Изобретение относится к устройствам для электрохимической обработки и мо жет быть использовано в электрохимических станках для выполнения гшзов и канавок в деталях, разрезания заготовок и снятия с них слоя металла. Наиболее близким к изобретению является устройство для электрохимической обработки с прокачкой электролит через межэлектродный промежуток, содержащее электрод-инструмент, выполненный в виде установленного с возможностью вращения на оси диска, образующая поверхность Которого является рабочей fll . Недостатками известного устройства являются низкая интенсивность эвакуации продуктов электролиза из зоны обработки, а также образование пассивирующих пленок на электродах, которое, к тому же, происходит неравномерно. Все это приводит к ухудщению качества обрабатьшаемых поверх ностей, а также к некоторому снижению производительности. Цель изобретения - повышение качества- обработки путем интенсификации эвакуации продуктов электролиза. Поставленная цель достигается тем что в устройстве для электрохимической обработки с прокачкой электролит через межэлектродный прожемуток, содержащем электрод-инструмент, выполненный в виде установленного на оси с возможностью вращения диска образующая поверхность которого является рабочей, диск установлен на оси с эксцентриситетом, величина которого не превышает величину межэлек тродного промежутка. Установка диска (электрода-инстру мента) на оси с эксцентриситетом вызывает периодическое (с частотой вра щения диска) изменение величины межэлектродного промежутка, что усиливает гидродинамику потока электролита в межэлектродном промежутке, всле ствие чего интенсифицируется эвакуация продуктов электролиза из зоны обработки и предотвращается образование пассивирующих пленок на электр дах, и вызывает в межэлектродном про межутке пульсирующий ток, который также способствует предотвращению об разования на электродах пассивирующи пленок. Все это обеспечивает относительну чистоту электродов и электролита в зоне обработки и таким образом повышает качество обработки, не снижая ее производительности, так как средняя величина межэлектродного промежутка может быть уменьшена. На чертеже показано предлагаемое устройство, общий вид. Устройство содержит рабочий стол 1для установки обрабатываемой детали 2, электрод-инструмент (диск) 3, установленный на оси 4 с возможностью вращения. Электрод-инструмент 3 выполнен в виде диска из электропроводного материала и установлен на оси 4 с эксцентриситетом 5. Рабочий стол 1 и электрод-инструмент 3 установлены с возможностью горизонтального и вертикального перемещения соответственно. Устройство работает следующим образом. На стол 1 устанавливается обрабатываемая деталь 2, к которой подводится электрод-инструмент 3, с учетом его эксцентриситета на оси 4 и минимально выбранного зазора между деталью 2и образующей диска 3. В образовавшийся межэлектродный промежуток подается электролит, включается привод вращения диска 3, а к детали 2 и диску 3 подаются соответ ственно, положительный и отрицательный потенциалы от источника постоянного тока. При этом происходит электрохимическая обработка детали 2 ,во время которой величина межэлектродного промежутка периодически, с частотой вращения диска 3, изменяется от минимально выбранной величины до максимальной, которая обусловлена эксцентриситетом 5, fi детали 2 выполнена выемка, глубина которой определяется величиной вертикального перемещения инструмента 3. В случае, когда в обрабать аемой детали необходимо вьтолнить паз или разрезать ее, или снять с нее слой, то ТРри этом дополнительно используют возможность горизонтального перемещения стола 1. По 1сравнению с базовым объектом, в качестве которого принято устройство для электрохимической обработки, используемое на станке ЗЕ711ЭФ2-1, предлагаемое устройство имеет следующие .преимущества. Периодическое, с частотой вращения электрода-инструJ10947154
мента, изменение величины межэлектрод- ется еще и тем, что в межэлектродного промежутка, обусловленное экс-ном промежутке по той же.причине, центричным размещением упомянутогоа именно из-за периодического изменеэлектрода на оси, усиливает гидроди-ния величины межэлектродного промажут намику потока электролита в межэлек- 5ка, обработка производится пульсируютродном промежутке. А это интенси-щим током.
фицирует эвакуацию продуктов электро- Указанные преимущества обеспечивализа из зоны обработки и предотвра-ют относительную чиcfoтy электродов
щает образование пассивирующих пленоки электролита в зоне обработки, что
на электродах. Помимо этого, эффект toповышает качество обработки, которое
предотвращения образования пассиви-выражается в повышении точности и
рующих пленок на электродах усилива-чистоты обработанных повепхностей.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| Устройство для электрохимической обработки | 1983 |
|
SU1138285A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484505A1 |
| Способ электрохимической обработки длинномерных деталей | 1977 |
|
SU650764A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЦИЛЛИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2018 |
|
RU2679501C1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ с прокачкой электролита через межэлектродный промежуток, содержащее электрод-инотрумент в виде установленного на оси с возможностью вращения диска, образующая поверхность которого является рабочей, отличающееся тем, что, с целью повышения качества об- работки путем инстенсификации эвакуации продуктов электролиза, диск установлен на оси с эксцентриситетом, величина которого не превышает величину межэлектродного промежутка. (Л :о 4;: :д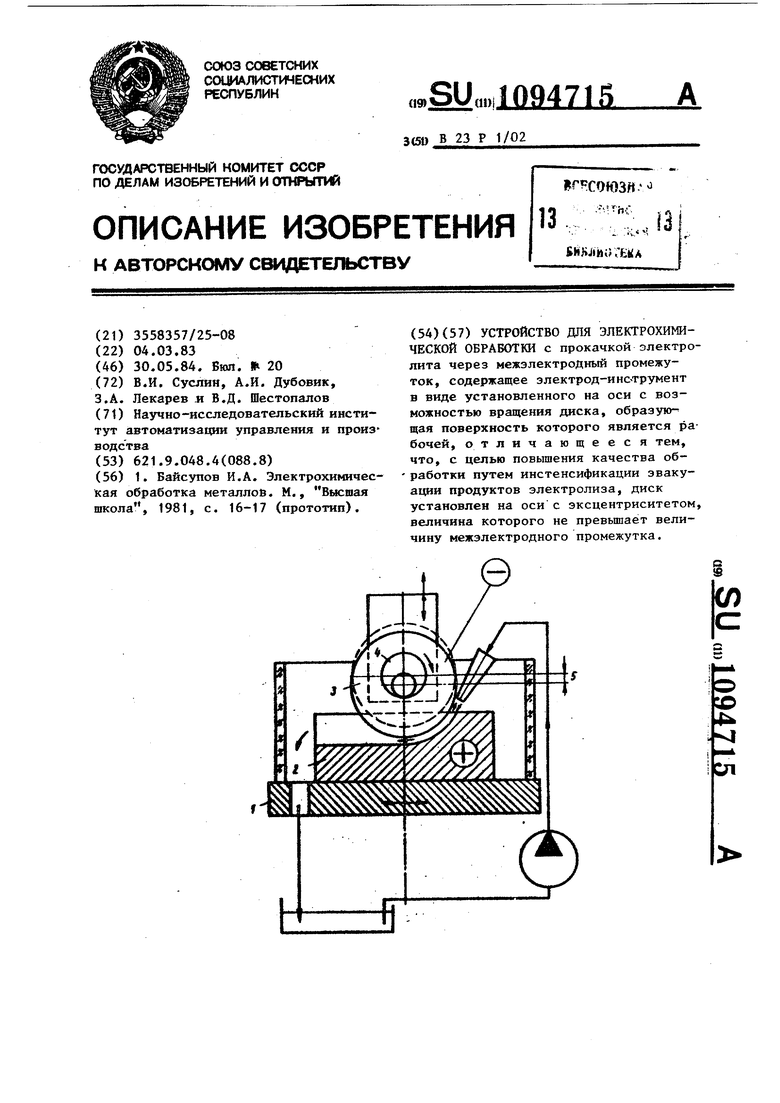
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Байсупов И.А | |||
| Электрохимическая обработка металлов | |||
| М., Высшая школа, 1981, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
