Изобретение относится к обувной промышленности, а именно к устройствам для крепления деталей низа обуви на заготовку верха, особенно крепителями из эластичного полимерного материала.
Известен способ крепления деталей низа обуви с заготовкой верха посредством крепителей из эластичного полимерного материала, преимущественно из термопластичного полимера, твердеющего при охлаждении.. 1 j.
Наиболее близкой к изобретению является машина дпя прикрепления деталей низа обуви на заготовку верха (например, набоек), содержащая средство для подачи шнура, состоящее из катушек со шнуром и размещенных под ней двух подающих роликов, один из которых является ведущим, блок управления средством для подачи шнура, кинематически соединенньй с ведущим роликом, механизм дпя отрезания от шнура заготовки крепителя заданной длины, имеющий ножевые губки, установленные под подающими роликами с возможностью возвратно-поступа тельного движения в направлении, перпендикулярном к линии подачи шнура, размещенный иод ножевыми губ нами патрон с подпрзгжиненными кулачками для захвата отрезанной заготовки крепителя и подачи ее в зону забивания и размещенные в зоне забивания соосно толкатель и нижний упор с лункой для загибания конца крепителя С 2 J.
Недостатком известной машины является применение только жестких крепителей, которые снижают качество соединения обувных деталей, так как при изгибе скрепленных деталей жесткие крепители вызывают их значительное разрушение.
Цель изобретения - повьшение качества соединения деталей низа обуви с заготовкой верха путем исползования крепителей из эластичного полимерного материала.
Поставленная цель достигается тем, что машина для крепления деталей низа обуви на заготовку верха, содержащая средство для подачи щнура, состоящее из катушки со шнуром и размещенных под ней двух подаюш х роликов, один из которых является ведущ11м, блок управ/1ения средством для подачи шнура, кинематически
соединённый с ведущим роликом, механизм для отрезанит от шнура заготовки крепителя заданной дпины, имеющий ножевые губки, установленные под подающими роликами с возможностью возвратно-поступательного движения в направлении, перпендикулярном к линии подачи шнура, размещенный под ножевыми губками патрон с подпружиненными кулачками для захвата отрезанной заготовки крепителя и подачи ее в зону забивания и размещенные в зоне забивания соосно толкатель и нижний упор с лункой дпя загибания конца крепителя, имеет камеру для охлаждения крепителей, размещенную между подающими роликами и ножевыми губками и содержащую резервуар с хладагентом, внутри которого размещена направляющая холодильная труба для проводкищнура через камеру, ось которой совпадает с линией подачи шнура.
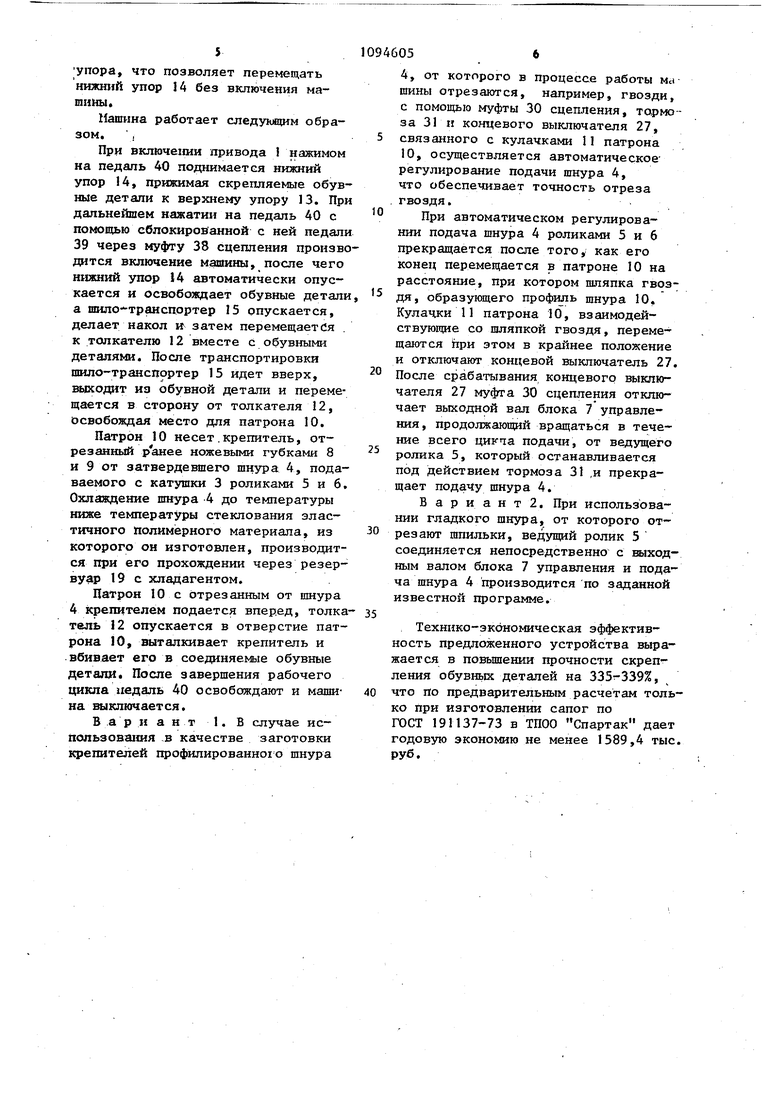
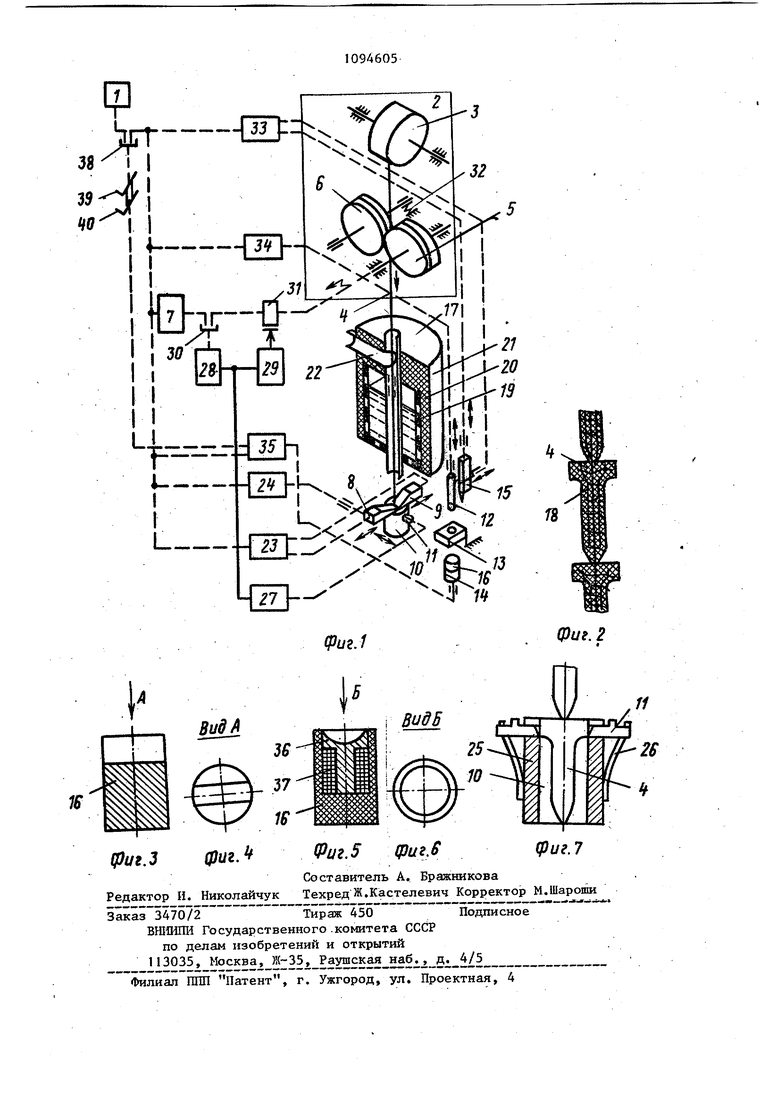
При этом нижний упор имеет сменный насадок с прорезью на его рабочей поверхности.
Нижний упор может иметь сменный насадок с нагревателем, а лунка для загибания концов крепителя выполнена на рабочей поверхности этого насадка.
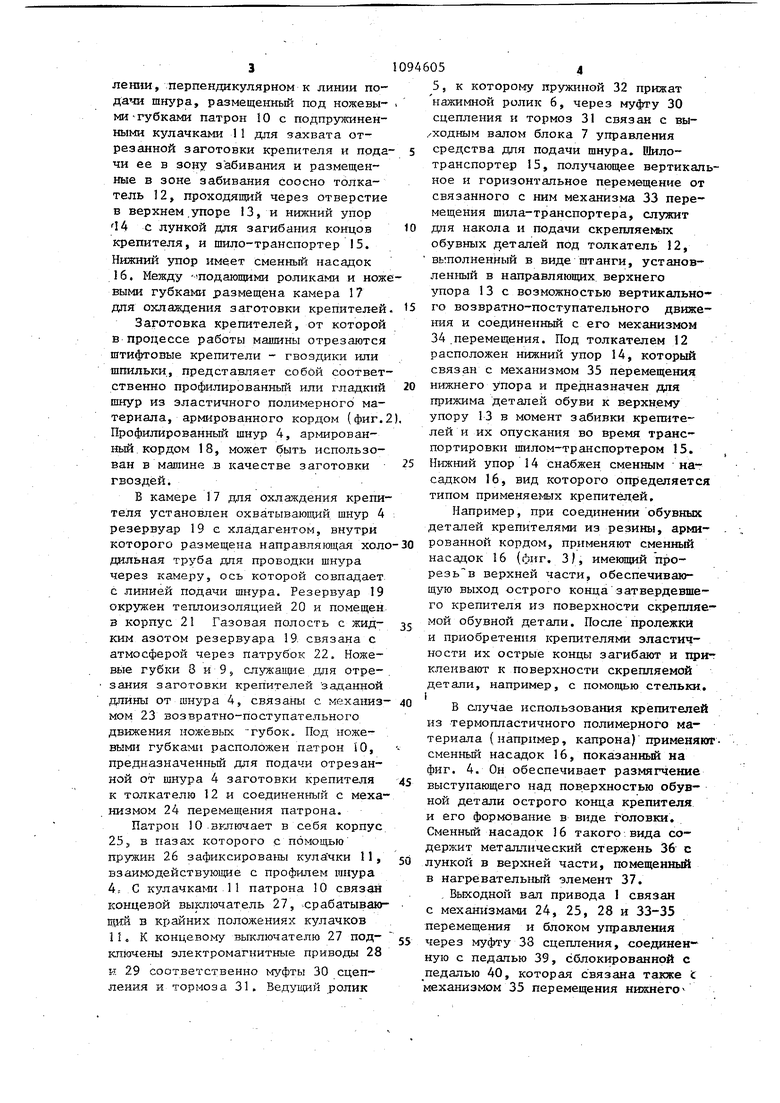
На фиг. 1 изображена функциональная схема предлагаемой машины; на фиг. 2 - профилированный шнур из эластичного полимерного материала, армированного кордом; на фиг. 3 сменный насадок с прорезью в. верхней части; на фиг. 4 - вид А на фиг. Sj на фиг. 5,- сменный насадок с лунко в верхней части и нагревательным элементом; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - патрон с подпружиненными кулачками, взаимодействующими с-профилем щнура.
Машина дЛя крепления деталей низа обуви на заготовку верха содержит привод 1, средство 2 для подачи шнура, состоящее из катушки 3 с размещеным на ней мотком щнура 4 и двух подающих роликов, один из которых ведущий 5, а другой - нажимной 6, блок 7 управления средством для подачи шнура, механизм для отрезания от шнура заготовки крепителя заданной длины, имеющий ножевые губки 8 и 9, установленные под подающими роликами с возможностью возвратнопоступательного движения в направлешш, перпендикулярном к линии подачи шрсура, размещенный под ножевымиГубками патрон 10 с подпружиненными кулачками 11 для захвата отрезанной заготовки крепителя и подачи ее в зону забивания и размещенные в зоне забивания соосно толкатель 12, проходящий через отверстие в верхнем .упоре 13, и нижний упор 14 с лункой для загибания концов крепителя, и шило-транспортер 15. Нижний упор имеет сменный насадок 16. Между Подающими роликами и ноже выми губками размещена камера 17 для охлаждения заготовки крепителей Заготовка крепителей, от которой в процессе работы машины отрезаются штифтовые крепители - гвоздики или шпильки, представляет собой соответственно профилированный или гладкий шнур из эластичного полимерного материала, армированного кордом (фиг.2 Профилированный шнур 4, армированньй кордом 18, может быть использован в машине -в качестве заготовки гвоздей.. В камере 17 для охлаждения крепителя установлен охватывающий шнур 4 резервуар 19 с хладагентом, внутри которого размещена направляющая холо дильная труба для проводки шнура через камеру, ось которой совпадает с линией подачи шнура. Резервуар 19 окружен теплоизоляцией 20 и помещен 3 корпус 21 Газовая полость с жидким азотом резервуара 19. связана с атмосферой через патрубок 22. Ножевые губки 8 и 9, служаиц е для отрезания заготовки крепителей заданной длины от шнура 4, связаны с механизмом 23 возвратно-поступательного движения ножевьгк ту бок. Под ножевыми губками расположен патрон 40, предназначенный для подачи отрезанной от шнура 4 заготовки крепителя к толкателю 12 и соединенный с механизмом 24 перемеп ения патрона. Патрон 10 включает в себя корпус 25j в пазах которого с помощью пружин 26 зафиксировали кулачки 11, взаимодействующие с профилем шнура 4: С кулачкам- 1 1 патрона 10 связай концевой выключатель 27, .срабатывакг щш в крайних положениях кулачков 11, К концевому выключателю 27 подключены электромагнитные приводы 28 и 29 соответственно муфты 30 сцепления и тормоза 31. Ведущий ролик 054 5, к которому пружиной 32 прижат нажимной ролик 6, через муфту 30 сцепления и тормоз 31 связан с выходным валом блока 7 управления средства для подачи шнура. Шилотранспортер 15, получающее вертикальное и горизонтальное перемещение от связанного с ним механизма 33 перемещения шила-транспортера, служит для накола и подачи скрепляемых обувных деталей под толкатель 12, выполненный в виде штанги, установленный в направляющих верхнего упора 13 с возможностью вертикального возвратно-поступательного движения и соединенньй с его механизмом 34.перемещения. Под толкателем 12 расположен нижний упор 14, который связан с механизмом 35 перемещения нижнего упора и предназначен для прижима деталей обуви к верхнему упору 13 в момент забивки крепителей и их опускания во время транспортировки шилом-транспортером 15. Нижний упор 14 снабжен сменным насадком 16, вид которого определяется типом применяемых крепителей. Например, при соединении обувных деталей крепителями из резины, армированной кордом, применяют сменный насадок 16 (фиг. 31, имеющий прорез ь в верхней части, обеспечивающую выход острого конца затвердевшего крепителя из поверхности скрепляемой обувной детали. После пролежки и приобретения крепителями эластичности их острые концы загибают и прит клеивают к поверхности скрепляемой детали, например, с помощью стельки. 1 В случае использования крепителей из термопластичного полимерного материала {например, капрона) применяютсменный насадок 16, показанный на фиг. 4. Он обеспечивает размягчение выступающего над поверхностью обувной детали острого конца крепителя и его формование в виде головки. Сменный насадок 16 такого вида содержит металлический стержень 36 с лункой в верхней части, помещенный в нагревательньй элемент 37. , Выходной вал привода 1 связан с механизмами 24, 25, 28 и 33-35 перемещения и блоком управления через муфту 33 сцепления, соединен ную с педалью 39, сблокированной с педалью 40, которая связана также механизмом 35 перемещения нижнего упора, что позволяет перемещать нижний упор 14 без включения машиныНашина работает следующим образом. , При включении привода I нажимом на педаль 40 поднимается нижний упор 14, прижимая скрепляемые обув ные детали к верхнему упору 13. Пр дальнейшем нажатии на педаль 40 с помощью сблокированной с ней педал 39 через муфту 38 сцепления произв дится включение машины, после чего нижний упор 14 автоматически опускается и освобождает обувные детал а шш1О транспортер 15 опускается, делает накол и затем перемещается к толкателю 12 вместе с обувными деталями. После транспортировки шило-трансггортер 15 идет вверх, выходит из обувной детали и переме щается в сторону от толкателя 12, освобождая место для патрона 10. Патрон 10 несет.крепитель, отрезанный ранее ножевыми губками 8 и 9 от затвердевшего шнура 4, пода ваемого с катушки 3 роликами 5 и 6 Охлаждение шнура 4 до температуры ниже температуры стеклования эластичного полимерного материала, из которого он изготовлен, производит ся при его прохождении через резер вуар 19 с хладагентом. Патрон 10 с отрезанным от шнура 4 крепителем подается вперед, толк тель 12 опускается в отверстие пат рона 10, выталкивает крепитель и вбивает его в соединяемые обувные детали. После завершения рабочего цикла педаль 40 освобождают и маши на выключается. Вари ант 1. В случае использования ,в качестве заготовки крепителей профилированною шнура 056 4, от которого в процессе работы м шины отрезаются, например, гвозди, с помощью муфты 30 сцепления, тормоза 31 п концевого выключателя 27, связанного с кулачками II патрона 10, осуществляется автоматическоерегулирование подачи шнура 4, что обеспечивает точность отреза гвоздя. При автоматическом регулировании подача шнура 4 роликами 5 и 6 прекращается после того у как его конец перемещается в патроне 10 на расстояние, при котором шляпка гвоздя, образующего профиль шнура 10. Кулачки 11 патрона 10, взаимодействующие со шляпкой гвоздя, перемещаются йрИ этом в крайнее положение и отключают концевой выключатель 27. После срабатывания концевого выключателя 27 муфта 30 сцепления отключает выходной вал блока 7 управления, продолжающий вращаться в течение всего цикпа подачи, от ведущего ролика 5, который останавливается под действием тормоза 31 ,и прекращает подачу шнура 4. В ариант 2. При использовании гладкого шнура, от которого отрезают шпильки, ведущий ролик 5 соединяется непосредственно с выходным валом блока 7 управления и подача шнура 4 производится по заданной известной программе. Технико-эксжомическая эффективность предложенного устройства выражается в повьшении прочности скреп-ления обувньпс деталей на 335-339%, что по предварительным расчетам только при изготовлении сапог по ГОСТ 191137-73 в ТПОО Спартак дает годовую экономию не менее 1589,4 тыс. руб.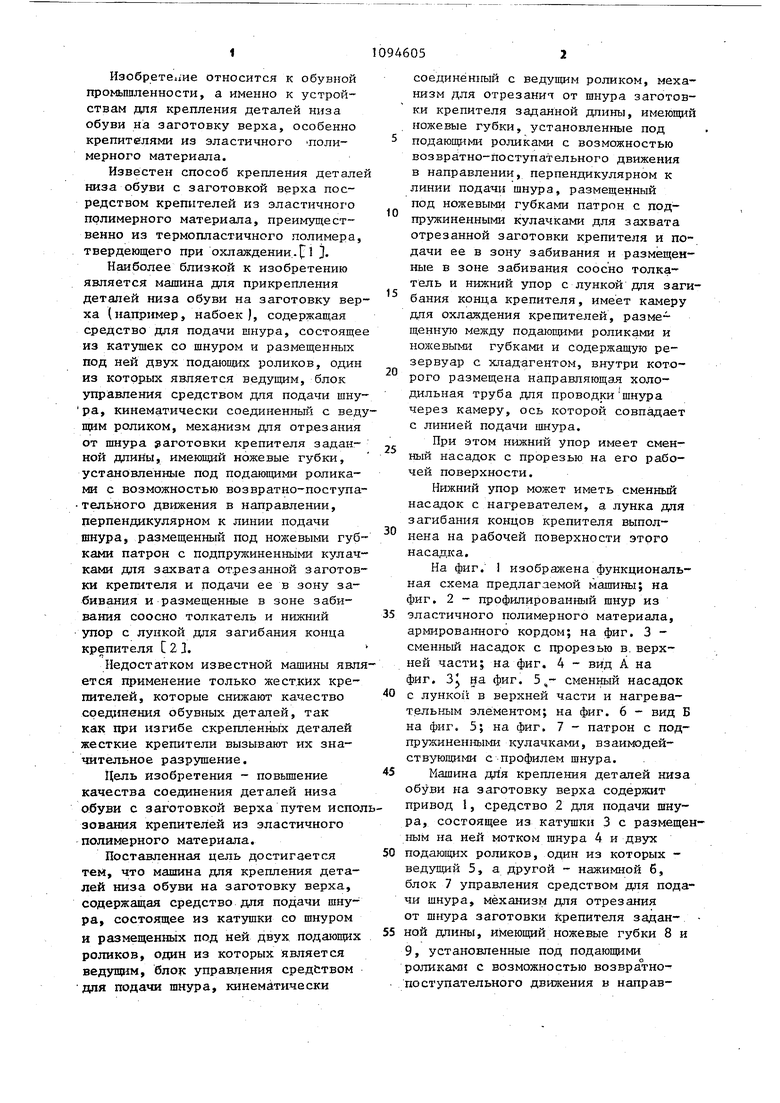
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скрепления деталей | 1980 |
|
SU991993A1 |
| Машина для прикрепления низа обув и гвоздями | 1952 |
|
SU97853A1 |
| Клещевой механизм | 1987 |
|
SU1505493A1 |
| Машина для крепления деталей низа обуви по контуру, например ранта | 1987 |
|
SU1477371A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| ОБУВЬ (ВАРИАНТЫ) | 2000 |
|
RU2178258C2 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| УСТРОЙСТВО ДЛЯ ВСТАВКИ МЕТАЛЛОПОДНОСКА В СПЕЦИАЛЬНУЮ ПРОТИВОУДАРНУЮ ОБУВЬ | 2010 |
|
RU2411887C1 |
Г.МАШИНА ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ НИЗА ОБУВИ НА ЗАГОТОВКУ ВЕРХА, содержащая средство-для подачи шнура, состоящее из катушки со шнуром и размещенных под ней двух подающих роликов , один из - которых является ведущим, блок управления Средством для подачи шнура, оЕШнематически соединенный с ведущим роликом, механизм для отрезания от шнура заготовки крепителя заданной длины, имеющий ножевые губки, установленные под подакчдами роликами с возможностью возвратно-поступательного движения в направлении, перпендикулярном к линии подачи шнура, размещенньш под ножевыми губками патрон с подпружиненными кулачками для захвата отрезанной заготовки крепителя и подачи ее в зону забивания к размещенные в зоне забивания соосно толкатель и нижний упор с лункой для загибания конца крепителя, отличающаяся тем, что, с целью повышения качества соедсшения деталей низа обуви с заготовкой верха путем использования крепителей из эластичного полимерного материала, она имеет камеру для охлаждения крепителей, размещенную между пода ощими роликами и ножевыми губками и содержацую резервуар с хладагентом, внутри которого размещена направляющая холодильная труба для проводки шнура через камеру, ось которой совпадает с линией подачи шнура. 2.Машина по п. I, отличающаяся тем, что нижний упор имеет сменный насадок с проQO 4 Од О СП резью на его рабочей поверхности. 3.Машина по п. 1, о т л и ч а ю щ а я с-я тем, что нижний упор имеет сменный насадок с нагревателем, а лунка для загибания конца, крепителя выполнена на рабочей поверхности этого насадка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 2975108/12, кп | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Левинсон В.Н | |||
| Устройство и на-, ладка обувных машин | |||
| М., Гизлегпром, 1959, Со 345. | |||
