатки роликами, выдавливание осуществляют локальным деформированием заготовки вдоль многозаходной винтовой линии с перекрытием соседних зон локального деформирования, чередуют выдавливание заготовки с ее выпрямлением, а о пластичности материала судят по количеству циклов выдавливание - выпрямление.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 1.698А9, кл. G 01 N З/ЗЗ, 19б5 (прототип).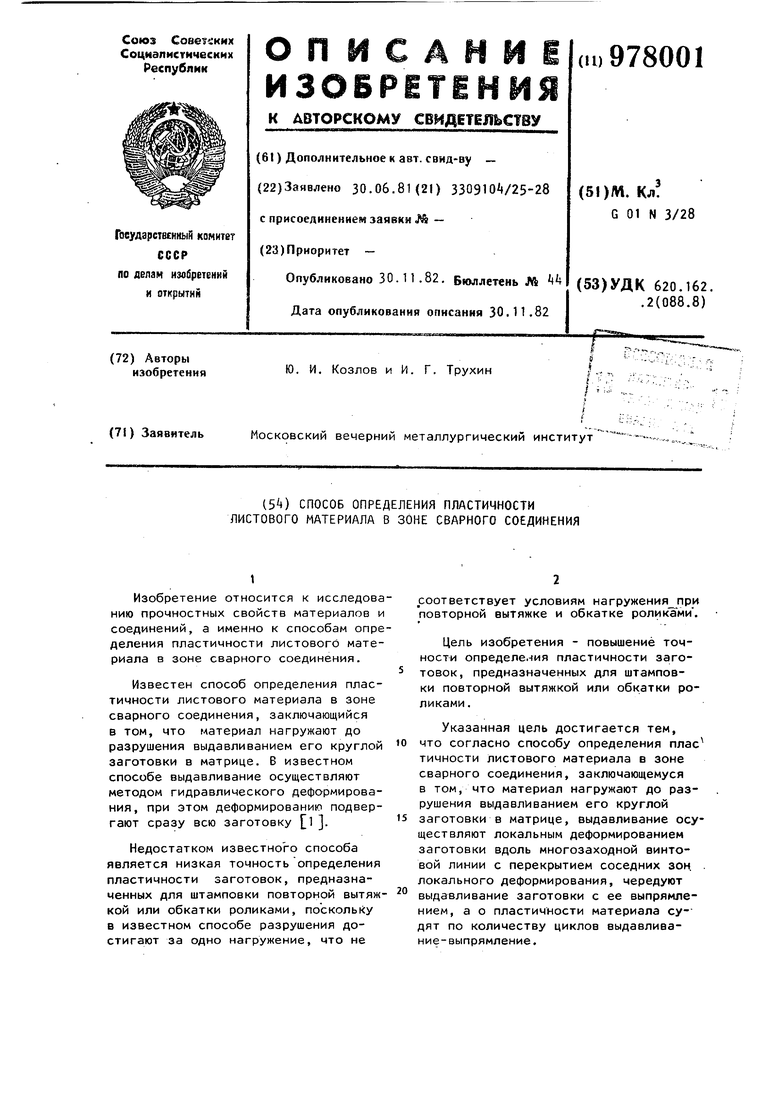
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2134872C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СФЕРИЧЕСКОЙ ФОРМЫ | 1997 |
|
RU2124413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2336966C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |