(54) СПОСОБ КОНТЮЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и контроля мембранных коробок из дисперсионно-твердеющих сплавов | 1990 |
|
SU1770795A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ РАДИАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2303257C1 |
| Способ рентгенографического контроля термической обработки мартенситностареющих сталей | 1982 |
|
SU1062578A1 |
| Способ контроля термической обработки изделий из бериллиевой бронзы | 1977 |
|
SU682802A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БРОНЗЫ CUCRZR, ПРИМЕНЯЕМЫЙ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ С БЕРИЛЛИЕВОЙ ОБЛИЦОВКОЙ И БИМЕТАЛЛИЧЕСКИМ СОЕДИНЕНИЕМ CUCRZR/316L(N) | 2020 |
|
RU2768076C1 |
| Способ определения химической стойкости покрытия из титановой эмали | 1990 |
|
SU1778650A1 |
| Способ термической обработки деталей из бериллиевых бронз | 1976 |
|
SU595421A1 |
| СПОСОБ ВЫБОРА РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УПРУГИХ ЭЛЕМЕНТОВ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ Бр.Б2 | 2004 |
|
RU2263156C1 |
| ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА, СОДЕРЖАЩЕГО КАРБИДЫ ВОЛЬФРАМА И ТИТАНА | 2006 |
|
RU2307013C1 |
| Способ термообработки изделий из бериллиевой бронзы | 1974 |
|
SU522276A1 |
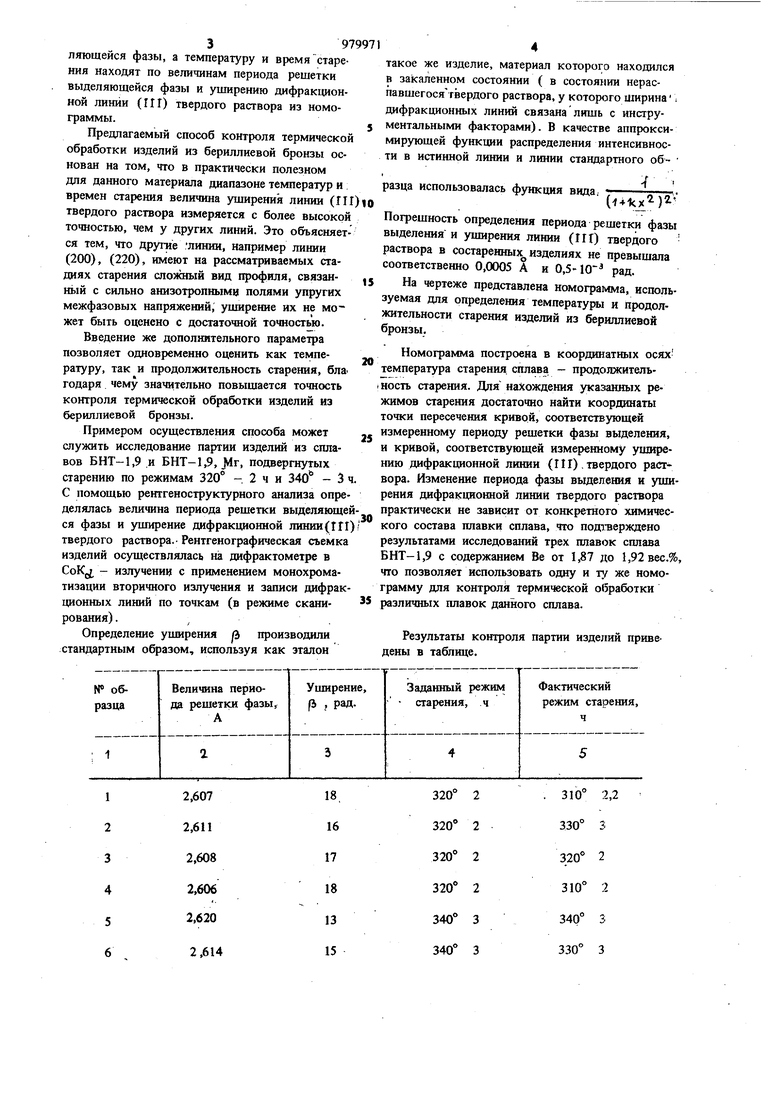
Изобретение относится к металлофизике и может быть использовано для контроля и экспертизы режимов термической обработки изделий из сплавов медь-бериллий в лабораторных и заводских условиях. Известен способ контроля качества термической обработки сплавов, основанньш на изме рении твердости и микротвердости образцов и изделий 1. Однако между изменением твердости и структуры сплавов нет однозначной связи, а эти измерения сопровождаются локальным разр шением материала, вследствие чего метод не применим для контроля качества термообра ботки тонкостенных изделий, таких, как анероидные коробки, сильфоны и т. п. Известен рентгенографический способ контроля термической обработки изделий,,, включающий облучение объекта пучком рентгеновских лучей, регистрацию дифракционной картины и измерение периодов решетки 2. Ближайшим техническим решением является способ контроля термической обработки изде лш из бериллиевой бронзы, состоящий в том,. что образец облучают пучком рентгеновских лучей, снимают дифрактограмму и контролируют состояние твердого раствора jio уширению дифракционной линии III 3. Недостаток известного способа состоит в том, что он не дает возможности однозначного определения причин отклонения структурного . состояния от номинального, поскольку не позволяет одновременно определять температуру и продолжительность старения. С помощью зтого способа может быть точно оценена или температура старения, если известна его продолжительность, или продолжительность старения, если точно известна температура. Целыо изобретения является повышение точности контроля термической обработки . Поставленная цель достигается тем, чтр согласно способу контроля термической обработки изделий из бериллиевой бронзы, состоящему в том,что образец блучают пучком рентгеновских лучей, снимают дифрактограмму и контролируют состояние твердого раствора по ущирешпо дифракционной линии (til), дополнительно определяют период решетки выде397ляющейся фазы, а телтературу и время старения находят по величинам периода решетки выделяющейся фазы и уширению дифракционной линии (ГГГ) твердого раствора из номограммы. Прехщагаемый способ контроля термической обработки изделий из бериллиевой бронзы основан на том, ПО в практически полезном для данного материала диапазоне температур и времен старения величина уширения линии (Г1Г твердого раствора измеряется с более высокой точностью, чем у других линий. Это объясняется тем, что другие ЛИНИИ, например линии (200), (220), имеют на рассматриваемых стадиях старения сложный вид профиля, связанньш с сильно анизотропными полями упругих межфазовых напряжений; уширение их не мо жет быть оценено с достаточной точностью. Введение же дополнительного параметра позволяет одновременно оценить как температуру, так и продолжительность старения, бла годаря чему значительно повышается точность контроля термической обработки изделий из бериллиевой бронзы. Примером осушествления способа может служить исследование партии изделий из сплавов БНТ-1,9 и БНТ-1,9, 1г, подвергнутых старению по режимам 320° - 2 ч и 340 - 3 ч С помощью реттеноструктурного анализа определялась величина периода решетки выделяющей ся фазы и уширение дифракционной линии(ГГТ твердого раствора.- Рентгенографическая съемка изделий осуществлялась на дифрактометре в СоК - излучении с применением монохроматизации вторичного излучения и записи дифракционных линий по точкам (в режиме сканирования).,. Определение ущирения ft производили стандартным образом, используя как эталон
18,
2,607 16 17 18 13 15
2,611 2,608 2,606 2,620
2,614
310°2,2
330°3
320°2
310°2
340°3
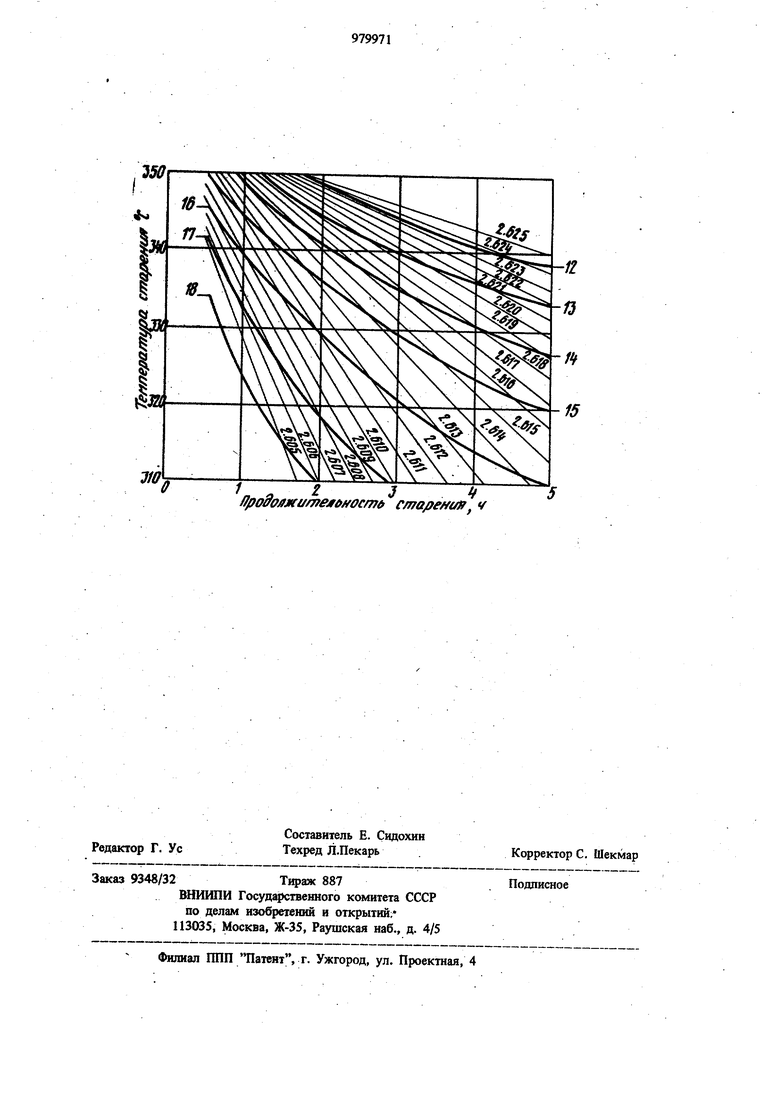
330°3 такое же изделие, материал которого находился в закаленном состоянии ( в состоянии нераспавшегосятвердого раствора, у которого ширина . дифракционных линий связана лишь с инструментальными факторами). В качестве аппроксимир)тощей функции распределения интенсивности в истинной линии и линии стандартного об- разца использовалась функция вида ()i Погрешность определения периода решетки фазы выделения и уширення линии (ГГГ) твердого раствора в состаренных изделиях не превышала соответственно 0,0005 А и 0,5-10 рад. На чертеже представлена номогра1има, используемая для определения температуры и продолжительности старения изделий из бериллневой бронзы. Номограмма построена в координатных осях температура старения, сплава - продолжительность старения. Для нахождения указанных режимов старения достаточно найти координаты точки пересечения кривой, соответств ующей измеренному периоду решетки фазы выделения, и кривой, соответствующей измеренному уширению дифракционной линии (III) .твердого раствора. Изменение периода фазы выделения и уширения дифракционной линии твердого раствора практически не зависит от конкретного химического состава плавки сплава, что под верждено результатами исследований трех плавок сплава БНТ-1,9 с содержанием Be от 1,87 до 1,92вес.%, что позволяет использовать одну и г/ же номограмму для контроля термической обработки различных плавок данного сплава. Результаты контроля партии изделий приведены в таблице.
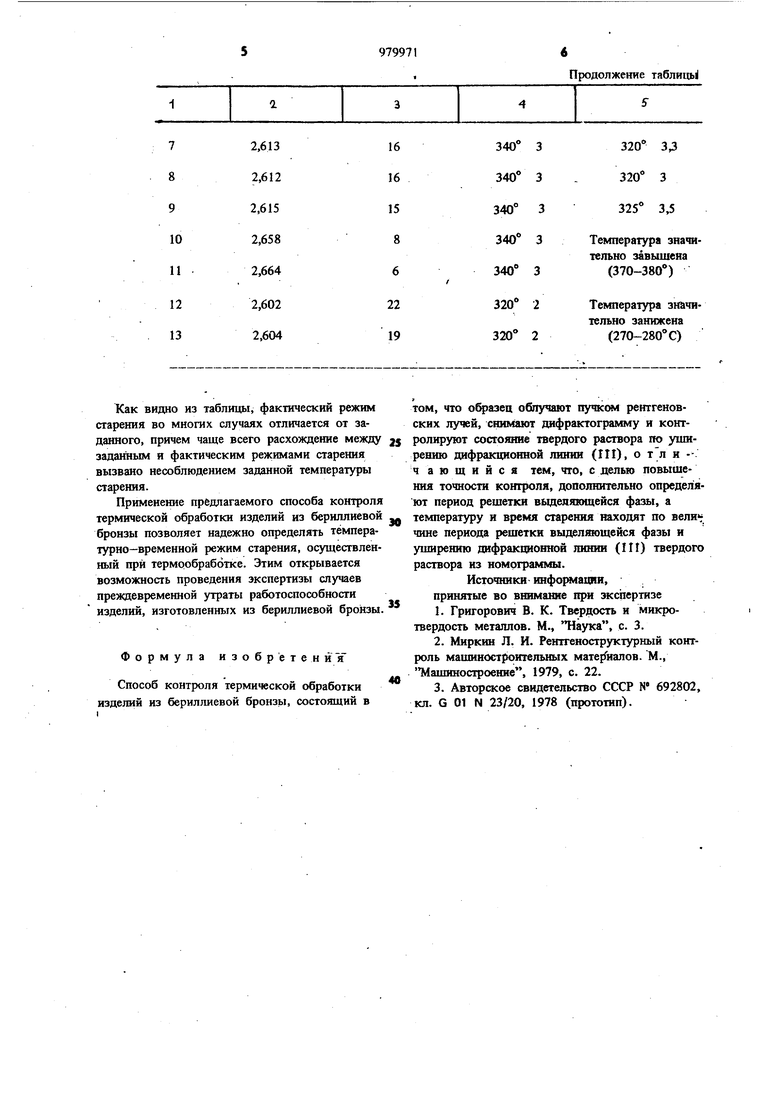
Как видно из таблицы, фактический режим старения во многих случаях отличается от заданного, причем чаще всего расхождение между 5 заданным и фактическим режимами старения вызвано несоблюдением заданной температуры старения.
Применение предлагаемого способа контроля термической обработки изделий из бериллиевой бронзы позволяет надежно определять температурне-временной режим старения, осуществленный при термообработке. Этим открывается возможность проведения экспертизы случаев преждевременной утраты работоспособности изделий, изготовленных из бериллиевой бронзы.
Формула изобретения
Способ контроля термической обработки изделий из бериллиевой бронзьь состоящий в
том, что облучают пучком рентгеновских лучей, снимают дифрактограмму и контролируют состояние твердого раствора по ушнрению дифракционной линии (ГП), о т л и --. ч ающийся тем, что, с делью повышения точности контроля, дополнительно определяют период решетки выделяющейся фазьк, а температуру и время старения находят по чине периода решетки выделяющейся фазы и уширению дифракционной тшни (Itt) твердого раствора из номограммы.
Источники инфо шацин, принятые во внимание при экспертизе
