Известны машины для прикрепления низа обуви гвоздями.
Описываемая машина, в отличие от известных, снабжена механизмом для изготовления гвоздей различной длины в соответствии с толщиной скрепляемых деталей. Этот механизм выполнен в виде матриц для образования головки и заострения конца и регулируемого упора, смонтированного на подпружиненной наковальне и взаимодействуюш.его со штоком, связанным посредством рычага с зубчатой рейкой с роликами, подающими проволоку для изготовления гвоздей.
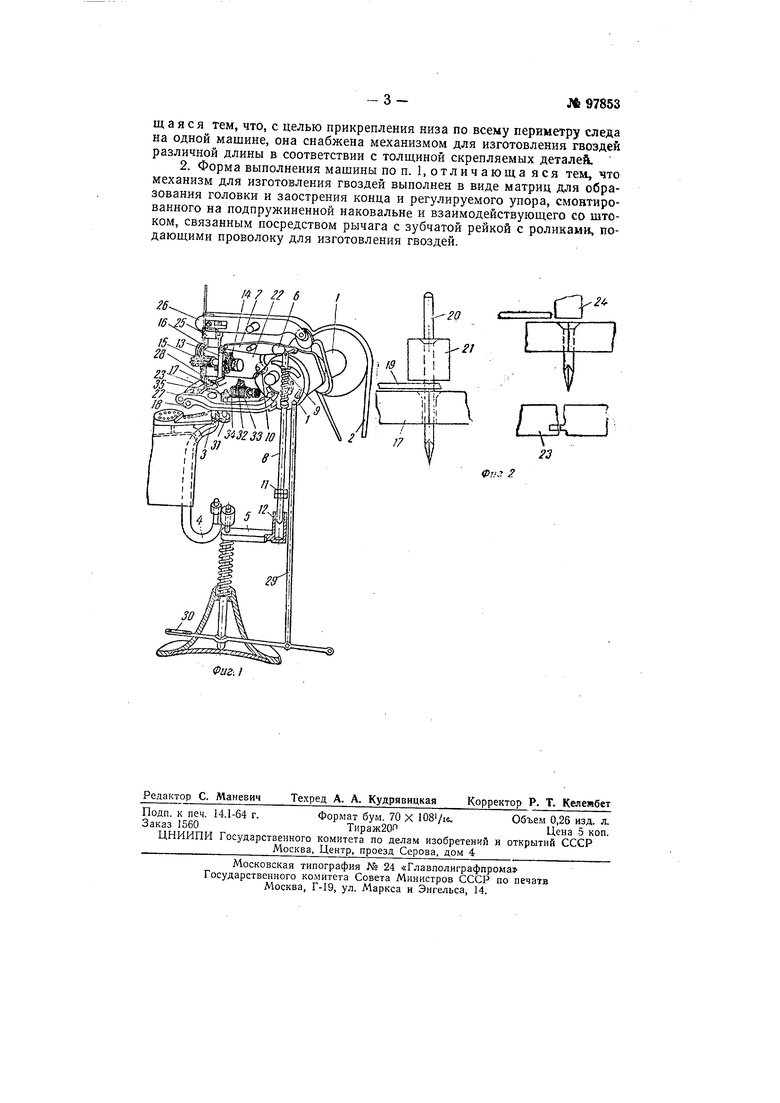
На фиг. 1 схематически изображен общий вид машины; на фиг. 2 - схема изготовления гвоздя.
Привод всех механизмов машины осуществляется от блока / кулачков, приводимого во вращение от электродвигателя через редуктор посредством ременной передачи 2.
Между втулкой 3 и упорным рычагом 4 с наковальней зажимается скрепляемый участок низа обуви; размер, соответствующий толщине низа обуви устанавливается рычагом 5.
При вращении блока У кулачков ролик 6 рычага 7, который соединен одним концом с подпружиненным, штоком 8, с пружиной 9, опускается в выемку 10, а шток 8 перемещается до упора регулировочной головки // во втулку 2, укрепленную на рычаге 5; при перемещении регулировочной головки Л вверх длина загибающейся части гвоздя увеличивается, а при перемещении вниз - уменьшается.
Другой конец рычага 7 при опускании штока 8 отходит вверх и увлекает присоединенную к нему зубчатую рейку 13 кинематически взаимодействующую с храповым колесом М, которое свободно вращается на валике ведущей шестерни 15 при движении рейки 13 вверх. При движении рейки 13 вниз храповое колесо 14 сцепляется с валиком шестерни 15 и поворачивает ее на, заданный угол.
Шестерня 15 находится в зацеплении с шестерней ролика 16 и пово№ 97853- 2 - .
рачивает последнюю на ту же величину, а вместе с этим будет подана на необходимую длину и проволока для изготовления гвоздя, которая прижимается к рифленому пазу ролика 16 ведомым роликом (не показанном на схеме), снабженным соответствующим пазом.
Матрицы 17 механизма для изготовления гвоздей получают движение в горизонтальной плоскости от главного вала машины через рычаги 18, качающиеся от воздействия на них соответствующих кулачков блока 1. Матрицы 17 зажимают конец проволоки и подают его под отрезающий нож 19, затем под молотковый механизм для образования головки гвоздя и после этого под молотковый механизм для забивания гвоздя.
Под действием пружины (на схеме не показана) отрезающий нож 19 подходит вплотную к проволоке 20, между матрицами 17 и направляющей втулкой 21. Затем при движении ползуна 22, приводимого в движение в горизонтальной плоскости от блока 1 кулачков и соединенного с втулкой 21, отмеренный конец проволоки отрезается ножом 19. При этом ползун 22, посредством направляющей втулки 21 перемещает проволоку к кусачкам 23 для образования заострения.
Молоток 24, закрепленный на основании 25, установленном в ползуне 22, перемещается к матрицам 17, после чего направляется вниз рычагом 26, который соверщает качательное движение от блока / кулачков.
При движении молотка 24 вниз, последний формует голозку гвоздя у отрезанной заготовки проволоки, зажатой между матрицами 17. В это время два рычага 27 под .воздействием соответствующих кулачков блока / обеспечивают горизонтальное движение кусачек 23 для заострения конца проволоки для следующего гвоздя, после чего кусачки разжимаются пружинами (на схеме не показаны).
При дальнейшем движении ползуна 22 вместе с ним перемещается основание 25, а молоток 24 занимает положение над матрицами 17. В это время матрицы 17 под действием пружины разжимаются и готовый гвоздь проходит во втулку 3, соприкасающуюся с низом обуви. Молоток 24 через основание 25 от рычага 26 получает вертикальное движение вниз и забивает гвоздь, который проходит через скрепляемый низ обуви и, попадая на наковальню рога-упора 4, загибается на внутренней стороне стельки.
В момент забивания гвоздя рычаги 27 повторно сжимают кусачки 23, которые посредством соответствующих выступов и паза производят операцию отсекания заусениц у отформованного лезвия на верхнем конце проволоки для следующего гвоздя. Перемещение отформованного конца проволоки к кусачкам для снятия заусениц производится ползуном 22.
Механизм отжатия упорного рычага 4 работает от тяги 29, соединенной с педалью 30 и перемещаемой в вертикальном направлении от блока / кулачков.
Ролик 31, периодически поворачиваясь на определенный угол, продвигает край низа обуви-на заданный щаг, причем его продви кение происходит в момент отжатия упорного рычага 4. При этом вращение ролика 31 осуществляется следующим образом.
С помощью рычага (на чертеже не показан), связанного с блоком / кулачков, рейка 32 перемещается в горизонтальном направлении и, находясь в зацеплении с щестерней 33, взаимодействующей с храповым колесом,, вращает вал, на котором насажена ведущая щестерня 34. Последняя, находясь в зацеплении с щестерней 35, передает вращение ролику 31.
Предмет изобретения
1. Мащина для прикрепления низа обуви гвоздями, включающая в себя механизмы для подачи обуви и забивания гвоздей, отличающ a я с я тем, что, с целью прикрепления низа по всему периметру следа на одной машине, она снабжена механизмом для изготовления гвоздей различной длины в соответствии с толщиной скрепляемых деталей.
2. Форма выполнения машины по п. 1, отл и ч ающа я ся тем, что механизм для изготовления гвоздей выполнен в виде матриц для образования головки и заострения конца и регулируемого упора, смонтированного на подпружиненной наковальне и взаимодействующего со штоком, связанным посредством рычага с зубчатой рейкой с роликами, подающими проволоку для изготовления гвоздей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для подшивки валенок и т.п. обуви на колодке цепным тамбурным швом | 1944 |
|
SU65391A1 |
| Машина для крепления деталей низа обуви на заготовку верха | 1982 |
|
SU1094605A1 |
| Пресс-форма для обрезинивания низа валяной обуви методом горячей вулканизации | 1960 |
|
SU136036A1 |
| Машина для крепления деталей низа обуви по контуру, например ранта | 1987 |
|
SU1477371A1 |
| СКОБОЧНЫЙ АППАРАТ К ЗАТЯЖНО-СКОБОЧНОЙ МАШИНЕ ДЛЯ ГЛУХОЙ ЗАТЯЖКИ БОЧКОВ ОБУВИ | 1950 |
|
SU91401A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Машина для пиковки матрацев | 1960 |
|
SU137762A1 |
| Машина для крепления крокуля каблука | 1951 |
|
SU98037A1 |
| Устройство для автоматического затягивания на колодку верха обуви в части носка | 1933 |
|
SU41380A1 |
| Гвоздильный автомат | 1936 |
|
SU51129A1 |
147 2 6 I
26
