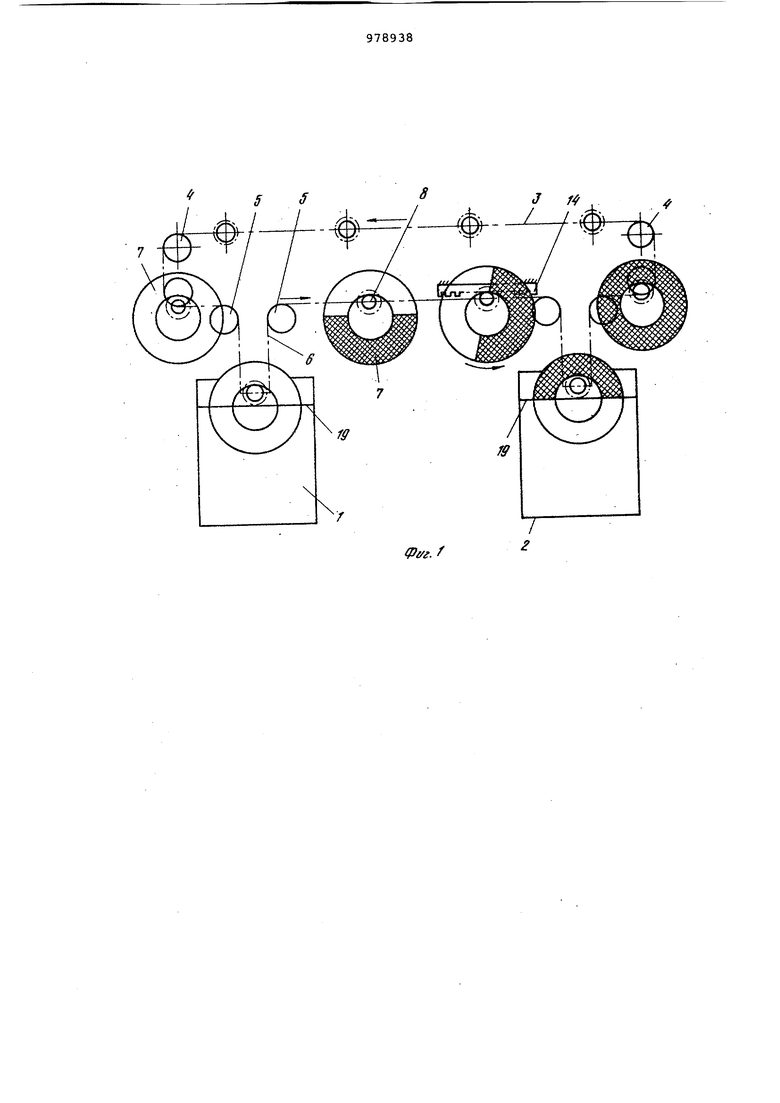
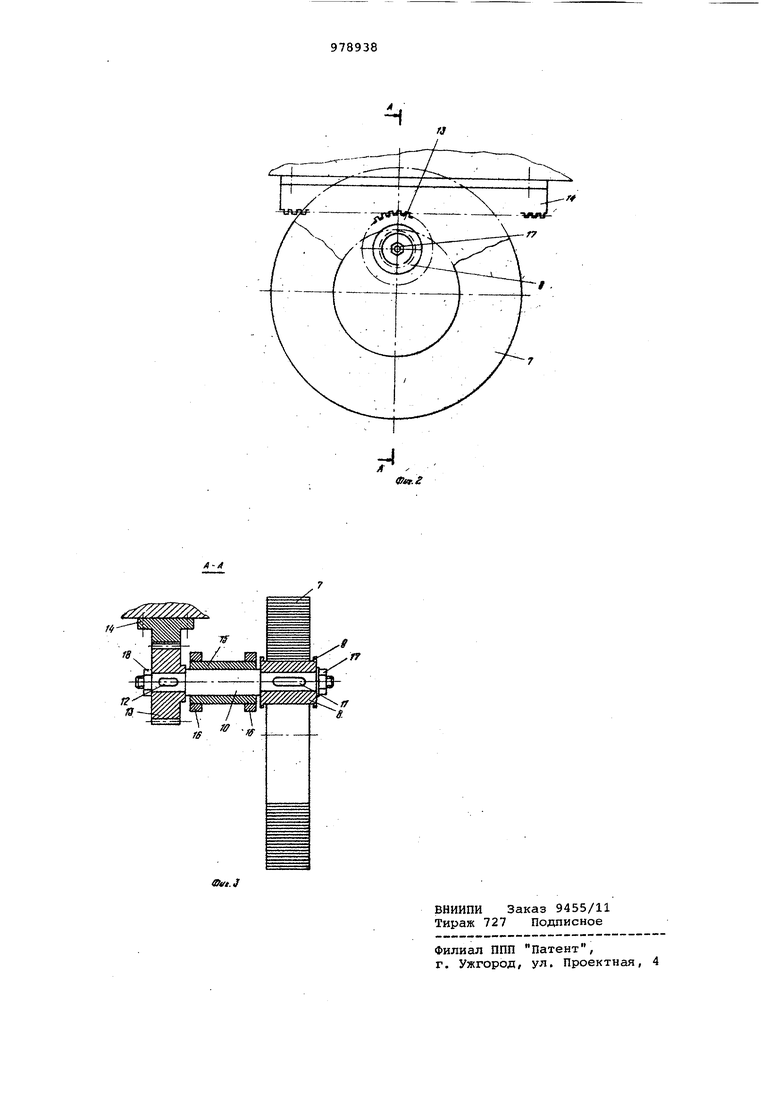
4, приводимыми во вращение через редуктор от электродвигателя (услов но не показаны, Подъем Ю опускные устройства состоят из направляющих звездочек 5 и петли 6. Кронштейн, для подвешивания рулонов 7 выполнен в виде ролика 8 с 6урта.ми 9 и установлен на оси 10 на шпонке 11. На этой же оси на шпонке 12 установлено зубчатое колесо 13. Между войнами 1 и 2 установлена зубчатая рейка 14 Ось 10 ролика 8 может свободно вращаться во втулке. 15 цепи конвейера 3. Щековины 16 цепи препятствуют осевому смещению ролика 8, На оси 10 ролик 8 и зубчатое колесо 13 фикси-. руются гайками 17 и 18. Установка работает следующим образом. Рулон 7 при помощи тельфера (условно не показан) устанавливают на ролик 8, вместе с которьчм рулон тра портируется цепнЕ1 м конвейером 3 в ванну 1, В ваннах 1 и 2 имеется расплав самотвердеющей пластмассы. Уро™ вень расплава обозначен позицией 19 Подъемно-опускны устройством рулон 7 погружается на половину диаметра в пластмгюсу, как показано на Ролик 8 и зубчатое колесо 13 до уровня расплава не. достают. Затем рулон поднимается из расплава и транспортируется к ванне,2. При этом половина ру.пона упакована в пластмассу. На участке мелдду BaHHar SH 1 и 2 происходит полимеризация пластмассы, а после ее окончания перемещающийся рулон попадает на участок с зубчатой рейкой 14. Зубчатое колесо 13 входит во взанмодействие с рей кой 14. При движении конвейера колесо 13 вращается от зацепления с рейкой 14 и при этом ролик 8, жест ко связанный с колесом 13,также приводится во вращение. На ролике 8 подвешен рулон 7, который начинает вращаться от ролика В. При этом рулон 7 и ролик 8 образуют фрикционную передачу. Высокий коэффициент трений поверхности ролика о рулон (0,,4) обеспечивает вращение рулона относительно ролика без проскальзывания. Длина зубчатой рейки и соотношени наружного диаметра ролика и внутренн го диаметра рулона обеспечивают вращение рулона на 180 , После вращения на 180 рулон опус кается в ванну 2, где проис.кодит покрытие пластмассой его свободной половины. Часть рулона, покрытая пластмассой, на фиг.1 показана заштрихованной. Необходимую длину рейки U р для вращения рулона на 180® можно определить по выражению I р. Lp-.sr -, где(3( - делительный диаметр зубчатого колеса; dij - внутренний диаметр рулона; d,, - наружный диаметр ролика. В одной линии все рулоны имеют одк:1аковый внутренний диаметр d g / определяемый диаметром моталки, на которую наматывают рулон. Поэтому .длина рейки для данной установки постоянная величина. Высокий коэффициент трения (0,2-0,4) ролика обеспечивает передачу вращения без проскальзывания. Изобретение упрощает обслуживание установки, так как не требует проведения операции навешивания вязок на рулоны. Обслуживания узла, состоящего из зубчатого колеса и рейки, практически не требуется из-за его высокой надежности. Формула изобретения 1. Установка для нанесения покрытий на рулоны ленты, содержащая последовательно р.асположенные ванны, подвесной конвейер с приводом, подъемно-/ опускные устройства и кронштейны для подвешивания рулонов, о т л-и ч аю щ а я с я тем, что, с целью упрощения обслуживания, кронштейны выполнены в виде роликов с буртами, снабженных зубчатыми колесами, причем между ваннами установлена зубчатая рейка, взаимодействующая с зубчатыми колесами кронштейнов. 3. Установка поп.1, отличающаяся тем, что поверхность роликов кронштейнов выполнена из материала с коэффициентом трения по стали 0,2-0,4., Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 741952, кл. В 05 С 3/09, 1978. 2.Авторское свидетельство СССР № 730377, кл. В 05 С 3/09, 1977 (ripOTOTIffl) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок полосы | 1981 |
|
SU946700A1 |
| ВАННА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВОВ | 1991 |
|
RU2006517C1 |
| Составной ролик | 1979 |
|
SU884773A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для упаковки рулонов | 1982 |
|
SU1018881A2 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| Контактный ролик для электрохимической обработки длинномерных изделий | 1981 |
|
SU956632A1 |
| Устройство для нанесения покрытия на ленту | 1980 |
|
SU969792A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ СИСТЕМА | 2019 |
|
RU2742099C2 |
| Устройство для укладки изделий | 1989 |
|
SU1646949A1 |